
国際特許分類[C21D7/04]の内容
化学;冶金 (1,075,549) | 鉄冶金 (18,991) | 鉄系金属の物理的構造の改良;鉄系もしくは非鉄系金属または合金の熱処理用の一般的装置;脱炭,焼もどし,または他の処理による金属の可鍛化 (13,238) | 加工変形による鉄または鋼の物理的性質の改良 (315) | 冷間加工によるもの (302) | 表面の冷間加工 (256)
国際特許分類[C21D7/04]の下位に属する分類
国際特許分類[C21D7/04]に分類される特許
1 - 10 / 33
溶接部の疲労強度向上方法および溶接継手
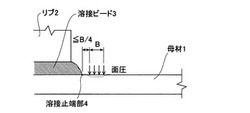
【課題】ハンマーピーニングに用いて好適な、鋼橋など鋼構造物における溶接部の疲労強度を、溶接部に新たな応力集中部となる変形を与えずに圧縮残留応力を導入して向上させる疲労強度向上方法を提供する。
【解決手段】打撃面が面取りされた平坦な形状のチッパーで溶接止端部から離れた母材表面の一部を、母材表面に対して垂直に打撃、好ましくは打撃による塑性変形領域の一部が重なるように止端部近傍側から漸次外側に移動させるように打撃して塑性変形させ、溶接止端部に圧縮の残留応力を導入する。窪み特性値(最大深さと幅の積)(mm2)が所定の値を有する帯状の塑性変形領域を溶接止端部に接して形成する場合は、チッパーの打撃面の平坦部周囲の面取り部で溶接止端部を、前記平坦部で母材を打撃する。打撃に用いるチッパーの打撃面の幅Bとした場合、母材表面の止端部からB/4以内の部位を打撃して塑性変形させる。
(もっと読む)
ばね用鋼、ばね用鋼線及びばね
【課題】焼入れ後の焼戻し処理を省略しても高強度、高靭性、及び高耐力比を確保できるばね、ならびにこれに用いるばね用鋼線及びばね用鋼を提供することを目的とする。
【解決手段】本発明は、質量%で、C:0.15〜0.40%、Si:0.40%以上、1.0%未満、Mn:0.2〜2%、P:0.03%以下(0%を含まない)、S:0.02%以下(0%を含まない)、Cr:0.01〜1.2%、Ti:0.005〜0.1%、B:0.005%以下(0%を含まない)、N:0.002〜0.015%を含有し、残部が鉄および不可避不純物であることを特徴とするばね用鋼である。また前記ばね用鋼を、焼入れした後、焼戻しをすることなく、スキンパス伸線して得られ、引張強さが1900MPa以上、耐力比が0.90以上であるばね用鋼線も本発明に包含される。
(もっと読む)
導電性炭素皮膜の形成方法

【課題】 導電性と耐食性に優れた炭素皮膜をステンレス鋼の表面に形成する方法を提供する。
【解決手段】 ステンレス鋼板に例えば9.0%以上の冷間圧延処理を施し、表層部のオーステナイト組織の一部を応力誘起マルテンサイト組織に変態させ、次いで表面にエッチングなどの前処理を施した後、プラズマCVD法により炭素皮膜を形成する。
(もっと読む)
金属材の表面改質方法および高硬度表面層を有する金属材
【課題】表層に強ひずみ加工などによって形成された高硬度の超微細結晶粒層を有し、さらに、その内層に十分な層厚で母材に比べて高い硬度の高硬度層を有する金属材およびその製造方法を提供する。
【解決手段】表層の少なくとも一部に超微細結晶粒層を有する金属材に、急速短時間加熱による焼入れを施し、前記超微細結晶粒層を残存させて焼入れ組織を形成する。超微細結晶粒層は、加工工具を用いた摩擦加工などにより形成することができ、100nm〜1μmのサブミクロン結晶粒、100nm未満のナノ結晶粒が存在する超微細結晶粒層が形成される。急速短時間加熱による焼入れは、好適には加熱時間0.3秒〜1秒、加熱温度750℃〜950℃の条件とした高周波焼入れにより行なうことができる。極表層は高周波焼入れしたものと同等、あるいは、それ以上に高強度化・高硬度化され、素地も焼入れされて高い硬度を有し、疲労特性などが向上する。
(もっと読む)
ばね用ステンレス鋼板およびその製造方法
【課題】ばね限界値に優れたオーステナイト系ばね用ステンレス鋼板、その製造方法及びそれを用いて製造されたばねを提供する。
【解決手段】下記の特性を有するばね用オーステナイト系ステンレス鋼板:
(1)厚み50μm〜800μm
(2)ばね限界値(Kb0.075)400MPa以上
(3)表面及び断面中央部の残留応力<50MPa
オーステナイト系ステンレス鋼板を、上ロールと下ロールを有するローラーレベラーに、0kg/mm2〜5kg/mm2の張力下で通板させる工程、及び通板した鋼鈑を50℃〜550℃の温度範囲内で時効熱処理する工程を含むことを特徴とするばね用オーステナイト系ステンレス鋼板の製造方法。
(もっと読む)
浸窒化焼入れ方法
【課題】鉄鋼部材に浸窒焼入れをする場合において、鉄鋼部材の所望の箇所に所望深さの浸窒処理を行い、さらには、浸窒処理のばらつきを抑えることができる浸窒焼入れ方法を提供する。
【解決手段】鉄鋼部材の表層に塑性変形させた塑性変形層を形成する工程と、少なくとも該塑性変形層に、窒化処理ガスを接触させて浸窒焼入れを行う工程と、を含む。
(もっと読む)
機械部分を製造するための方法及び、この方法に従って製造されたロール周壁
【課題】機械的な高い負荷に耐え得る、少なくとも1つの貫通開口1を有する機械部分、殊に抄紙機の吸込ロール周壁を製造するための方法を改良して、このような形式の機械部分においてひび割れ発生が減少するように、又は阻止されるようにする。
【解決手段】機械部分2の振動腐食破壊に対する耐性を高めるために、前記貫通開口1の領域内における機械部分2の材料特性を、局所的かつ限定的に変化させる。
(もっと読む)
翼形部の疲労切欠き性能を高めるための方法及び装置
【課題】翼形部(22)内における割れ伝播を減少させる方法を提供する。
【解決手段】本方法は、先端(34)から間隔を置いた根元(36)、間隔を置いた前縁及び後縁(30、32)、前縁(30)から後縁(32)まで延びる負圧側面(40)、並びに前縁(30)及び後縁(32)から延びる対向する正圧側面(38)を有する翼形部(22)を準備する段階と、曲げ荷重に対して翼形部(22)を支持する段階とを含む。翼形部(22)は、バニシング要素(42)を使用してバニシング加工されて、少なくとも1つの残留圧縮応力のバニシング加工セクション(68)を形成する。少なくとも1つのバニシング加工セクション(68)は、前縁(30)に隣接して位置しかつ該前縁(30)の変形を回避するように選択したオフセット距離だけ該前縁(30)から間隔を置いている。
(もっと読む)
真空浸炭部品およびその製造方法並びにそれに使用する熱処理油組成物
【課題】真空浸炭やその後の加工の実施の確認に好適な真空浸炭部品およびその製造方法並びにそれに使用する熱処理油組成物を提供する。
【解決手段】真空浸炭により浸炭処理した表面に加工が施される真空浸炭部品の製造方法において、真空浸炭処理したワークを着色添加剤を配合した熱処理油により焼入れ処理を施してワーク表面に着色皮膜を形成し、次いで、前記着色皮膜を形成した部位へ加工を施すことにより、前記着色皮膜の少なくとも一部を除去するようにした。
(もっと読む)
レーザピーニング装置
【課題】プラズマを閉じ込める液体による腐食、汚染、同液体の大量消費を防ぐことができ、水槽等の大型の装置を用いることのない、クリーンかつ省エネルギーで利便性に優れたレーザピーニング装置を提供する。
【解決手段】本発明のレーザピーニング装置は、被加工物Wの局所の表面上にプラズマを閉じ込める液体Rを形成保持する液体保持ヘッド1と、液体保持ヘッド1に保持された液体を介して被加工物Wの表面にレーザを照射するレーザ照射ヘッド2とを備える。
(もっと読む)
1 - 10 / 33
[ Back to top ]