
国際特許分類[C21D9/60]の内容
化学;冶金 (1,075,549) | 鉄冶金 (18,991) | 鉄系金属の物理的構造の改良;鉄系もしくは非鉄系金属または合金の熱処理用の一般的装置;脱炭,焼もどし,または他の処理による金属の可鍛化 (13,238) | 特定の品物に用いられる熱処理,それに用いる炉,例.焼なまし,硬化,焼入れ,焼もどし (5,563) | 線材用;ストリップ用 (625) | ストリップまたは線材の熱処理用炉 (451) | ストリップまたは線材の熱処理用連続炉 (420) | 誘導加熱によるもの (39)
国際特許分類[C21D9/60]に分類される特許
1 - 10 / 39
鋼板の加熱方法および加熱装置
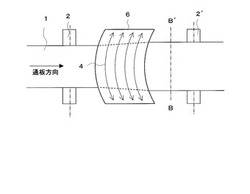
【課題】鋼板を急速加熱する際、鋼板を拘束するロールの有無に拘わらず発生する絞りを効果的に防止することができる鋼板の加熱方法を提案すると共に、その方法に用いる加熱装置を提供する。
【解決手段】連続的に搬送される鋼板を加熱する方法において、鋼板面に投影した形状が上流側に凸形状のソレノイド型誘導加熱コイル等を用いて鋼板の板幅中央部を先行して加熱し、加熱時の鋼板の等温線が上流側に凸形状となるよう加熱することで、一つの大きなしわを発生させて絞りを防止する鋼板の加熱方法。
(もっと読む)
耐へたり性と耐久性に優れたバネ及びその製造方法
【課題】 自動車のパワートレインに使用する高い耐へたり性と耐久性とを備えた高強度バネを提供する。
【解決手段】 Cを0.50〜0.70質量%、Siを1.80〜2.20質量%、Mnを0.50〜0.80質量%、Crを0.50〜0.80質量%、及びVを0.10〜0.20質量%含み、残部が不可避不純物を除いてFeからなり、引張強度が2200MPa級、旧オーステナイト結晶粒の粒度番号が12〜13のオイルテンパー線をコイリングして得られる高強度バネであって、窒化処理により設けられた窒化層を最表面部に有し、最表面部の残留圧縮応力が700〜900MPaであって、且つ内部硬度がHv600〜700kg/mm2である。
(もっと読む)
中〜高炭素鋼線材の連続加工熱処理ライン

【課題】 3方ロールの圧延機や4方ロールの圧延機で製造している中〜高炭素鋼線材よりも、さらなる高強度・高靭性の中〜高炭素鋼線材を製造することができる中〜高炭素鋼線材の加工熱処理ラインを提供すること
【解決手段】 中〜高炭素鋼線材の連続加工熱処理ラインにおいて、素線鋼材を圧延温度に加熱する第1の加熱装置の下流にトータル減面率50%以上を可能とする2方ロール圧延機群および圧延直後5秒以内に冷却を開始する圧延直後冷却装置、鋼材全断面をMf点温度以下に冷却する焼入れ冷却ジャケット、焼き戻し温度に加熱する第2の加熱装置、インデント加工用ロールダイスもしくは寸法調整のためのスキンパスロールダイスと、焼き戻し冷却ジャケットとを順に設置したことを特徴とする中〜高炭素鋼線材の連続加工熱処理ライン。
(もっと読む)
高周波誘導加熱装置
【課題】効率的な通電加熱を行うことができる高周波誘導加熱装置を提供する。
【解決手段】誘導加熱部に高周波電流を印加することにより、誘導加熱部内を搬送される加熱対象物を加熱する高周波誘導加熱装置において、互いに所定に間隔を空けて配置されるとともに軸心周りに回転することにより当接して載置した加熱対象物を搬送する第1の通電ロールと第2の通電ロールとよりなる一対の通電ロールと、第1の通電ロールと第2の通電ロールとを配線を介して接続する銅板と、第1の通電ロールと第2の通電ロールとの間に設けられるとともに、加熱対象物が内部空間内を搬送されるように配設された誘導加熱部としての誘導パイプと、誘導パイプに高周波電流を印加する高周波電源と、誘導パイプと高周波電源とを接続する高周波ブスバーとを有し、高周波ブスバーは、銅板の近傍に設けられるとともに、銅板と所定の長さだけ平行となるように配設されるようにした。
(もっと読む)
鋼板連続焼鈍設備および鋼板連続焼鈍設備の運転方法
【課題】軟質鋼板から超ハイテンまでの多種類の薄鋼板製品を熱処理することができる鋼板連続焼鈍設備および鋼板連続焼鈍設備の運転方法を提供する。
【解決手段】(1) 予熱帯、加熱帯、均熱帯、冷却帯、再加熱帯、過時効帯、最終冷却帯を、この順に有する鋼板の連続焼鈍設備であって、前記再加熱帯から前記最終冷却帯までの間(前記再加熱帯、前記最終冷却帯を含む)に、鋼板を加熱速度:15℃/秒以上で急速加熱できる急速加熱領域と、該急速加熱領域で急速加熱された鋼板を冷却速度:10℃/秒以上で急速冷却できる急速冷却領域を有することを特徴とする鋼板連続焼鈍設備、(2) 上記鋼板連続焼鈍設備において急速加熱領域が過時効帯にあり、急速冷却領域が過時効帯と最終冷却帯との間、または、最終冷却帯にあるもの等。
(もっと読む)
各種高強度鋼の生産に適するフレキシブルな帯鋼処理ライン
順次に設けられたアンコイリング及び洗浄ステーション、加熱ステーション、均熱ステーション、徐冷ステーションの後、ハイ水素ジェット冷却ステーションと水焼入れ冷却ステーションが並行に設けられ、ハイ水素ジェット冷却ステーションの後に、再加熱ステーション、オーバーエージングステーション、最終冷却ステーション、テンパーステーション、フィニッシュステーション、塗油ステーション及び巻取りステーションが順次に設けられ、水焼入れ冷却ステーションの後に、酸洗ステーション及び電気めっきステーションが順次に設けられ、溶融亜鉛めっきステーションは再加熱ステーションの後に接続され、めっき層合金化焼鈍しステーションは溶融亜鉛めっきステーションの後に接続されるとともに、接続通路を介して前記の最終冷却ステーションに接続され、前記の酸洗ステーション及び電気めっきステーションは、それぞれ接続通路を介して再加熱ステーションに連通され、前記の電気めっきステーションは、接続通路を介してアンコイリング及び洗浄ステーションに直接に連通され、前記の水焼入れ冷却ステーションは、固定されたバイパスを介して徐冷ステーションに連通され、前記の再加熱ステーションの後には、移動可能なバイパスを介してオーバーエージングステーションが連通される。本発明によれば、各種高強度鋼の生産を、一つの装置に統合させて、フレキシブルな生産を実現した。  (もっと読む)
(もっと読む)
各種高強度鋼の生産に適するフレキシブルな帯鋼処理ライン
各種高強度鋼の生産に適するフレキシブルな薄い帯鋼処理ラインにおいて、アンコイリング及び洗浄、加熱、均熱、徐冷、ジェット冷却、水焼入れ冷却、酸洗、再加熱、オーバーエージング、最終冷却、テンパー、フィニッシュ、塗油及び巻取りというステーションが順次に設けられ、アンコイリング及び洗浄ステーション、酸洗ステーション、再加熱ステーションのそれぞれに接続通路を介して接続される電気めっきステーションと、溶融亜鉛めっき炉のノーズを介して再加熱ステーションに接続され、接続通路を介してめっき後の冷却と最終冷却ステーションに接続される溶融亜鉛めっき及びめっき層合金化焼鈍しステーションと、電気めっきステーション、テンパーステーション、フィニッシュステーションのそれぞれに接続通路を介して接続されるパッシベーション及び他の後処理のステーションと、をさらに備え、前記の再加熱ステーションは、移動可能なバイパスを介してオーバーエージングステーションに連通される。本発明によれば、普通の冷延板、溶融亜鉛めっき板及びめっき層合金化焼鈍し板の生産及び電気Zn、Niめっき板の生産、特に超高強度レベルの冷延板、電気亜鉛めっき板と溶融亜鉛めっき板及びめっき層合金化焼鈍し板の生産を、一つの装置に統合させて、フレキシブルな生産を実現した。 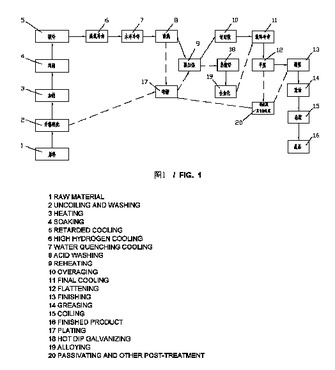 (もっと読む)
(もっと読む)
ストリップ材処理装置
【課題】ストリップ材の温度を幅方向に均一化できるストリップ材処理装置を提供する。
【解決手段】ストリップ材処理装置1は、ヒータ14を有する循環ダクト15の下流側をストリップ材8の幅方向に区分してなり、ストリップ材8の幅方向に並んでストリップ材8に熱風を吹き付ける複数の熱風吹き付け手段18と、熱風吹き付け手段18の下流側で、ストリップ材8の幅方向の温度分布を計測する測温手段20と、測温手段20の検出結果に応じて、ストリップ材8の幅方向の温度差を低減するように、熱風吹き付け手段18毎に、ダンパ16の開度を調節することで吹き付ける熱風の風量を調節する熱風調節手段21とを有する。
(もっと読む)
鋼板の焼鈍装置、これを含むメッキ鋼板の製造装置及びそれを用いたメッキ鋼板の製造方法
1以上のセクションを含め、前記1以上のセクションに非還元性雰囲気または弱還元性雰囲気のガスが充填された焼鈍装置及び前記焼鈍装置が含まれるメッキ鋼板の製造装置及びこの装置を介してメッキ鋼板を製造する方法が提供される。
追加的な酸化―還元熱処理工程や高価の合金元素を多量に含まなくても既存の焼鈍設備及び熱処理サイクルを用いて溶融メッキ鋼板に対するメッキ性、合金化性、耐ピックアップ性、メッキ密着性、耐剥離性(Anti−flaking)、耐クレーター(Anti−crater)、耐アッシュ性(Anti−ash)などのメッキ品質を大幅向上させることができる。また、優秀な品質を経済的で容易に確保することができて、その用度が多様で費用節減の側面から効果的である。  (もっと読む)
(もっと読む)
注文仕様のシート状金属ストリップの製造方法
【課題】種々の材料品質および/または厚さを有する少なくとも2つのシート状金属ストリップを長手方向縁部に沿って連続プロセスで互いに溶接する方法を、比較的高レベルの溶接シーム強度が得られるように改善することにある。
【解決手段】本発明は、種々の材料品質および/または厚さを有する少なくとも2つのシート状金属ストリップが、長手方向縁部に沿って連続プロセスで互いに溶接される構成の注文仕様のシート状金属ストリップの製造方法に関する。この方法により製造されるシート状金属ストリップが比較的高レベルの溶接シーム強度が得られるようにするため、溶接すべきシート状金属ストリップとして、未コーティングのシート状金属ストリップが使用されること、および溶接により未コーティングのシート状金属ストリップから形成された注文仕様のシート状金属ストリップが次にコーティングされることを特徴とする。
(もっと読む)
1 - 10 / 39
[ Back to top ]