
国際特許分類[C22C21/06]の内容
化学;冶金 (1,075,549) | 冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理 (53,456) | 合金 (38,126) | アルミニウム基合金 (2,753) | 次に多い成分としてマグネシウムを含むもの (562)
国際特許分類[C22C21/06]の下位に属する分類
けい素を含むもの (5)
国際特許分類[C22C21/06]に分類される特許
451 - 460 / 557
平版印刷版用アルミニウム合金板およびその製造方法
【目的】さらに均一なピットが形成され一層優れた感光膜との密着性、保水性を得ることを可能とする平版印刷版用アルミニウム合金板を提供する。
【構成】Mg:0.1〜1.5%、Zn:0.05%を越え0.5%以下、Fe:0.1〜0.6%、Si:0.03〜0.15%、Cu:0.0001〜0.10%、Ti:0.0001〜0.05%を含有し、Mg含有量とZn含有量との関係を4×Zn%−1.4%≦Mg%≦4×Zn%+0.6%に規定し、残部アルミニウムおよび不純物からなる組成を有するアルミニウム合金板で、前記成分元素の一部または全部が金属間化合物を形成しており、金属間化合物を形成しているFe量が全Fe量の50〜99.8%、金属間化合物を形成しているSi量が全Si量の5〜40%で、Al−Fe系金属間化合物を形成しているFe量(A%)に対するAl−Fe−Si系金属間化合物を形成しているFe量(B%)の比(B%/A%)が0.9以下であることを特徴とする。
(もっと読む)
ボトムしわ性が良好なキャンボディ用アルミニウム合金板およびその製造方法
【課題】 しごき成形性、フランジ成形性、缶体強度等の特性を損なう事なくボトムしわ性を向上させた缶胴用アルミニウム合金板を得る。
【解決手段】 Mg:0.8〜1.5%、Mn:0.7〜1.5%、Cu:0.05〜0.25%、Si:0.1〜0.4%、Fe:0.2〜0.6%を含有し、更にTi:0.005〜0.05%,B:0.0001〜0.001%を含有し、残部Alと不可避不純物からなる最終素板のr値の平均が0.75以上かつr値の面内異方性Δrが−0.15から+0.05の範囲内であり、伸びが5%以上であるアルミニウム合金板。
製造方法としては、上記組成の合金鋳塊を均質化処理後、特定条件での熱間粗圧延と熱間仕上げ圧延を施すことにより熱間圧延終了後再結晶組織とし、その後中間焼鈍を施す事なく特定圧下量の最終冷間圧延を行なう。
(もっと読む)
成形加工用アルミニウム合金板およびその製造方法
【課題】 ヘム加工性が優れ、曲げ異方性が少なく、塗装焼付け後の強度が高く、室温での経時変化も少ない、自動車ボディシートに適したAl合金板を提供する。
【解決手段】 Al−Mg−Si系、Al−Mg−Si−Cu系のAl合金が素材とされ、板厚の1/10、1/4、1/2の各位置のキューブ方位密度をC1/10、C1/4、C1/2として、(C1/10+C1/4)/2>C1/2、20<(C1/10+C1/4)<500を満たし、かつ板厚の1/2の位置における{011}<100>方位密度が、ランダム結晶方位試料の2〜50倍であり、0°、90°耳率が5%以上である成形工用Al合金板。製法として、鋳塊を490℃以上で均質処理後、2℃/min以上で冷却し、300〜450℃で熱延を開始して、100〜350℃で熱延を終了させ、冷間圧延を施すことなく480℃以上で溶体化処理を施して100℃/min以上で50〜150℃未満に冷却し、その温度域で1時間以上の安定化処理を行なう。
(もっと読む)
高強度の溶接可能なAl−Mg合金
質量%で下記の組成、すなわちMg3.5〜6.0、Mn0.4〜1.2、Fe<0.5、Si<0.5、Cu<0.15、Zr<0.5、Cr<0.3、Ti0.03〜0.2、Sc<0.5、Zn<1.7、Li<0.5、Ag<0.4、所望により、エルビウム、イットリウム、ハフニウム、バナジウム、各<0.5質量%からなる群から選択された一種以上の分散質形成元素、および不純物または不可避元素各<0.05、合計<0.15、ならびに残部アルミニウムを有し、高強度、優れた耐食性および溶接性を有するアルミニウム合金製品。 (もっと読む)
高温高速成形用アルミニウム合金板およびそれを用いた高温高速成形方法
【課題】 高温高速成形時のハンドリングが容易でかつ高温高速成形により異常粒成長が生じず、塗装焼付け処理後の強度が高く、しかも成形から塗装焼付け処理までの時間的猶予が充分にある高温高速成形用Al合金板と、その成形方法を提供する。
【解決手段】 Mg0.4〜1.0%、Si0.6〜1.4%、Mn0.04〜0.4%を含有し、残部がAlよりなり、高温高速成形直前の0.2%耐力が100MPa以上の高温高速成形用Al合金板。さらにCr0.01〜0.4%、Zr0.01〜0.4%の1種または2種、あるいはCu0.1〜1.0%を含有しても良い。またそのAl合金板として、冷間圧延のままの加工組織、あるいは溶体化処理後の室温保持による溶質原子のクラスターが生成された組織を有するもの。さらにそのAl合金板を用いた高温高速成形方法として、20℃/min以上で450〜550℃に加熱し、成形後、20℃/min以上で冷却する。また成形後、70〜100℃で2〜24時間の安定化処理を行なう。
(もっと読む)
成形加工用アルミニウム合金板およびその製造方法
【課題】 ヘム加工性が優れ、曲げ異方性が少なく、塗装焼付け後の強度を適切に調整でき、室温での経時変化も少ない、自動車ボディシート等に適したAl合金板を提供する。
【解決手段】 Al−Mg−Si系、Al−Mg−Si−Cu系のAl合金が素材とされ、キューブ方位密度が、ランダム結晶方位試料の10倍以上で、かつ{011}<211>と{123}<634>と{112}<111>の各方位密度の合計が、ランダム結晶方位試料の4倍以上であり、0°、90°耳率が5%以上、結晶粒度がASTMNo.4以上である成形工用アルミニウム合金板。その製法として、鋳塊を480℃以上で均質処理後、冷却し、300℃以上で熱延を開始して、100〜350℃で熱延を終了させ、冷間圧延を施すことなく480℃以上で溶体化処理を施して100℃/min以上で冷却する。また溶体化処理に引続いて、あるいは室温放置後、50〜150℃未満で1時間以上の安定化処理を行っても良い。
(もっと読む)
アルミニウム合金製自動車フレーム用軸圧縮エネルギー吸収部材
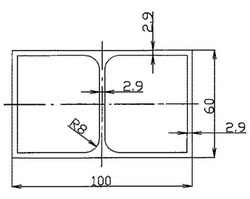
【目的】軸方向の圧縮荷重が負荷された場合、安定して座屈変形しながら確実にエネルギーを吸収することが可能な軽量のアルミニウム合金製自動車フレーム用軸圧縮エネルギー吸収部材を提供する。
【構成】調質された熱処理型アルミニウム合金中空形材からなり、該中空形材の外殻部の形状は断面正方形または長方形で、中空部を含む全断面積は3000〜8000mm2のものであり、中空形材の断面には、それぞれ1000〜4000mm2の断面積を有しリブで区画された中空部が2つ以上設けられており、中空形材における各辺の平均肉厚をt(mm)、中空形材の外郭部とリブとの結合部のコーナー部の半径をR(mm)としたとき、3.2mm≧t≧1.5mm、3.5≧R/t≧1.5の関係を満足することを特徴とする。
(もっと読む)
アルミニウム合金板の製造方法
【課題】 6000系を基本組成とし、BH性、曲げ性および肌荒れ防止性を高めたアルミニウム合金板の製造方法を提供する。
【解決手段】 必須元素として質量%でMg:0.40〜0.70%、Si:0.50〜1.00%、Mn:0.05〜0.30%、Fe:0.10〜0.50%、Ti:0.005〜0.10%、B:0.0005〜0.01%を含有し、さらに任意元素としてZr:0.05%以下、Cr:0.05%以下のうち1種又は2種を含有し、残部Alおよび不可避的不純物からなる組成の合金溶湯を、双ベルト式鋳造機により厚み5〜15mmの薄スラブに連続鋳造し、直接コイルに巻き取った後、第一冷間圧延、中間溶体化、第二冷間圧延、最終溶体化、および予備時効を順次行ない、その際に上記第二冷間圧延を最終冷延率15〜30%で行うことを特徴とする特徴とするBH性、曲げ性及び肌荒れ性に優れたアルミニウム合金板の製造方法。
(もっと読む)
成形用アルミニウム合金板の製造方法および成形用アルミニウム合金の連続鋳造装置

【課題】 Mg含有量が8%を超える高MgのAl-Mg 系合金などのアルミニウム合金を、双ロール式連続鋳造法を用いて製造する場合に、鋳造速度を速くすることを前提に、空隙などの鋳造欠陥を抑制することが可能な製造方法および連続鋳造装置を提供することを目的とする。
【解決手段】 双ロール式連続鋳造方法によって、板厚が30mm以下のアルミニウム合金板状鋳塊を得、この鋳塊を冷間圧延してアルミニウム合金板を製造する方法において、双ロールを連続鋳造ラインに対して2段以上配置し、注湯されたアルミニウム合金溶湯を、前段の双ロール10により、平均冷却速度を50℃/s以上として冷却して、板状鋳塊として凝固せしめ、次いで、中心部を含めて凝固が完了した状態にある板状鋳塊に対し、後段の双ロール11によって、鋳造完了後の板状鋳塊の板厚に対して合計で2% 以上の圧下率で圧延し、その後冷間圧延されたアルミニウム合金板の空隙率を抑制する。
(もっと読む)
陽圧缶蓋用アルミニウム合金板及びその製造方法
【課題】成形性及び耐バックリング亀裂性に優れた陽圧缶用アルミニウム合金板及びその製造方法を提供すること。
【解決手段】Si:0.04〜0.20%、Mn:0.02〜0.40%、Fe:0.12〜0.30%、Cu:0.03〜0.25%、Mg:4.0〜5.8%を含有し、残部がAl及び不可避的不純物からなり、遷移金属元素含有量の総和が0.20〜0.70%である。圧延方向に対して垂直な断面における、粒径が1μm以上の金属間化合物粒子の面積率が合計で1.1%以下であり、かつ、粒径が10μm以上の金属間化合物粒子の面積率が合計で0.5%以下であることが好ましい。
(もっと読む)
451 - 460 / 557
[ Back to top ]