
国際特許分類[C23C2/20]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 形状に影響を及ぼすことのない溶融状態にある被覆材料の適用による溶融メッキまたは溶融浸漬法;そのための装置 (2,793) | 溶融被覆層の過剰量除去;被膜厚さの制御または調整 (178) | 加圧流体を用いるもの,例.エアナイフ (142) | 長尺材料からの溶融被覆層の過剰量除去 (96) | ストリップ;板 (85)
国際特許分類[C23C2/20]に分類される特許
21 - 30 / 85
めっき鋼帯製造装置及びめっき鋼帯製造方法
【課題】1鋼帯当たりの長さが短い鋼帯のめっき付着量を正確に制御することができるめっき鋼帯製造装置及びめっき鋼帯製造方法を提供する。
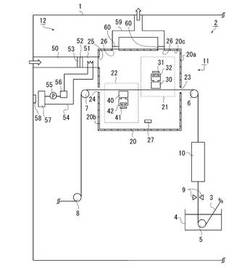
【解決手段】溶融めっき浴4より上方に設置されているX線遮蔽室20内には、第1の付着量計30及び第2の付着量計40を、それぞれ、所望の測定点に移動させる第1の移動装置32及び第2の移動装置42が配置されている。給排気装置12は、工場建屋1外から取り込まれた外気を工場建屋1内の気体から遮蔽しながら冷却してX線遮蔽室20に供給することによりX線遮蔽室20に外気の温度以下の冷却外気を供給するとともに、X線遮蔽室20内の気体を工場建屋1外に排出する。めっき鋼帯製造装置2は、冷却外気をX線遮蔽室20内に送り込みながら測定されためっき付着量に基づいてワイピングノズル9を制御することにより、鋼帯3のめっき付着量を調整する。
(もっと読む)
めっき金属帯の製造装置及びその製造方法

【課題】金属帯を高速移動させてめっきを施す場合でも、従来と同等の品質を維持可能なめっき金属帯の製造装置及びその製造方法を提供する。
【解決手段】溶融金属のめっき浴11を保持するめっき槽12と、めっき槽12内に設けられ、めっき浴11中に進入した金属帯14を方向転換させるシンクロール13と、この金属帯14を支持する浴中支持ロール15と、めっき槽12の上方に配置され、金属帯14の表裏に付着した溶融金属のめっき付着量を調整する気体吹付け手段16、17と、その下位置に配置された対となる溶融金属絞りロール18、19とを有するめっき金属帯の製造装置10及びその製造方法であり、めっき浴11中に完全に浸漬させて配置した溶融金属絞りロール18、19により、金属帯14を気体吹付け手段16、17へ搬送する前に、金属帯14の表裏に付着して持ち上がる過剰な溶融金属を除去する。
(もっと読む)
溶融亜鉛めっき用ガスワイピング装置
【課題】ガスワイピングによって発生したスプラッシュを効率的に排除して、鋼帯表面やノズルへの付着量を減少させることを可能としたガスワイピング装置を提供する。
【解決手段】ワイピングノズルと、当該ワイピングノズルを支持し、当該ワイピングノズルにワイピングガスを供給する管状体から前記鋼帯に対向して延びる上面仕切板と、当該上面仕切板の後端から下方に延び、下端に排気口を有する後方垂直板と、両側板とから構成されるシールボックスを有するとともに、前記ワイピングノズルはその断面が先端の噴出口に向けて流線型をなす形状とする。
さらに、断面が流線型をなす前記ワイピングノズルの先端の噴出口下方に一端が固着され他端が前記後方垂直板方向に伸びる板状体であって、引き上げられる鋼帯及び溶融亜鉛めっき浴に向けて凸状を呈する湾曲板状体からなるガス誘導板が取付けられている。
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】ガスワイピングノズルを用いてめっき付着量の制御を行う際に、鋼帯の通板速度に関わりなくスプラッシュによるめっき表面欠陥の発生を適切に抑え、高品質の溶融金属めっき鋼帯を安定して製造する。
【解決手段】溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、ガスワイピングノズルからガスを吹き付けてめっき付着量の制御を行う溶融金属めっき鋼帯の製造方法において、ガスワイピング部で発生する音波を測定し、所定のバンドパスフィルタでフィルタリングした後の音波データの標準偏差が基準値以下になるように、ガスワイピングノズルの設定条件を調整する。スプラッシュ発生源となるガスワイピング振動を抑制できるので、鋼帯通板速度に関わりなくスプラッシュの発生量を安定的に低減できる。
(もっと読む)
ノズル位置制御装置及び方法
【課題】ワイピングノズル位置での金属帯の振動を抑制することで、当該振動による溶融金属の目付量のバラツキを低減する連続めっき装置及び方法を提供する。
【解決手段】連続溶融めっき装置1において、めっき浴3から鉛直方向に引き上げられた金属帯2の表面に気体を吹き付けるワイピングノズル9の位置を制御するために、所定の可動範囲内でワイピングノズル9を鉛直方向に移動する移動機構30と、金属帯2に隣接して配置され、金属帯2の振幅を検出する検出部20と、検出部20の検出結果に基づいて、ワイピングノズル9の可動範囲内で金属帯2の振幅が許容値以下となる垂直位置を決定し、移動機構30を制御してワイピングノズル9を当該垂直位置に移動させる制御部40を設ける。
(もっと読む)
連続溶融金属めっきの付着量制御装置
【課題】溶融金属めっき鋼板を製造する際に溶融金属のスプラッシュを防止する。更に従来のガスワイピングに比べて溶融金属の薄目付を実現する。
【解決手段】めっき浴から引き上げられて鉛直上方に移動する鋼板表面に付着した溶融金属の付着量を制御する装置であって、前記めっき浴上方の鋼板(1)の両側に、鋼板面に対向配置した電磁コイル(6)と、前記電磁コイル(6)の上方に鋼板面にガスを噴き付けるガスノズル(8)とを備え、前記電磁コイル(6)は、鋼板面側に、鋼板移動方向長さが0.5cm以上10cm以下で、かつ、鋼板面に平行な面又は鋼板移動方向に鋼板との距離が広がり、鋼板面に対する角度が30°以下である面を有する。
(もっと読む)
ガスワイピング装置
【課題】電磁力により非接触で鋼板の反りを矯正中においても、鋼板の反り量を計測することのできるガスワイピング装置を提供する。
【解決手段】溶融めっき1浴中に連続した鋼板2を侵入させつつ、溶融めっき浴1中に配置したシンクロール3で鋼板2を上向きに方向転換させ、鋼板2に対して浴中ロール4a,4bを両側から接触させた後、溶融めっき1浴中から引き上げた鋼板2に対してワイピングノズル5からガスを吹きつけて余分な溶融金属を払拭するガスワイピング装置において、ワイピングノズル5の上部に、鋼板2に対して電磁力により非接触で反りを矯正させる制振装置8を設置し、制振装置8による鋼板2の弾性変形が減衰する位置に、鋼板2の位置を少なくとも3箇所以上計測可能な1つ以上の距離センサ9を設けた。
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】ガスワイピングノズルを用いてめっき付着量の制御を行う際に、鋼帯の通板速度に関わりなくスプラッシュによるめっき表面欠陥の発生を適切に抑え、高品質の溶融金属めっき鋼帯を安定して製造する方法を提供する。
【解決手段】溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、ガスワイピングノズルからガスを吹き付けてめっき付着量の制御を行う溶融金属めっき鋼帯の製造方法において、ガスワイピング部で発生する音波を測定して周波数スペクトルに変換し、予め決められた周波数領域に周波数スペクトルのピークが現れないように、ワイピングノズルの設定条件を調整してスプラッシュ発生源となるガスワイピング振動を制御する。
(もっと読む)
ガスワイピングノズル及びガスワイピング装置
【課題】ガスワイピングノズルのスリット隙間gを液圧により調整する。
【解決手段】ガスワイピングノズル100は、上ノズルリップ金物102と下ノズルリップ金物103とが接合されて構成されており、静圧チャンバ104内に供給されたワイピングガスが、スリット101を介して帯鋼に向けて噴射される。下ノズルリップ金物103には、鋼板の幅方向に沿い伸びる液圧孔105が穿設されている。液圧孔105の、下ノズルリップ金物103の厚さ方向の位置は中心からずれており、厚さAが厚さBよりも薄くなっている。液圧孔105に圧油を供給すると、液圧孔105の径が膨張し、A,Bでの膨張差により下ノズルリップ金物103が弾性変形し、スリット101のスリット隙間gが大きくなる。
(もっと読む)
改善された外観を有する被覆金属バンドを製造する方法
本発明の主題は、金属腐食防止コーティングを有する金属ストリップを製造する方法であって、
−金属ストリップを、
・0.2重量%以上4重量%未満のアルミニウム含有量に対して0.1から8重量%のマグネシウム、または、
・4重量%以上8重量%以下のアルミニウム含有量に対して5重量%より多く8重量%以下のマグネシウムの含有量、
の割合で、0.2から8重量%のアルミニウムおよびマグネシウムを含み、0.3重量%以下の添加元素を含み、残部は、亜鉛および不可避の不純物である溶融金属浴に通すステップと、
−被覆金属ストリップを、4体積%の酸素および96体積%の窒素からなる雰囲気より低い酸化力を有するガスを金属ストリップの両面に噴霧するノズルによってワイピングするステップと、
・ワイピングラインおよび前記ワイピングノズルの上側外面によって底面で、
・前記ノズルの真上で金属ストリップの両面に設置され、ワイピングラインに関して少なくとも10cmの高さを有する2つの閉じ込めボックスの上部によって上端で、
・前記閉じ込めボックスの側方部によって側面で、
−金属ストリップを上記で境界された閉じ込めゾーンに通すステップと、
を含み、
前記閉じ込めゾーン内の雰囲気は、4体積%の酸素および96体積%の窒素からなる雰囲気より低く、0.15体積%の酸素および99.85体積%の窒素からなる雰囲気より高い酸化力を有する、方法である。
本発明の他の主題は、この方法によって得られることができる金属ストリップ、およびこのストリップを変形することによって得られた金属部品である。 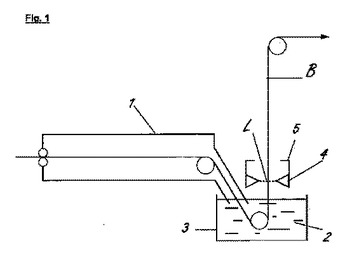 (もっと読む)
(もっと読む)
21 - 30 / 85
[ Back to top ]