
国際特許分類[C23C2/20]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 形状に影響を及ぼすことのない溶融状態にある被覆材料の適用による溶融メッキまたは溶融浸漬法;そのための装置 (2,793) | 溶融被覆層の過剰量除去;被膜厚さの制御または調整 (178) | 加圧流体を用いるもの,例.エアナイフ (142) | 長尺材料からの溶融被覆層の過剰量除去 (96) | ストリップ;板 (85)
国際特許分類[C23C2/20]に分類される特許
41 - 50 / 85
溶融金属めっき鋼帯製造装置
【課題】ガスワイピング工程でのスプラッシュの発生を低減し、表面外観に優れる溶融金属めっき鋼帯を安定して製造できるようにする。
【解決手段】
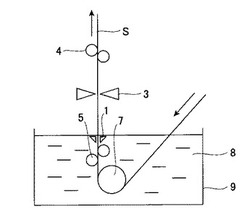
溶融金属めっき浴から連続的に引き上げられる鋼帯(S)の表面に、ガスワイピングノズル(3)から気体を吹き付けて鋼帯表面のめっき付着量の制御を行う溶融金属めっき鋼帯製造装置であって、溶融金属槽(9)の浴面下の鋼帯(S)の両側に、鋼帯(S)と対向して配置した鋼帯巾以上の長さの溶融金属絞り部材(1)を有し、該溶融金属絞り部材(1)は、鋼帯対向面の少なくとも一部に、鋼帯端部近傍の溶融金属の流れを鋼帯中央から鋼帯端部外側に向かう流れにする整流構造を有する。前記鋼帯端部近傍の溶融金属の流れ方向を鋼帯中央から鋼帯端部外側に向かう流れにする整流構造は、鋼帯走行方向に向かって鋼帯幅方向中心線からの距離が大きくなるように形成された少なくとも一条の連続した溝または突起からなる。
(もっと読む)
浸漬金属被覆槽の出口で被覆液体金属を脱液するための方法及び装置
本発明は浸漬金属被覆槽の出口で縦方向に連続的にスクロールされる鋼ストリップの両面から被覆液体金属を脱液する方法に関する。本発明の方法では、ストリップが槽から出るとき、被覆液体金属で覆われた前記ストリップは磁場にさらされていない領域から静磁場にさらされている別の領域へと移動させられる。ただし、前記静磁場は前記ストリップの両側に互いに向き合うように配置されている磁気部材の極の間に形成されており、前記静磁場の磁力線は、被覆液体金属が相関的に磁場変化にさらされ、この磁場変化によって液体金属のスクロール方向とは逆方向の力が前記液体金属上に生じるように、少なくとも前記ストリップの縦方向の最小の長さにわたって交差している。 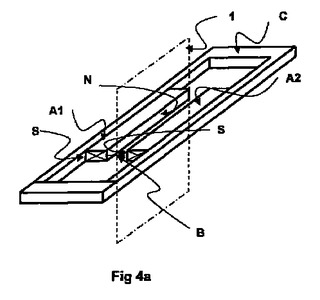 (もっと読む)
(もっと読む)
外観が改善された被覆金属ストリップを製造する方法
本発明は、腐食防止金属コーティングを有する金属ストリップを製造する方法に関し、方法は、金属ストリップを、2から8重量%のアルミニウム、0から5重量%のマグネシウム、および0.3重量%以下の合金元素を含み、残部は亜鉛および不可避の不純物を含み、350から700℃の温度で維持された溶融金属浴に浸漬することと、被覆金属ストリップを、ストリップの両面にノズルがガスを噴霧することによって乾燥することと、コーティングの完全な凝固まで、制御された方法でコーティングを冷却し、前記冷却は、乾燥後の温度とコーティングの凝固開始との間で15℃/s未満の速度で行われ、次いで、コーティングの凝固の開始と終了との間で15℃/s以上の速度で行われることとからなるステップを含む。本発明は、また、前記方法を使用することによって得ることが可能な金属ストリップ、および前記ストリップの変形によって得られた金属部品に関する。 (もっと読む)
溶融めっき金属帯の製造方法

【課題】溶融めっき浴から引き出された金属帯のワイピング部での安定通板性を確保し、高品質の溶融めっき金属帯を高い生産性で製造する。
【解決手段】ワイピング部の近傍に設置された通板安定化装置の制御パターンを、同一コイル内で変化する要求性能に対応して1回以上切り換えること、例えば、静的なパス変動や反りに対する即応性が重視される溶接点通過直後のコイル先端部と、板振動抑制が重視される定常部とで制御パターンを切り換え、それぞれに適した制御パターンで制御することにより、ワイピング部での安定通板性を確保し、高品質の溶融めっき金属帯を高い生産性で製造することができる。
(もっと読む)
溶融金属めっき鋼板のめっき付着量計測方法及びめっき付着量計測装置
【課題】めっき後の鋼板に付着しためっき量を高精度に計測し、めっき付着量の精度、めっきの安定性を向上させることが可能な溶融金属めっき鋼板のめっき付着量計測方法及びめっき付着量計測装置を提供する。
【解決手段】溶融金属浴13中に連続して通過させて引き上げためっき鋼板22の両面に対して、ワイピングノズル14により溶融金属の付着量を制御する溶融金属めっき鋼板22の製造装置において、溶融金属浴13の入側における鋼板2の幅方向の板厚分布と、ワイピングノズル14の出側におけるめっき鋼板22の幅方向の板厚分布とをそれぞれ検出し、めっき前の鋼板21の板厚とめっき鋼板22の板厚との差から、めっきの付着量の幅方向の分布を算出する構成とした。
(もっと読む)
めっき付着量制御装置およびめっき付着量制御方法
【課題】ノズルと鋼板の接触を防止して、めっき付着量を継続して安全に制御し、鋼板のめっき品質を向上する。
【解決手段】めっき付着量制御装置は、鋼板位置を算出する鋼板位置算出手段と、鋼板に所望のめっき量を付着させるノズル圧力の指令値とノズル位置の指令値を算出し出力する制御手段と、鋼板の厚みと、振動振幅と、反り量と、ねじれ量と、鋼板端部の波打ち形状の振幅との総和に対応した値であるストリップバンドを算出し、ノズル位置の指令値とストリップバンドから鋼板の表側と裏側のエッジの位置と対応するする表バンドエッジと裏バンドエッジとを算出するストリップバンド算出手段とを備え、制御手段により、表バンドエッジと裏バンドエッジとを取り込んで、鋼板の表側と裏側にあるノズルとバンドエッジの交差を判定し、少なくともいずれかが交差する場合に、ノズル位置の指令値を補正及び出力する。
(もっと読む)
溶融金属めっき鋼板の製造方法及び製造装置
【課題】鋼板の板厚分布に応じて最適なめっきを行うことにより、歩留まりの向上、製造コストの低減、製品の品質向上が可能である溶融金属めっき鋼板の製造方法及び製造装置を提供する。
【解決手段】溶融金属めっき浴13の入側で鋼板21の幅方向の板厚分布を連続的に測定し、測定した溶融金属めっき浴13の入側における鋼板21の幅方向の板厚分布に基づいて、予め設定しためっき前の鋼板の幅方向の板厚分布とめっき厚との関係に基づき、めっきの付着量を調整するようにした。
(もっと読む)
溶融めっきラインの制御装置、方法及びプログラム
【課題】噴射ガスの圧力及びストリップとのギャップを制御する際に、両操作量を適切な組み合わせで決定できるようにする。
【解決手段】溶融めっき金属に浸漬させたストリップ1の表面にガスを噴射する表側ノズル4f及び裏面にガスを噴射する裏側ノズル4bを備えた溶融めっきラインにおいて、表側ノズル4f及び裏側ノズル4bの噴射ガスの圧力及びストリップ1とのギャップを制御する制御装置100は、溶融めっき金属の付着量が少ないときはギャップ制御の分担の割合を大きくし、溶融めっき金属の付着量が多いときは圧力制御の分担の割合を大きくするように圧力制御及びギャップ制御の分担の割合を決定し、その決定した圧力制御及びギャップ制御の分担の割合に基づいて、圧力設定値及びギャップ設定値を設定する。
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】ガスワイピングノズルを用いてめっき付着量の制御を行う溶融金属めっき鋼帯の製造方法において、スプラッシュに起因するめっき表面欠陥の発生を抑え、高品質の溶融金属めっき鋼帯をより安定して製造できるようにする。
【解決手段】
溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、ガスワイピングノズルAから気体を吹き付け、鋼帯表面のめっき付着量の制御を行う溶融金属めっき鋼帯の製造方法において、前記ガスワイピングノズルAは、主ノズル1と、該主ノズル1の上側又は/及び下側に、主ノズル1から噴射される気体噴流よりも低速で、噴射方向が主ノズル1の気体噴射方向と交差する方向に傾斜した気体噴流が噴射される副ノズル2a、2bを備え、前記副ノズル2a、2bから噴射される気体噴流の気体温度は500℃以下であって、前記主ノズル1から噴射される気体噴流の気体温度よりも50℃以上高温にする。
(もっと読む)
高張力冷延鋼板およびその製造方法
【課題】軟鋼並みの組成を有し、プレス成形性に優れた340MPa級〜440MPa級高張力冷延鋼板およびその製造方法を提供する。
【解決手段】質量%で、C:0.001〜0.05%、Si:0.4%以下、Mn:0.5〜2.0%、P:0.08%以下、S:0.005%以下、Al:0.05%以下、N:0.0080〜0.0250%を含み、かつ固溶状態のNが0.0050%以上、N/Alが0.30以上、N/Cが0.40以上であり、残部がFeおよび不可避的不純物からなる組成と、体積率で95.0〜99.5%のフェライト相と、体積率で0.5〜5.0%の低温生成相を有する複合組織とする。これにより、引張強さが340MPa以上500MPa以下で、降伏比が55%以下の、プレス成形性に優れた鋼板となる。なお、鋼板表面に、溶融亜鉛めっき層、合金化溶融亜鉛めっき層、および電気亜鉛めっき層のうちのいずれかを形成してもよい。
(もっと読む)
41 - 50 / 85
[ Back to top ]