
国際特許分類[C23C2/20]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 形状に影響を及ぼすことのない溶融状態にある被覆材料の適用による溶融メッキまたは溶融浸漬法;そのための装置 (2,793) | 溶融被覆層の過剰量除去;被膜厚さの制御または調整 (178) | 加圧流体を用いるもの,例.エアナイフ (142) | 長尺材料からの溶融被覆層の過剰量除去 (96) | ストリップ;板 (85)
国際特許分類[C23C2/20]に分類される特許
11 - 20 / 85
低温靭性と穴拡げ性に優れた高強度熱延鋼板及びその製造方法
【課題】穴拡げ性に優れるとともに、低温靭性にも優れた引張強度590MPa以上の高強度熱延鋼板及びその製造方法を提供する。
【解決手段】延性脆性遷移温度が−50℃以下であり、圧延面に平行で、圧延方向に平行な{211}<011>方位のX線ランダム強度比(ランダムサンプルの回折強度との比)が2.5以下であることを特徴とする低温靭性と穴拡げ性に優れた引張強度590MPa以上の高強度熱延鋼板である。平均結晶粒径を7.0μm以下とすることにより、延性脆性遷移温度を−50℃以下とすることができる。最終仕上圧延を960℃以上で行い、最終仕上圧延終了後1.0秒以内に80℃/秒以上の冷却速度で冷却を開始し、最終仕上圧延温度より50〜200℃低い温度まで前記冷却を継続し、450〜600℃で巻き取ることにより製造することができる。
(もっと読む)
ガスワイピング装置
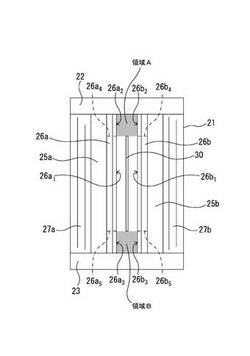
【課題】鋼帯およびガスワイピングノズルを包囲する箱状体を備え、鋼帯へのスプラッシュ付着を抑制可能なガスワイピング装置を得る。
【解決手段】ガスワイピング装置100は、溶融金属11が貯留されているメッキ浴槽10と、メッキ浴槽10上部に載置された箱状体20とを備える。箱状体20は内部に、管状部材25a,25bのそれぞれに帯状体30を挟むように対向して設けられたガスワイピングノズル26a,26bを備える。ガスワイピングノズル26aは、鋼帯30にガスを噴射可能な第1噴射部26a1と、ガスワイピングノズル26b方向にガスを噴射可能な第2噴射部26a2および第3噴射部26a3とを有する。ガスワイピングノズル26bは、鋼帯30にガスを噴射可能な第4噴射部26b1と、ガスワイピングノズル26aに方向にガスを噴射可能な第5噴射部26b2および第6噴射部26b3とを有する。
(もっと読む)
熱間プレス用鋼板、その製造方法およびそれを用いた熱間プレス部材の製造方法
【課題】熱間プレス前の加熱時に昇温速度の上昇や保持時間の短縮を図っても、優れた塗装密着性や塗装後耐食性を有する熱間プレス部材が安定して得られる熱間プレス用鋼板、その製造方法およびそれを用いた熱間プレス部材の製造方法を提供する。
【解決手段】鋼板表面に、質量%で、Fe:25〜90%およびSi:3%以下を含み、残部がAlおよび不可避的不純物からなり、かつFeとAlの合計含有率が97%以上であり、鋼板片面当たりの付着量が10〜200g/m2のAl-Fe合金めっき層と、該Al-Fe合金めっき層上に鋼板片面当たりの付着量が5g/m2以下のAl層を有することを特徴とする熱間プレス用鋼板。
(もっと読む)
ガスワイピング装置

【課題】帯鋼に反りやねじれあるいは振動が発生しても、帯鋼の幅方向端面近傍における、エッジオーバーコートを簡易な構成にて、防止することができるガスワイピング装置を提供することにある。
【解決手段】溶融金属めっき浴11から連続して引き上げられる帯鋼Sに対し、ワイピングノズル13からワイピングガスを吹き付けることにより、帯鋼の表面に余剰に付着した溶融金属を除去して、帯鋼を所定のめっき付着量に制御するガスワイピング装置10であって、対向するワイピングノズル間に搬送される帯鋼の幅方向端面に対向して離間配置され、帯鋼の板厚方向に移動可能なバッフルブロック14を備え、バッフルブロックを帯鋼の板厚方向に移動してバッフルブロックの先端面部14aがワイピングノズルの先端部13aに当接することにより、帯鋼の幅方向端面の外側の空間におけるワイピングノズルを閉塞するようにした。
(もっと読む)
バッフルプレートユニットおよびそれを用いたガスワイピング装置
【課題】溶融金属からのフュームや熱等の影響を受けずに金属帯の位置を検出してバッフルプレートの位置調整を行うことができるバッフルプレートユニットを提供すること。
【解決手段】バッフルプレートユニット24は、一対のバッフルプレート22と、一対のバッフルプレートの金属帯の幅方向端部に対する位置を調整する位置調整機構23とを有する。位置調整機構23は、金属帯1の一対の幅方向端部の位置をそれぞれ検出する一対の電磁波センサーユニット32を有し、その検出値に基づいて制御部33によりバッフルプレート22の位置を制御する。各電磁波センサーユニット32は、電磁波を放射し、前記金属帯の幅方向端部で反射した電磁波を受信するアンテナを有する検出部38と、本体部37とを有し、検出部38は、金属帯1の幅方向端部から所定長離隔した位置に固定的に設けられている。
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】鋼帯端部外側から鋼帯端部に向けてカーテンガスを噴射するノズル部材を設けることで、スプラッシュの発生を低減し、エッジオーバーコートを防止し、さらに該ガスを噴射するノズル部材へのめっき金属の付着を防止して、表面品質に優れる溶融金属めっき鋼帯を安定製造できる方法を提供する。
【解決手段】溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、鋼帯を挟んでその両面に対向配置したガスワイピングノズル1からガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造方法において、ワイピングガス噴射高さ位置で、各鋼帯端部外側から鋼帯端部に向けてカーテンガスを噴射することを特徴とする溶融金属めっき鋼帯の製造方法。
(もっと読む)
電磁制振装置、電磁制振制御プログラム
【課題】専用のエッジ位置検出センサが不要であり、通常の姿勢で走行する鋼板の振動は勿論のこと、幅方向に蛇行して走行する鋼板の振動を適切に抑制することが可能な電磁制振装置を提供する。
【解決手段】所定方向に走行する鋼板Sの厚み方向に対向配置した電磁石2A、2Bの組である電磁石対2を鋼板Sの幅方向に複数並べ、各電磁石2A、2Bに流す電流を制御する制御部4によって各電磁石対2の電磁石2A、2B間を走行する鋼板Sの振動を抑制する電磁制振装置1であって、制御部4が、入力された鋼板Sの幅寸法及びリアルタイム又は所定時間毎に入力された鋼板Sの蛇行量に基づいて鋼板Sのエッジ位置Seを演算して求めるエッジ位置算出手段41と、エッジ位置算出手段41で求めた鋼板Sのエッジ位置Seに基づいて電磁石2A、2Bに流す電流量を個別に制御する電流量制御手段42とを備えた。
(もっと読む)
金属帯の制振及び位置矯正装置、および該装置を用いた溶融めっき金属帯製造方法
【課題】板厚等の操業条件の変更が生じた場合にも最適の金属帯の制振及び位置矯正を行うことのできる金属帯の制振及び位置矯正装置、および該装置を用いた溶融めっき金属帯製造方法を提供する。
【解決手段】金属帯3の片側又は両側に配置された電磁石5と、電磁石5の近傍に設置されて金属帯3の位置を非接触で検出する非接触位置センサ7と、非接触位置センサ7の情報に基づいて電磁石5の磁力を制御してオンライン走行中の前記金属帯の制振及び位置矯正を行なう制御装置9を備えた金属帯の制振及び位置矯正装置であって、電磁石5は3個以上のコイルからなるコイル群1a〜1gを備えてなり、制御装置9は、コイル群1a〜1gからコイルを選択して組み合わせることによって所定の巻数の振動制御用コイルと、振動制御用コイルよりも巻数が多い位置矯正用コイルの2系統のコイルを形成するコイル形成装置19を備えてなる。
(もっと読む)
溶融金属めっき鋼板の製造装置
【課題】従来よりも容易に制御パラメータを調整できる溶融金属めっき鋼板の製造装置を提供する。
【解決手段】溶融金属めっきが付着した鋼板11の表面に気体を吹き付ける表側ノズル16と、鋼板11の裏面に気体を吹き付ける裏側ノズル17と、鋼板11と表側ノズル16との間の表側ギャップ及び鋼板11と裏側ノズル17との間の裏側ギャップをそれぞれ操作量とし、制御モデルに基づいて鋼板11のめっき付着量をフィードフォワード制御又はフィードバック制御するための制御装置20とを備えた溶融金属めっき鋼板の製造装置10であって、制御モデルは、次式で表される。
CW = α×D
ここで、CWはめっき付着量、Dはノズルギャップ、αはラインスピード(LS)と表側ノズル16又は裏側ノズル17が吹き付ける気体の圧力(P)とによって決まる係数である。
(もっと読む)
溶融金属めっき鋼帯の製造設備及び製造方法
【課題】通常通板速度においても、また高速通板時においても、スプラッシュおよびトップドロス欠陥の発生を低減し、表面外観に優れる溶融金属めっき鋼帯を安定して製造できる溶融金属めっき鋼帯製造設備及び溶融金属めっき鋼帯の製造方法を提供することを課題とする。
【解決手段】溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、ワイピングノズルから気体を吹き付け、鋼帯表面のめっき付着量の制御を行う溶融金属めっき鋼帯の製造装置において、前記ワイピングノズル(1)の下方に、鋼帯幅方向長さが前記ワイピングノズル(1)より長く、鋼帯幅方向に移動可能なめっき金属粉排出ベルト(2)と、該めっき金属粉排出ベルト(2)の下方に、前記ワイピングノズル(1)と同等の鋼帯幅方向長さを有し、鋼帯面にガスを噴射するガスノズル(3)が配置されている。
(もっと読む)
11 - 20 / 85
[ Back to top ]