
国際特許分類[D01F8/04]の内容
繊維;紙 (81,477) | 天然または人造の糸または繊維;紡績 (11,659) | 人造のフィラメント,より糸,繊維,剛毛,リボンまたは炭素フィラメントの製造において化学的な特徴をもつもの;炭素フィラメントの製造に特に適合した装置 (8,171) | 複合,例.二または多成分の,人造フィラメントまたはその類似物;その製造 (1,738) | 合成重合体からのもの (1,679)
国際特許分類[D01F8/04]の下位に属する分類
ポリオレフィンを少なくとも一成分とするもの (189)
ポリアクリロニトリルを少なくとも一成分とするもの (34)
他の不飽和化合物の付加重合生成物を少なくとも一成分とするもの (84)
ポリアミドを少なくとも一成分とするもの (89)
ポリエステルを少なくとも一成分とするもの (889)
炭素―炭素不飽和結合のみが関与する反応以外の反応によって得られる高分子化合物を少なくとも1つ有するもの (31)
国際特許分類[D01F8/04]に分類される特許
261 - 270 / 363
抜蝕加工用布帛及び抜蝕加工布帛の製造方法
【課題】本発明は、ファッションとしての繊維製品の高度化、多様化に伴い伸縮性のある抜蝕加工布帛への要求が高まっており、それに対応出来る抜蝕加工用布帛とその伸縮性と膨らみ感を有し、異色染め分けも可能な抜蝕加工布帛の製造方法を提供する。
【解決手段】アルカリ金属スルホン酸基を有する第三成分により変性されたポリエステル繊維を含む抜蝕繊維(1)と物性の異なるポリマーがサイドバイサイド型または偏芯鞘芯型に複合した捲縮を有する複合繊維(2)を含む非抜蝕繊維から構成され、抜蝕剤を含有する糊剤が付着している抜蝕加工用布帛、および該抜蝕加工用布帛に熱処理を施した後、NaOHの熱水溶液処理を施して、抜蝕糊剤印捺部の抜蝕繊維を溶解除去する抜蝕加工布の製造方法。
(もっと読む)
光干渉発色機能を有する複合繊維
【課題】 製糸時における工程安定性が良好であり、かつ耐熱性、耐溶剤性に優れた光干渉発色機能を有する複合繊維を提供する。
【解決手段】 屈折率が異なる2種以上のポリマーより構成された光学干渉部と、前記光学干渉部を覆う保護層からなり、前記保護層が、前記光学干渉部を構成するポリマーよりもアルカリ易溶性であるポリマーにより構成されていることを特徴とする複合繊維。
(もっと読む)
表面修飾された二成分ポリマー繊維
本発明は、増大した表面粗さを有する二成分繊維を提供する。この繊維は、第1のポリマーと、繊維の表面の少なくとも一部を形成する層を形成するコンポジットとを含む。コンポジットは、第2のポリマー及びフィラーによって形成され、ただし、フィラーの平均粒子径が、コンポジットにより形成される層の厚みよりも大きい。この繊維は、丸形形状、楕円形状、三葉形状、三角形形状、ドッグボンド(dog-boned)形状、平坦形状又は中空形状、及び対称的又は非対称的なシース/コア形態又は並列形態を有することができる。繊維がシース/コア形態を有するとき、コンポジットはシースを形成することができ、かつフィラーの平均粒子径はシースの厚みよりも大きい。 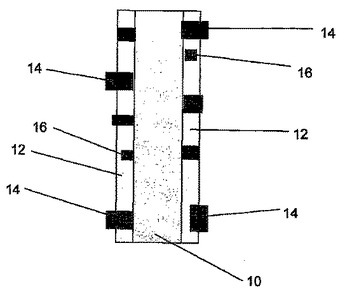 (もっと読む)
(もっと読む)
研磨用ブラシ毛材および研磨ブラシ
【課題】金属板の製造工程における圧延ロールの洗浄および研磨に使用する際に、砥材粒子が研磨用ブラシ毛材から脱落しにくくなるとともに、洗浄や研磨時に毛材の折損がなく、且つ植毛した毛材の根元部分における屈曲疲労性にも優れるなど耐久性に優れ、研磨性能を持続的に発揮する研磨用ブラシ毛材および研磨ブラシの提供。
【解決手段】二重芯鞘構造を有する複合モノフィラメントからなる研磨用ブラシ毛材であって、この複合モノフィラメントの芯部が合成樹脂と砥材粒子との混合物からなり、且つ鞘部が芯部の合成樹脂とは異なる他の合成樹脂からなることを特徴とする研磨用ブラシ毛材およびこの毛材を少なくとも一部に使用した研磨ブラシ。
(もっと読む)
針状微粒子構造体およびその製造方法

【課題】微小な形態で色材として利用できる高品質の針状微粒子構造体およびその製造方法を提供すること。
【解決手段】球形状単分散シリカ粒子を分散媒に分散させた微粒子分散液202を容器203に入れ、毛細管201の一端を微粒子分散液202に漬ける。微粒子分散液202は毛細管現象により毛細管201の内部まで入り込んでいき、毛細管201の上端で分散媒が蒸発していくため、毛細管201内部の上端で微粒子の配列が開始する。毛細管201の上端で分散媒が蒸発していくため毛細管201内へ微粒子の供給が行われ、毛細管201内には針状微粒子構造体205が集積する。この後、毛細管201内の分散媒を充分に蒸発させて除去する。毛細管を除去すると色材や他の光学材料としても利用できる。
(もっと読む)
凹凸構造体の製造方法
【課題】三次元的な凹凸形状を有し、低密度な凹凸構造体を、特殊な製造設備を用いずに安価に製造することができる凹凸構造体の製造方法を提供すること。
【解決手段】本発明の凹凸構造体の製造方法においては、加熱によってその長さが伸びる熱伸長性長繊維を含み、該熱伸長性長繊維が一方向に配向している繊維層2を、基材層3と部分的に接合した後、前記熱伸長性長繊維を加熱して伸長させることにより、該熱伸長性長繊維が、前記基材層との接合部51以外の部分において凸部71を形成すると共に前記接合部が凹部となっている凹凸構造体を得る。
(もっと読む)
三次元的に捲縮された被覆ステープルファイバーを製造するための方法、及び被覆ステープルファイバー
本発明は、立体的に捲縮された被覆ステープルファイバーを製造するための方法並びに被覆ステープルファイバーに関する。この場合に繊維は、芯用のポリマー成分Aと被覆用のポリマー成分Bとの異なる2種類のポリマー溶融物から、被覆された同軸的な構造の複数の繊維を押し出し成形される。繊維にできるだけ強い捲縮を形成するために、繊維の冷却は、少なくとも3m/秒の流速の冷却空気流を用いて行われ、この場合に繊維を1つの粗糸にまとめた後に、1つの繊維ラインで、繊維の被覆用のポリマー成分Bのガラス転移温度より低い最大の温度下での複数回の処理を施すようになっている。これによって、複数回の処理の後に繊維の切断までに三次元的な捲縮の高い率を達成している。 (もっと読む)
自動接着材料を含む不織布及び締結システム
実施形態のいくつかでは、不織布は、自動接着材料を含む、押し出されたストランドで少なくとも部分的に形成された第1のウェブを含む。不織布は、同様の自動接着材料を含む別の品目に結合するようにされる。別の実施形態では、不織布を形成する方法は、自動接着材料で形成される複数のストランドを押し出す段階を含む。方法は、移動支持部に向かって複数のストランドの経路を定める段階と、複数のストランドを移動支持部に堆積する段階と、その後、複数のストランドを安定化してウェブを形成する段階と、を更に含む。別の実施形態では、締結システムは、自動接着材料を含む複数の押し出されたストランドで形成されたウェブを有する不織布を含む。締結システムは、同様の自動接着材料を含む複数の自由起立型ストラットを備える表面を有する発泡体層を更に含む。 (もっと読む)
短カットナノファイバーの製造方法および湿式不織布
【課題】繊維直径が10〜1000nmでありかつ水分散性が良好な短カットナノファイバーの製造方法、および該製造方法により得られた短カットナノファイバーを用いてなる湿式不織布を提供する。
【解決手段】繊維形成性熱可塑性ポリマーからなりかつその島径(D)が10〜1000nmである島成分と、前記の繊維形成性熱可塑性ポリマーよりもアルカリ水溶液易溶解性ポリマーからなる海成分とを有する複合繊維を、島径(D)に対する繊維長(L)の比(L/D)が100〜2500の範囲内となるようにカットした後に、該複合繊維にアルカリ減量加工を施す。
(もっと読む)
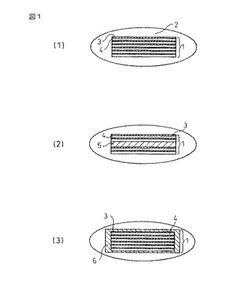
断続発泡繊維およびその製造方法並びに釣り用仕掛け
【課題】比重調整が容易で高強度を有し、特に釣り用仕掛けに適した芯鞘複合型発泡繊維およびその効率的な製造方法の提供。
【解決手段】繊維断面が発泡性の鞘樹脂と非発泡性の芯繊維よりなる芯鞘複合型発泡繊維であって、鞘樹脂からなる被覆部が芯繊維を断続的に被覆して、この芯繊維に非被覆部を形成していることを特徴とする。被覆部の長さが0.5〜10cm、非被覆部の長さが5〜50cmであり、被覆部と非被覆部が連続的に存在する。
(もっと読む)
261 - 270 / 363
[ Back to top ]