
国際特許分類[F16D69/04]の内容
機械工学;照明;加熱;武器;爆破 (654,968) | 機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段 (198,328) | 回転伝達用継ぎ手 (20,284) | 摩擦ライニング;その取り付け;共同的に作用する摩擦材または摩擦面の選択 (531) | ライニングの取り付け (80)
国際特許分類[F16D69/04]に分類される特許
61 - 70 / 80
モータ用ブレーキ構造
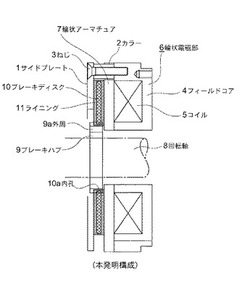
【課題】本発明は、ブレーキハブとブレーキディスクとの間にライニングを介在させることにより、モータ回転時の騒音の発生を小さくすることを目的とする。
【解決手段】本発明によるモータ用ブレーキ構造は、サイドプレート(1)と輪状電磁部(6)間に配設されたブレーキディスク(10)とブレーキハブ(9)との間にライニング(11)を介在させ、回転軸(8)の回転時の騒音発生を小さくする構成である。
(もっと読む)
ブレーキシュー及びその製造方法

【課題】工程数を削減して製造できるブレーキシューとそのブレーキシューの製造方法を提供することを課題としている。
【解決手段】押出し成形またはカレンダーシート成形されたライニング用素材シートを所定長さの短冊状に切断して円弧状をなすシュー本体2上に重ね、シュー本体2と一体で成形接着した後に硬化処理してブレーキシュー1を製造する。この方法で製造されるブレーキシュー1は、ライニング3の両端に型抜き用のテーパ4が形成されたものになる。なお、ライニング3は、加硫処理によってエボナイト化するゴムを結合材として含むものがよい。
(もっと読む)
ブレーキシューの製造方法
【課題】ライニング外周面における押圧時の圧力分布の均一性を高め且つブレーキシューを安価に製造させるブレーキシューの製造方法を提供する。
【解決手段】耐熱性ゴム部材56は、非押圧時には、均一な厚みを有する長手帯板状であって、両端部56aから中央部56bに向かうにしたがって減少する横断面積を有するが、押圧時には、ライニング18外周面と押圧面26との間であってその耐熱性ゴム部材56の横断面積が減少させられることによって形成された空間Aが詰められるようにゴム特有の流体のような挙動で弾性変形をするため、耐熱性ゴム部材56の厚みは、その両端部56aから中央部56bに向かうにしたがって薄くなり、耐熱性ゴム部材56とライニング18の外周面とを当接させる押圧力は、中央部56bと両端部56aとの間で接近し、中央部56bの圧力集中を抑制させることができ、ライニング18外周面の圧力分布の均一性を高める。
(もっと読む)
ブレーキパッドの製造方法
【課題】接着剤を摩擦材の接着面に塗布する際に、効率的に塗布でき、保管方法、品質管理も可能なブレーキパッドの製造方法を提供する。
【解決手段】摩擦材の予備成形物の金属製プレッシャプレート側の表面に粉体接着剤を静電塗布する。摩擦材側の接着面に直接粉体接着剤を塗布するため、金属製のプレッシャプレートの処理は前処理のみとなり、金属製のプレッシャプレートヘのプライマー塗布、接着剤塗布、乾燥工程が必要ない。従って、50%以上の大幅な処理時間の短縮が図れ、それに伴う設備費削減が図れ、摩擦材と金属製のプレッシャプレートとの接着面以外に塗布されないため、材料コストの削減にもなる。
(もっと読む)
摩擦材の製造方法
【課題】メンテナンス工数を低減し、成形不良を低減して摩擦材の熱成形を効率的に行なうことができる摩擦材の製造方法を提供する。
【解決手段】ブレーキに用いる摩擦材の原料を予備成形型に投入して所定形状の予備成形品を成形する予備成形工程と、前記予備成形物の摩擦面および側面に粉体離型剤を付着させる工程と、前記粉体離型剤が付着した予備成形物とプレッシャプレートとを熱成形(圧着加熱)する工程と、を含むことを特徴とする構成とすることで、必要以外の箇所に付着させない(塗布しない)ことによる材料ロスの低減、型清浄化の維持(型洗浄頻度の低減)ができ、また、粉体であるため型の温度低下がなく、成形不良の低減、生産性向上を図ることができる。
(もっと読む)
摩擦材接着方法
【課題】環境負荷が少なく、安定した皮膜生成、接着品質が得られる摩擦材接着方法を提供する。
【解決手段】セラミックス薄膜を生成する際、プレッシャプレートをセラミックス前駆体溶液に浸漬処理し、濃度と引き上げ速度から付着量を制御し、その後加熱することにより、前駆体からセラミックスの析出反応を行なうプレッシャプレートへのセラミックス薄膜を形成するので、低環境負荷、接着品質の安定化を実現できる。また、浸漬処理は物理的な付着のみであり、化学反応を伴わないため、スラッジの発生はなく、水洗、湯洗工程も必要なく、廃液処理は不要である。更に、付着量の制御から安定した皮膜の形成が可能である。更にまた、加熱は浸漬処理後あるいは摩擦材成形後の加熱を併用することも可能である。
(もっと読む)
摩擦板の製造方法,並びに摩擦板における芯板の鋳造装置
【課題】芯板の鋳造時に,反りの発生を抑えながらその側面を平滑に形成することを可能にして,切削加工を施さずとも,該側面にライニングを的確に接着することができ,しかもトリミングも殆ど必要がない摩擦板の製造方法を提供する。
【解決手段】環状の芯板主体15aの内周又は外周に,複数の伝動爪15bを一体に突設してなる芯板15と,芯板主体15aの側面に接着されるライニング16とからなる摩擦板の製造方法であって,芯板15の外形に対応させて固定金型25及び可動金型27間に画成したキャビティ26に原料を鋳込んで芯板15を成形する鋳込工程と,両金型25,27間を開く型開き工程と,一方の金型の,芯板15の一側面全体に接する一部30を他の部分28,29に対して相対移動することで芯板15を排出させる排出工程と,芯板15の芯板主体15a側面にライニング16を接着するライニング接着工程とを含む。
(もっと読む)
ブレーキシューの製造方法および装置
【課題】一層伝熱効率が高く、迅速な硬化が可能とするブレーキシューの製造方法および装置を提供する。
【解決手段】ライニング18をシューリム16の外周面に加熱接着するに際して、常圧過熱水蒸気を用いてそのシューリムを加熱するが、その過熱水蒸気は加熱空気に比較して5倍以上の熱容量を有するとともに常圧で最大500℃程度までの高温とすることが可能である性質であるのに加えて、対流伝熱に加えて放射伝熱および凝縮伝熱によってもシューリムが加熱されるので、高い伝熱効率が得られるとともに、接着剤の迅速な硬化およびシューリム16に対するライニング18の迅速な固着が得られる。
(もっと読む)
摩擦材の接着方法
【課題】接着工程が全て乾式で行われるため、廃水が発生しないことにより環境にやさしく、しかも過熱蒸気によるプレッシャプレートの予熱による、塗布した粉末状接着剤の流動、皮膜の形成により、接着品質が安定する摩擦材の接着方法を提供する。
【解決手段】摩擦部材のプレッシャプレートに摩擦材を接着させる摩擦材の接着方法において、過熱蒸気によりプレッシャプレート表面の脱脂を行うと共に酸化皮膜を生成する工程と、粉末状接着剤を塗布する工程と、摩擦材を重ねて加熱加圧して接着する工程とを含むことを特徴とする摩擦材の接着方法。前記過熱蒸気によりプレッシャプレート表面の脱脂を行うと共に酸化皮膜を生成する工程は、過熱蒸気雰囲気下に温度250〜800℃、時間15〜60分の範囲で行うこと、及び前記塗布する工程は、プレッシャプレートの表面温度が120〜170℃の範囲で行うことが好ましい。
(もっと読む)
摩擦材の接着方法
【課題】接着工程でガスが発生しないことにより、接着材層にボイドが形成されないため接着強度が高く、熱硬化収縮も小さい、環境にやさしい、接着品質の安定した摩擦材の接着方法を提供する。
【解決手段】ブレーキパッドのプレッシャプレート(略称P/P)に摩擦材を接着させる摩擦材の接着方法において、P/Pの被接着面にリン酸塩皮膜又は軟窒化皮膜処理を施す工程、及びP/Pの被接着面をショットブラスト、ウェットブラスト等により粗面にする工程の少なくとも1つの工程からなる前処理工程と、この前処理を施されたP/Pの接着面にポリベンゾオキサジン系樹脂接着剤を塗布する工程と、このポリベンゾオキサジン系樹脂接着剤をプレキュアして軟化流動させるか又は予備硬化させる工程と、摩擦材を重ねて加熱加圧して接着する工程とを含むことを特徴とする摩擦材の接着方法。
(もっと読む)
61 - 70 / 80
[ Back to top ]