
国際特許分類[F16H55/06]の内容
機械工学;照明;加熱;武器;爆破 (654,968) | 機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段 (198,328) | 伝動装置 (51,171) | 運動伝達用の歯または摩擦面をもつ要素;伝動機構用のウォーム、プーリまたは綱車 (3,176) | 歯のあるもの,ウォーム (2,062) | 材料の選択;材料の固有の性質に影響を与えるための歯をもつものまたはウォームの処理の用途 (447)
国際特許分類[F16H55/06]に分類される特許
41 - 50 / 447
樹脂回転体およびその製造方法
【課題】簡易な工程で製造可能であって、かつ樹脂リングと金属ブッシュとの脱落が生じにくい樹脂回転体を提供する。
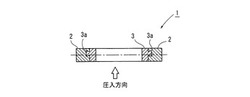
【解決手段】樹脂回転体1は、リング状の樹脂リング2と、上記樹脂リングの内周面2aに嵌合した金属ブッシュ3とから構成され、上記金属ブッシュ3の外周面には樹脂リング2と金属ブッシュ3とを相互に回転しないように結合する周り止め手段としての突起3aが設けられている。上記樹脂リング2は、抄造により製造したシート状樹脂を軸方向に複数枚積層させるとともに内周面の径を上記金属ブッシュの外周面と略同径に形成した素形体を加熱圧縮することにより成形され、上記金属ブッシュ3は、上記素形体の内周面に軸方向に沿って圧入されることで樹脂リング2に一体に連結されるようになっている。そして、上記金属ブッシュ3の突起3aは、金属ブッシュ3の軸方向中央よりも該金属ブッシュ3の圧入方向前方に偏倚した位置に設けられている。
(もっと読む)
ステアリングラックバー用棒鋼およびその製造方法
【課題】曲げ強度に優れ、曲げ負荷を与えた時の脆性的な破断の抑制が可能で、ステアリングラックバーの素材として好適に用いることができるステアリングラックバー用棒鋼の提供。
【解決手段】C:0.37〜0.48%、Si:0.15%を超えて0.30%未満、Mn:0.60〜1.10%、P≦0.03%、S:0.020〜0.070%、Cr:0.05〜0.20%、B:0.0005〜0.0050%、N≦0.010%、Ti:0.005〜0.10%、Al:0.005〜0.05%及びO≦0.0020%を含有し、残部がFe及び不純物からなり、特定量のMo及びNbの1種以上を含んでもよい棒鋼であって、表面からの深さがD/4位置の組織が、1)焼入れ処理後のマルテンサイト組織が面積分率で70%以上及び2)旧オーステナイトの平均粒度番号が7番以上、を満足するステアリングラックバー用棒鋼。ただし、Dは棒鋼の直径を表す。
(もっと読む)
焼結機械部品およびその製造方法

【課題】静粛性、低トルク、高耐久性を兼ね備え、容易かつ安価に製造することができる焼結機械部品およびその製造方法を提供する。
【解決手段】表面に開孔部分を有する焼結金属からなる焼結機械部品であって、焼結金属に混和ちょう度 400 以上である液状のグリースを含浸し、焼結金属は銅系焼結金属、鉄系焼結金属および鉄銅合金系焼結金属から選ばれた少なくとも一つの焼結金属であり、焼結金属の表面開孔率が 20%〜35% であり、液状のグリースは、基油に増ちょう剤をグリース全体に対して 0.5 重量%〜5 重量%配合し、液状のグリースの増ちょう剤は、金属石けんまたはウレア化合物である。
(もっと読む)
歯車
【課題】樹脂製歯車の加工を簡素化するとともに、高温下での使用における繊維構造体の寸法変化を低減することにより、樹脂と繊維構造体との接着剥離による強度低下を抑制した歯車を提供する。
【解決手段】スキンコアを有さず緻密な凝固形態となるよう凝固浴の成分あるいは条件を適宜調節し、特定倍率の範囲内で可塑延伸を行い、さらに、その後の熱延伸を特定条件で実施して得られるメタ型全芳香族ポリアミド繊維を用いて繊維構造体を得て、当該繊維構造体を用いて歯車を作製する。
(もっと読む)
樹脂製歯車
【課題】金属製ブッシュを用いた樹脂製歯車よりも軽量化した樹脂製歯車を提供する。
【解決手段】中心部に貫通孔を有する無機繊維を含有した無機繊維樹脂層と、この無機繊維樹脂層の外周に配置される、有機繊維を含有した有機繊維樹脂層とを有した樹脂製歯車である。好ましくは、貫通孔は、その内周面に凹凸を有し、回転軸と互いの凹凸により係合される。また、有機繊維樹脂層は、この層内の範囲で、歯面を設けられている。
(もっと読む)
樹脂製歯車
【課題】高強度、高耐熱で高い歯形精度を保持しながら、リサイクル性を向上させ、廃棄物低減、歩留向上による低コスト化が可能な樹脂製歯車を提供する。
【解決手段】金属製ブッシュ2と、この金属製ブッシュ2の周囲に配置する第1の抄造層20とを備え、この第1の抄造層20が、短繊維と樹脂硬化物粉末22を含有し、液状樹脂を含浸し硬化させたものである。好ましくは、樹脂硬化物粉末と液状樹脂とが同一樹脂である。また、樹脂硬化物粉末が、液状樹脂の含浸硬化後の単位体積当り1〜60体積%含有されている。樹脂硬化物粉末の平均粒径は、4mm以下である。
(もっと読む)
ギヤ
【課題】コールドスラグによる歯の強度の低下を確実に防止できるギヤを提供する。
【解決手段】本ギヤ27は、環状の芯金28と、射出成形により上記芯金28をモールドした樹脂部材29と、を有している。樹脂部材29は、外周42に歯46を有している。芯金28には、射出成形プロセスの結果としてのコールドスラグ38を含む樹脂部材29の一部291が充填されたゲート対向用の凹部としての環状溝37が設けられている。環状溝37の少なくとも一端371の全体に、樹脂部材29の一部291が充填されている。
(もっと読む)
ギヤ装置
【課題】ギヤ取付軸に対するギヤの取付強度を高めることができるギヤ装置を提供する。
【解決手段】ギヤ取付軸1のボス受け座2からボス挿通軸3を突出させ、このボス挿通軸3をギヤボス4に挿通させ、ボス挿通軸3の突出端部に締結具5を取り付け、この締結具5の締結力で締結具5とボス受け座2との間にギヤボス4を挟み付けて、ギヤ取付軸1に焼結合金製のギヤ6を取り付けるに当たり、ギヤボス4の両端部のうち、ボス受け座2に接当させる部分をギヤボス4の焼結合金部分7に重ねた板金8で形成する。
(もっと読む)
歯車の製造方法
【課題】製造作業に手間をかけることなく必要な部分について浸炭処理時に防炭を行うことができる歯車の製造方法を提供する。
【解決手段】一態様は、ギヤ10の浸炭処理を行う熱処理工程を有するギヤ10の製造方法において、熱処理工程前にてギヤ10の歯形部16における歯先曲面18に対し防炭材の粒子14をコールドスプレーガン12で噴射するコールドスプレー法により防炭材の粒子14を歯先曲面18に付与する防炭材付与工程を有する。
(もっと読む)
複合ギヤ
【課題】従来の樹脂ギヤでは得られない高疲労強度、高耐熱性、高耐衝撃性を有しつつ、静粛性をさらに向上させた複合ギヤを提供する。
【解決手段】複合ギヤ(100)は、軸または軸への取付け部(120)を含む内周部材(102)と、前記内周部材の外周側に配置されギヤ歯(111)に対応する芯歯(131)を有する環状の芯部材(103)と、前記芯歯を包覆する表歯部(141)と前記芯部材および前記内周部材の外周部側面を被覆する側面部(142)とを含む樹脂製の表層部材(104)と、を備え、前記内周部材および前記芯部材が金属等の剛性素材からなり、前記芯部材と前記内周部材とが緩衝材(105)を介して周方向に相対変位可能に同軸配置され、前記表層部材の前記側面部と前記内周部材とが係合部(127,147)を介して周方向に相対変位不可能に係合している。
(もっと読む)
41 - 50 / 447
[ Back to top ]