
国際特許分類[F16H55/06]の内容
機械工学;照明;加熱;武器;爆破 (654,968) | 機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段 (198,328) | 伝動装置 (51,171) | 運動伝達用の歯または摩擦面をもつ要素;伝動機構用のウォーム、プーリまたは綱車 (3,176) | 歯のあるもの,ウォーム (2,062) | 材料の選択;材料の固有の性質に影響を与えるための歯をもつものまたはウォームの処理の用途 (447)
国際特許分類[F16H55/06]に分類される特許
71 - 80 / 447
チェーン伝動装置
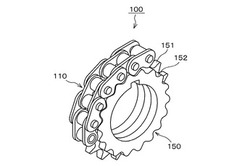
【課題】動力伝達時のチェーン張力を確実かつ安定して振動騒音なく受け持つとともに長期に亙って耐久性を充分に発揮し、噛み合い開始時のリンクプレートとサイドスプロケット歯との相互間に生じがちな摺動摩耗と噛み合い騒音を大幅に抑制するチェーン伝動装置を提供する。
【解決手段】チェーン進行方向の前方側と後方側にリンクプレート歯を配置した外リンクと内リンクとが連結ピンで多数連結されたチェーン110と、該チェーン110のローラと噛み合うセンタースプロケット歯151とチェーン110のリンクプレート歯に対して噛み合い抵抗の少ない材質からなるサイドスプロケット歯152とを設けたスプロケット150とで構成されたチェーン伝動装置100。
(もっと読む)
低サイクル疲労特性に優れた浸炭焼入れ鋼材及び浸炭焼入れ部品

【課題】低サイクル疲労特性に優れた浸炭焼入れ鋼材を提供する。
【解決手段】ジョミニ試験における焼入れ端より13mmの位置での硬さが、60×C0.5−5(HRC)以上であり、A=(Mo+0.227Ni+190B−0.087Si−17.2P−2.74V−7.18Cs−0.00955Hs+0.0344Nγ)及びB=(t×(Hcore)2)が、A−0.00000293×B≧14の関係を有することを特徴とする。ただし、Hcore;芯部硬さ、t;有効硬化層深さ、r;破損部位の半径または破損部位の肉厚の半分、Cs;表層の浸炭濃度(質量%)、Hs;表面硬さ(HV)、Nγ;浸炭層の旧オーステナイト結晶粒度である。
(もっと読む)
動力伝達部品およびその製造方法、動力伝達ユニット
【課題】
動力伝達部品を簡易に製造すること。
【解決手段】
複数の部材を積層して構成される動力伝達部品で、その外周が同一面を有する動力伝達部品を用いる。または、形状の異なる複数の部材を積層して構成されることを特徴とする動力伝達部品を用いる。さらに、前記複数の部材を積層後加工した動力伝達部品を用いる。さらに、複数の部材をそれぞれ粗加工する第1加工工程と、前記それぞれの部材を積層する積層工程と、前記積層したものを精密加工する第2加工工程とからなる動力伝達部品の製造方法を用いる。
(もっと読む)
樹脂歯車及びスロットル装置
【課題】有歯部及び無歯部との境界部の径方向内側に凹所を備える樹脂歯車を対象として有歯部の歯の強度及び成形精度の低下を防止する。
【解決手段】スロットルギヤ32は、ギヤ本体34の外周部に歯81を有する有歯部80及び歯を有しない無歯部83と、有歯部80と無歯部83との境界部90の径方向内側に形成された凹所91とを備え、ギヤ本体34側に設定された射出ゲート95から射出された溶融樹脂により形成される。凹所91の有歯部80側を迂回する溶融樹脂の流れと凹所91の無歯部83側を迂回する溶融樹脂の流れとの合流により生成されたウェルド部116が無歯部83に形成される。凹所91の無歯部83側に、溶融樹脂の流れを迂回させるための貫通孔93が形成される。
(もっと読む)
繊維基材及びこの繊維基材を用いた樹脂製歯車
【課題】加工代を少しでも少なくすることが可能な、繊維基材及びこの繊維基材を用いた樹脂製歯車を、提供する。
【解決手段】円筒形状に編んだ布を円筒形状の外側へ裏返しながら又は内側へ折り返しながら巻き込み、ドーナツ形状とした繊維基材であって、その内径円形形状が維持され、その外径円形形状が、外力により変形されている。好ましくは、外径円形形状の変形後の形状が、元の外接円形に均等間隔にて接触する突出部と、突出部と突出部の間が元の外接円形から離間する窪み部で形づくられている。
(もっと読む)
樹脂製歯車
【課題】高速、高負荷の使用条件下でも歯車の耐久性を低下させることなく、歯面にむらなく潤滑性を保持できる構造を備えた歯車を提供する。
【解決手段】金属製ブッシュと、このブッシュの外周に設けられる樹脂製歯部とを備えた樹脂製歯車である。そして、前記樹脂製歯部が、相手歯車と噛み合い接触する歯面を有し、この歯面が、その表面に深さ5〜100μmの溝を設けられている。
(もっと読む)
ギアホイール
本発明はギアホイール(10;20)に関するものであり、該ギアホイール(10;20)は:それぞれの第1及び第2軸方向端部を有し、かつ回転軸の回りに配置されるように構成されるハブ(15;25)であって、前記ハブの第1及び第2軸方向端部のうちの少なくとも一方の端部が、一体連結治具(16;26)を有し、該一体連結治具が、前記ギアホイール(10;20)を隣接ギアホイールのギアホイールハブに回転可能に係止するように構成される、前記ハブ(15;25)と;それぞれの第1及び第2軸方向端部を有し、かつ歯付きリム(12;22)が設けられた外周を有する円形ギアリング(11;21)と;そして前記ハブ(15;25)が前記ギアリング(11;21)の略中心に固定されるように前記ギアリング(11;21)及び前記ハブ(15;25)を連結する少なくとも1つの中間壁(14;24)と、を備え;前記ギアリング(11;21)及び前記ハブ(15;25)は、締結接合(17;27)によって接合されることによりギアホイール(10;20)を形成する2つの別体部品である。本発明によるギアホイールは、前記ハブ(15;25)の前記軸方向両端部が、長軸シャフトに直交する前記ギアリング(11;21)の軸方向両端部で画定される平面で終端するか、または該平面内で終端し、前記長軸シャフトの回りに、前記ギアホイールが配置されるように構成されることを特徴とする。  (もっと読む)
(もっと読む)
樹脂成形品
【課題】 射出成形により製造される樹脂歯車や樹脂プーリーなどの樹脂成形品において、成形品外周部の精度が高い樹脂成形品を提供する。
【解決手段】 樹脂の射出成形により一体に成形され、円環状の外周部11と回転軸となる軸部13とがウェブ14によって連結された樹脂成形品において、ウェブ14には、複数のゲート痕16,16が軸部を囲むように円状に配置され、
ウェブ14のゲート痕16よりも外周側には、円周方向に沿ってリブ15が立設され、
リブ15は、ゲート痕に対応する周方向位置(AG位置)におけるリブ高さが、ゲート痕とゲート痕の間に対応する周方向位置(AI位置)におけるリブ高さよりも高く形成されている。
(もっと読む)
有段減速歯車及びその製造方法
【課題】小歯車が大歯車に対して廻ってしまうということを防止できるようにする。
【解決手段】有段減速歯車1は、周面に歯車が形成された第1の歯車となる樹脂製のスパー(大歯車)2と、スパー2より小径で周面に歯車が形成された第2の歯車となる金属製のカナ(小歯車)3とを備えている。スパー2の回転中心部にはスパー2の回転軸方向にスパー2を貫通する孔4が形成されている。カナ3の回転中心部からは軸状の圧入部5が延び出している。圧入部5の全体は、孔4内に圧入されている。さらに、カナ3の周面に歯車が形成された部分の一部6も孔4内に強圧入されて、スパー2に埋め込まれた状態にある。
(もっと読む)
樹脂歯車の製造法
【課題】混紡糸を編んで構成した筒状体を用いてリング状に整えられた補強繊維基材を用いた注入成形樹脂歯車において、その構成を最適化し、機械強度と使用耐久性を確保する。
【解決手段】パラ系アラミド繊維混紡量が40〜50質量%であるパラ系アラミド繊維と同繊維より低強度の有機繊維との混紡糸を丸編みで編んで構成した丸編み筒状体を軸方向に巻き上げてリング状に整えた補強繊維基材1と、その中央に配置した金属製ブッシュ2とを成形金型3に収容するに当たり、補強繊維基材1を成形金型3に近似した形状にプレス成形してから成形金型3に収容する。減圧状態の成形金型3に注入した液状樹脂を補強繊維基材に含浸して、補強繊維基材体積率が45〜55%になる補強繊維基材を含む樹脂成形体部分を形成することにより、補強繊維基材1と金属製ブッシュ2を一体に成形する。樹脂成形体部分に歯を形成する。
(もっと読む)
71 - 80 / 447
[ Back to top ]