
国際特許分類[F16L9/02]の内容
機械工学;照明;加熱;武器;爆破 (654,968) | 機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段 (198,328) | 管;管の継ぎ手または取り付け具;管,ケーブルまたは保護管類の支持;熱絶縁手段一般 (15,571) | 剛性管 (536) | 金属製 (108)
国際特許分類[F16L9/02]の下位に属する分類
国際特許分類[F16L9/02]に分類される特許
21 - 30 / 64
高圧水素輸送用オーステナイト系ステンレス鋼溶接管およびその製造方法
【目的】耐水素脆化性および常温での耐塩害腐食性に優れ,大幅な厚肉大径化に頼ることなく,例えば40MPa程度の高圧水素の輸送に好適なオーステナイト系ステンレス鋼溶接管を提供する。
【構成】質量%で,C:0.15%以下,Si:4.0%以下,Mn:3.0%以下,P:0.10%以下,S:0.03%以下,Ni:6〜20%,Cr:14〜28%,N:0.25%以下を含有し,残部がFeおよび不可避的不純物からなり,(1)式で示されるM値が−100以下,(2)式で示されるD値が6〜10に調整されている高圧水素輸送用オーステナイト系ステンレス鋼溶接管を提供する。
M=551−462(C+N)−9.2Si−8.1Mn−29(Ni+Cu)−13.7Cr−18.5Mo・・・(1)
D=(Cr+1.5Si+0.5Nb+Mo)−(Ni+0.5Mn+30C+30N)・・・(2)。
(もっと読む)
多重パイプ及び多重パイプの製造方法
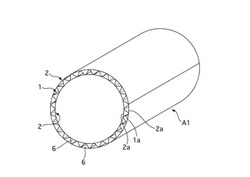
【課題】 パイプの剛性を確保しつつ、軽量化が可能な多重パイプ及び多重パイプの製造方法の提供。
【解決手段】 大波状箔材1aを筒状に形成した第1層部1と、平板状箔材2aを筒状に形成した第2層部2とを径方向に交互に積層固定して成ることとした。
(もっと読む)
鋳鉄管の防食方法およびそれによって処理された鋳鉄管
【課題】
本発明の防食方法は、作業の自由度が高い、すなわち、低温環境下でもプライマー塗料組成物の塗布が可能であり、かつプライマー塗膜の形成後、上塗り塗装までに長い間隔をあける事ができる防食方法を提供することを目的とする。
【解決手段】
鋳鉄管の外表面上に、(1)末端に複数のエポキシ基を有するエポキシ樹脂、(2)末端に複数のアクリレート基をもつエポキシアクリレート樹脂、および(3)ポリアミンを含有するプライマー塗料組成物(a)を塗布して、乾燥膜厚が15〜100μmであるプライマー塗膜を形成する工程(A)、および
前記プライマー塗膜の上に、2液型ポリウレタン塗料組成物(b)を塗布して、上塗り塗膜を形成する工程(B)を含むことを特徴とする、鋳鉄管の外表面の防食方法。
(もっと読む)
鋳鉄製管継手

【課題】例えばステンレスワイヤーを編んで形成した外皮を有するホース等によるヤスリ作用に耐える耐摩耗性を備えた寿命の長い鋳鉄製管継手を提供する。
【解決手段】鋳鉄製本体に表面処理を行って形成した耐摩耗性皮膜を有する鋳鉄製管継手として、鋳鉄製本体11を窒素ガス雰囲気においてガス軟窒化処理することにより、鋳鉄製本体11の内表面に形成した窒素化合物から成る窒化層15と、上記鋳鉄製本体に亜鉛を用いて溶融亜鉛メッキ処理を施すことにより、上記窒化層の表面に形成した溶融亜鉛メッキ層16を有している。
(もっと読む)
高圧水素ガス用圧力容器およびパイプ
【課題】耐水素脆化性および耐応力腐食割れ性に優れ、大幅な厚肉化に頼ることなく例えば70MPa以上といった高圧水素ガスに適用可能な圧力容器および配管用パイプを提供する。
【解決手段】質量%で、C:0.08%以下、Si:1.3〜3.5%、Mn:3.5%以下、P:0.05%以下、S:0.03%以下、Ni:8〜17%、Cr:15〜20%、N:0.2%以下、必要に応じてさらに、Mo:3%以下、Cu:3.5%以下の1種以上、V、Wの1種以上:合計4%以下、Nb、Ti、Alの1種以上:合計0.4%以下、B:0.01%以下を含有する鋼組成を有し、少なくとも水素ガスに曝される側の表面に、金属元素中に占めるSi量が1.0質量%以上の不動態皮膜を有するステンレス鋼製の高圧水素ガス貯留用圧力容器、および高圧水素ガス輸送用パイプ。
(もっと読む)
管状体の製造方法及び管状体
【課題】製造過程での部材の変形がなく、加工時間の短縮が図れ、また、管軸方向の位置によって管径が異なるレジューサ(異径管)や絞り管等の様々な管状体に対応することができる管状体の製造方法及びその製造方法によって製造される管状体を提供する。
【解決手段】管状体本体21を断面円形状に形成し、間仕切り部材31を、管状体本体21とほぼ同じ長さで、管状体本体21の内径に応じた幅の板状体に形成する。次に、管状体本体21の、管壁の相対向する位置で、間仕切り部材31の側端部が当接する箇所に、貫通孔41を、列状に穿設する。間仕切り部材31を、その側端部が貫通孔41の列の位置と一致するように挿入し、管状体本体21の外側から貫通孔41を埋めるように溶接して、間仕切り部材31を固着する。
(もっと読む)
給水管及びその製造方法
【課題】耐久性の向上、配管材料のコストの低減化、及び製造方法の簡素化を図る。
【解決手段】本発明に係る給水管10は、鋼管11又は樹脂管の内面側に銅管12を圧接して形成されていることを特徴とし、また、本発明に係る給水管10の製造方法は、鋼管11又は樹脂管の内径より小さい外径を有する銅管12を鋼管11内又は樹脂管内に遊挿する工程と、鋼管11内又は樹脂管内に遊挿した銅管12内に、銅管12の内径より大きい外径の圧接部13を有する治具14を挿通し、圧接部13を銅管12の内面に圧接させることにより、銅管12を拡径して鋼管11又は樹脂管
の内面に圧接する工程とを含んでいることを特徴とする。
(もっと読む)
拡管性に優れた油井用鋼管およびその製造方法
【要 約】
【課 題】拡管性に優れた油井用鋼管を提供する。
【解決手段】鋼管の両端面側を、好ましくは3%以上の拡管率で拡管加工し、該拡管加工された部位にねじを形成する。これにより、とくにねじ継手部での漏れが防止でき、油井内に挿入された状態での拡管性が向上する。なお、使用する鋼管は、降伏強さ:350MPa以上、n値:0.08以上を有し、かつn値と均一伸びu-Elとが、n>0.007×(25−u-El)(ここで、n:n値、u-El:均一伸び(%))を満足する鋼管とすることが、更なる拡管性の向上に寄与する。また、この鋼管は、質量%で、C:0.35%以下、Si:1.5%以下、Mn:0.10〜3.50%を含み、P、S、Alを適正量含有し、あるいはさらにCr,Cuの群、Niの群、Mo,V,Nb,Ti,Zr,B,Wの群、Caの群のうちの1群または2群以上を含有する組成を有する鋼管に、熱処理として、焼入れ処理および焼戻処理、または焼準処理および焼戻処理、または焼戻処理を施した鋼管とすることが好ましい。
(もっと読む)
原動機付き車両用の配管及びその製造方法
【課題】
較的容易かつ手間を掛けずに製造可能であるにもかかわらず、最適な腐食防止が可能な原動機付き車両用の配管を提供すること。
【解決手段】
金属製のパイプを備えて成る原動機付き車両用の配管であって、前記金属製のパイプの外表面にアルミニウム被膜層2を形成し、該アルミニウム被膜層2上に酸化アルミニウム被膜層3を更に形成し、該酸化アルミニウム被膜層3が当該原動機付き車両用の配管の外表面となるよう設定した。さらに、前記金属製のパイプの外表面を、いかなる被膜層も形成されていない鋼製のパイプの外表面とした。
(もっと読む)
空調機用冷媒分配管の製造方法及びその方法によって製造された冷媒分配管
【課題】空調機用冷媒分配管の製造方法及びその製造された冷媒分配管を提供する。
【解決手段】 前記冷媒分配管は原材料である銅粉末にこの銅粉末の体積対比30〜60体積%のバインダーを混合して射出成形が可能な混合物を製造して、金型を利用して前記混合物製造段階を通って製造された混合物を分配管形状で射出成形して、分配管形状の射出成型体に含まれたバインダーを除去した後、800℃〜1150℃の温度条件及び還元性または不活性雰囲気を維持する焼結炉で前記バインダーが除去された成型体を焼結することで製造されて、別途の機械加工が省略されることによって大量生産に有利で、既存分配管に比べて小型化が可能であるので、素材節減による製造原価節減だけではなく、装置の小型化に符合される利点がある。
(もっと読む)
21 - 30 / 64
[ Back to top ]