
キャリア体及びその製造方法

【課題】 凹み領域の平坦度を高め、薄型基板との間に段差や高低差が生じ、ハンダの塗布量が増減したり、この塗布量の増減に伴い部品実装エラーが生じるのを抑制防止できるキャリア体及びその製造方法を提供する。
【解決手段】 位置決め板1上に取り外し可能に積層され、クリームハンダがスキージングされる複数のフレキシブル配線板10を着脱自在に粘着保持する凹み領域35付きのキャリア板3を備え、このキャリア板3を、剛性を有する平坦なベース板30と、このベース板30の表面に積層して接着される枠板33とから構成し、この枠板33の平面矩形の中空部34に凹み領域35を区画形成させる。ベース板30と枠板33とを接着してキャリア板3に凹み領域35を形成するので、凹み領域35の平坦度を向上させることができる。
【解決手段】 位置決め板1上に取り外し可能に積層され、クリームハンダがスキージングされる複数のフレキシブル配線板10を着脱自在に粘着保持する凹み領域35付きのキャリア板3を備え、このキャリア板3を、剛性を有する平坦なベース板30と、このベース板30の表面に積層して接着される枠板33とから構成し、この枠板33の平面矩形の中空部34に凹み領域35を区画形成させる。ベース板30と枠板33とを接着してキャリア板3に凹み領域35を形成するので、凹み領域35の平坦度を向上させることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、クリームハンダの塗布される薄型基板用のキャリア体及びその製造方法に関するものである。
【背景技術】
【0002】
フレキシブル配線板を着脱自在に保持するキャリア板には、様々なタイプがある(特許文献1参照)が、その一つとして、フレキシブル配線板にクリームハンダが塗布された後にハンダリフロー装置に投入されるタイプがあげられる。このタイプのキャリア板は、図示しないが、複数の薄いガラスエポキシ樹脂積層板の積層により平面矩形に形成され、表面には、平面矩形の凹み領域が平坦に掘り込み加工されており、この凹み領域には、フレキシブル配線板を着脱自在に保持する粘着層が必要数粘着されている。
【0003】
上記において、フレキシブル配線板にクリームハンダを塗布して各種の電子部品を実装する場合には、先ず、キャリア板の粘着層にフレキシブル配線板を粘着し、キャリア板の表面にメタルマスクを重ねてフレキシブル配線板の表面にクリームハンダを塗布するとともに、フレキシブル配線板に各種の電子部品をクリームハンダを介して実装し、その後、ハンダリフロー装置にキャリア板を投入すれば、フレキシブル配線板に各種の電子部品を強固に実装することができる。
【0004】
この作業の際、キャリア板の表面とフレキシブル配線板の表面との間に段差や高低差があると、クリームハンダの塗布量に増減が生じるので、凹み領域は平坦になるよう慎重に掘り込み加工される必要がある。
【特許文献1】特開平1‐198094号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
従来におけるキャリア板は、以上のように構成され、表面に凹み領域がエンドミル等により単に掘り込み加工されるに止まるので、エンドミル自体の磨耗等に起因して凹み領域の平坦度に欠け、フレキシブル配線板の表面との間に段差や高低差が生じ、クリームハンダの塗布量が増減したり、この塗布量の増減に伴いハンダリフロー装置への投入時に電子部品の姿勢が変化し、部品実装エラーを招くという大きな問題がある。
【0006】
また、従来のキャリア板は、複数(例えば16枚)のガラスエポキシ樹脂積層板を多層構造に積層してプレスすることにより形成されるが、これでは、厚み精度の低下を招いたり、エポキシの流出に伴い傾斜が発生することとなる。この結果、凹み領域の平坦度を損ね、キャリア板とフレキシブル配線板との間に段差や高低差の発生するおそれが少なくない。
【0007】
本発明は上記に鑑みなされたもので、凹み領域の平坦度を高め、薄型基板との間に段差や高低差が生じ、ハンダの塗布量が増減したり、この塗布量の増減に伴い部品実装エラーが生じるのを抑制防止することのできるキャリア体及びその製造方法を提供することを目的としている。
【課題を解決するための手段】
【0008】
本発明においては上記課題を解決するため、キャリア板の表面に、ハンダの塗布される薄型基板を保持する凹み領域を形成したものであって、
キャリア板を、略平坦なベース板と、このベース板の表面に重ね設けられる厚み板とから構成し、この厚み板には、凹み領域を区画する中空部を形成したことを特徴としている。
なお、キャリア板のベース板、及び又は厚み板をガラスエポキシ樹脂積層板とすることができる。
【0009】
また、本発明においては上記課題を解決するため、キャリア板の表面に、ハンダの塗布される薄型基板を保持する凹み領域を備えたキャリア体の製造方法であって、
厚み板に凹み領域を区画する中空部を形成し、この厚み板を略平坦なベース板の表面に重ねて接着することによりキャリア板を構成することを特徴としている。
なお、厚み板の凹み領域内に、薄型基板を着脱自在に粘着保持する粘着層と、この粘着層に粘着保持された薄型基板の肉厚部と嵌まり合う厚さ吸収穴とをそれぞれ設けることができる。
【0010】
さらに、キャリア板の表面に、ハンダの塗布される薄型基板を保持する凹み領域を備えたキャリア体の製造方法であって、
未加工の厚み板に接着シートを接着するとともに、この接着シート付きの厚み板を中空部を備えた所定の形に加工し、その後、略平坦なベース板の表面に厚み板を接着シートを介し接着することによりキャリア板を製造することを特徴としても良い。
【0011】
ここで、特許請求の範囲における薄型基板には、少なくとも単数複数のフレキシブル配線板、高密度フレキシブル配線板、プリント配線板等が含まれる。この薄型基板は、屈曲、蛇行、湾曲の有無を特に問うものではなく、周縁部に複数の位置決め孔が穿孔されていても良いし、そうでなくても良い。薄型基板の肉厚部は、例えばコネクタ及び又は各種形状の補強板等からなり、薄型基板の一端部に形成されていても良いし、両端部に形成されていても良い。
【0012】
キャリア板のベース板と厚み板とは、ガラスエポキシ樹脂積層板の他、各種の金属、マグネシウム、アルミ等を使用して選択的に形成することができる。さらに、厚み板は、最終的には例えば中空の楕円形、平面略U字形、枠形等に適宜形成される。
【0013】
本発明によれば、ベース板に厚み板を重ね設けると、ベース板の表面と厚み板の中空部とが薄型基板用の凹み領域を形成するので、この凹み領域に薄型基板を配置することができる。
【発明の効果】
【0014】
本発明によれば、凹み領域の平坦度を向上させ、薄型基板との間に段差や高低差が生じ、ハンダの塗布量が増減したり、この塗布量の増減に伴い部品実装エラーが生じるのを抑制することができるという効果がある。
また、キャリア板のベース板、及び又は厚み板を軽量で耐熱性のガラスエポキシ樹脂積層板とすれば、優れた耐熱性を得ることができるので、例えハンダリフロー装置にキャリア板をセットしても損傷や変形を招くのを防ぐことができる。また、軽量であるから、製造作業中に落としても周辺装置が損傷したり、怪我等するのを抑制することできる。
【発明を実施するための最良の形態】
【0015】
以下、図面を参照して本発明の好ましい実施の形態を説明すると、本実施形態におけるキャリア体は、図1ないし図10に示すように、位置決め板1上に取り外し可能に積層され、クリームハンダがスキージングされる複数のフレキシブル配線板10を保持する凹み領域35付きのキャリア板3を備え、このキャリア板3を、平坦なベース板30と、このベース板30に積層して接着される枠板33とから構成し、この枠板33の中空部34に凹み領域35を区画形成させるようにしている。
【0016】
位置決め板1とキャリア板3とは、略同じ大きさの平面矩形に形成され、位置決め板1の表面四隅部のうち三隅部には、位置合わせピン2がそれぞれ立設されるとともに、キャリア板3の表面四隅部のうち三隅部には、位置合わせピン2に貫通される位置合わせ孔4がそれぞれ穿孔されており、これら位置合わせピン2と位置合わせ孔4との嵌合により、位置決め板1上にキャリア板3が高精度に位置決めされる。位置決め板1は、例えば加工性に優れる軽量のアルミニウム等を使用して平坦な板に形成される。
【0017】
各フレキシブル配線板10は、例えば可撓性を有するポリエステルやポリイミド等の材料からなる薄い絶縁性フィルムを備え、この絶縁性フィルムの表面には、所定の導体パターンがプリントされており、両端部には肉厚のコネクタ部11と補強板とがそれぞれ幅広に配設される。このようなフレキシブル配線板10は、キャリア板3の凹み領域35内に着脱自在に保持され、この保持状態で搬送されたり、クリームハンダがスキージングされたり、クリームハンダのスキージング後に図示しない各種の電子部品が実装される。
【0018】
キャリア板3は、剛性を有するベース板30と、このベース板30の平坦な表面に積層して接着される薄い枠板33とを備え、ベース板30の表面と枠板33の平面矩形の中空部34とが凹み領域35を形成するよう機能する。
【0019】
ベース板30は、例えば耐熱性を有する複数の薄い軽量のガラスエポキシ樹脂積層板(例えば一枚当たり0.16mm)が積層(例えば16枚)してプレスされることにより形成される。このベース板30の表面には、フレキシブル配線板10を着脱自在に粘着保持する複数の粘着層31と、各粘着層31上に粘着保持されたフレキシブル配線板10の肉厚部、換言すれば、コネクタ部11と補強板に嵌合してその厚さを吸収する厚さ吸収穴32とが配設され、これら複数の粘着層31と厚さ吸収穴32とが枠板33の中空部34に包囲される。
【0020】
複数の粘着層31は、例えばベース板30の表面長手方向に2×1のパターンで配列形成され、各粘着層31が耐熱性を有する平面矩形の薄いウレタンゴム、フッ素ゴム、シリコーンゴム等を使用して形成される。また、各厚さ吸収穴32は、粘着層31の周縁部の一部分に隣接するよう平面矩形に穿孔される。
【0021】
枠板33は、例えば耐熱性を有する一枚あるいは二枚の薄い(例えば合計0.2mm)軽量のガラスエポキシ樹脂積層板を使用して形成され、裏面には、両面接着タイプの接着シート36が接着されており、この接着シート36がベース板30の表面に接着される。枠板33の厚さ、換言すれば、凹み領域35の深さは、枠板33の平坦な表面とフレキシブル配線板10の表面との間に段差や高低差が生じないよう、フレキシブル配線板10、粘着層31、接着シート36の厚さ等を考慮して決定される。
【0022】
両面接着タイプの接着シート36としては、例えば厚さ50μmの熱硬化型接着シート(ボンディングシートとも言う)等が使用され、接着性の両面にはセパレート紙37がそれぞれ剥離可能に粘着されており、各セパレート紙37がキャリア板3の製造作業の進捗状況に応じて剥離される。
【0023】
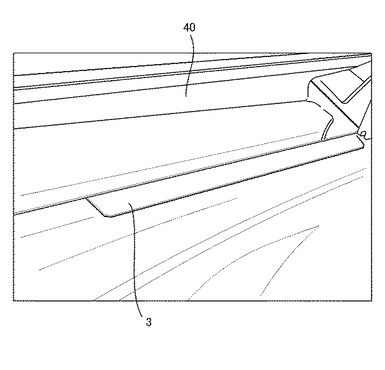
上記において、キャリア板3を製造する場合には、先ず、枠板33となる薄い未加工のガラスエポキシ樹脂積層板を用意してその表面をアルコール等により洗浄し(図2参照)、このガラスエポキシ樹脂積層板の表面とセパレート紙37を一枚剥離した大きさの小さい両面接着タイプの接着シート36とを加熱が可能な熱ラミネート機器40によりラミネートして接着(図3参照)し、その後、気泡や異物のないことを確認する(図4参照)。
【0024】
この際、ガラスエポキシ樹脂積層板には、後工程に備えて位置合わせ孔4用の孔等を穿孔しておいても良い。また、ガラスエポキシ樹脂積層板と接着シート36とをラミネートする場合には、熱ラミネート機器40のローラ部でラミネートすることができるよう、接着シート36を摘んで上方にテンションを加えると良い(図3参照)。また、加熱の温度は70℃、ラミネートスピードは5メモリ、ラミネートの圧力は0.1MPa程度に設定すると良い。
【0025】
ガラスエポキシ樹脂積層板と接着シート36とをラミネートして接着したら、これらをルーター加工機器41や型等により加工して形や中空部34を整え、枠板33を形成(図5参照)してその加工部等の異常の有無を検査するとともに、エア等を使用して加工粉を除去する(図6参照)。この加工の際、ルーター加工機器41を使用する場合には、作業の便宜を図るため、ガラスエポキシ樹脂積層板と接着シート36とからなるラミネート体を複数積層しても良い。
【0026】
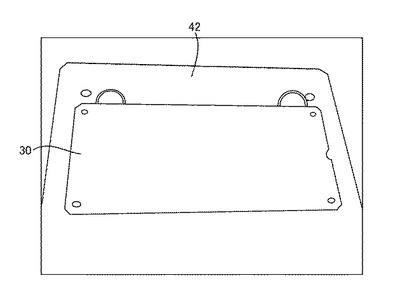
次いで、作業台42上に枠板33をセット(図7参照)してその接着シート36側を露出させ、接着シート36から残りのセパレート紙37を剥離(図8参照)して用意しておいたベース板30の表面を上方から位置決め接着し、このベース板30の全面に圧力を加えて接着度を高める(図9参照)。この際、作業台42として位置決め板1を使用することができる。また、ベース板30については、予めベーキング処理して複数の粘着層31と厚さ吸収穴32とを加工しておくことが好ましい。
【0027】
こうして枠板33とベース板30とを接着したら、熱ラミネート機器40にセットして仮圧着(図10参照)し、その後、乾燥機にセットして所定の時間、温度(150℃/1時間)で放置し、枠板33とベース板30とを本硬化させれば、凹み領域35を備えたキャリア板3を製造することができる。この際、仮圧着の加熱の温度は150℃、ラミネートスピードは5メモリ、ラミネートの圧力は0.1MPa程度に設定すると良い。また、接着した枠板33とベース板30とをラミネート機器40に複数回セットして仮圧着することができる。
【0028】
上記によれば、キャリア板3の表面に凹み領域35をエンドミル等により掘り込み加工するのではなく、別体のベース板30と枠板33とを一体に接着してキャリア板3に凹み領域35を組み合わせ形成するので、凹み領域35の平坦度を著しく向上させることができる。したがって、フレキシブル配線板10と枠板33の表面との間に段差や高低差が生じ、クリームハンダの塗布量が増減したり、この塗布量の増減に伴いハンダリフロー装置への投入時に電子部品の姿勢が変化し、部品実装エラーを招くことがない。
【0029】
また、枠板33として、多層構造の複数のガラスエポキシ樹脂積層板を使用するのではなく、精度に優れる一枚あるいは二枚のガラスエポキシ樹脂積層板を使用するので、面精度や厚み精度の低下を招いたり、不都合な傾斜の発生を有効に抑制防止することができ、凹み領域35の平坦度を向上させることができる。さらに、ベース板30と枠板33とを液状の接着剤ではなく、接着シート36により接着するので、余分な液溜まりが生じて精度を損ねることがなく、しかも、作業性の大幅な向上も期待できる。
【0030】
なお、上記実施形態では位置決め板1を単に示したが、位置決め板1の表面に、キャリア板3を貫通してフレキシブル配線板10の周縁部に穿孔された位置決め孔に挿通する複数の位置決めピンを立設しても良い。また、キャリア板3のベース板30については、市販品を購入して加工しても良いし、そうでなくても良い。また、ベース板30の表面に枠板33を接着シート36を介して接着したが、特に支障を来たさなければ、ベース板30の表面に枠板33を液状の接着剤により接着しても良い。
【0031】
また、キャリア板3のベース板30から粘着層31及び又は厚さ吸収穴32を省略しても良い。また、キャリア板3の製造後にベース板30に複数の粘着層31と厚さ吸収穴32とを加工することも可能である。さらに、メタルマスクによりフレキシブル配線板10の表面にクリームハンダを塗布しても良いが、ディスペンサ等によりクリームハンダを塗布することも可能である。
【図面の簡単な説明】
【0032】
【図1】本発明に係るキャリア体の実施形態を模式的に示す全体斜視説明図である。
【図2】本発明に係るキャリア体の製造方法の実施形態における枠板用のガラスエポキシ樹脂積層板を模式的に示す説明図である。
【図3】本発明に係るキャリア体の製造方法の実施形態におけるガラスエポキシ樹脂積層板と接着シートとをラミネートして接着する状態を模式的に示す説明図である。
【図4】本発明に係るキャリア体の製造方法の実施形態におけるガラスエポキシ樹脂積層板と接着シートに気泡や異物のないのを検査する状態を模式的に示す説明図である。
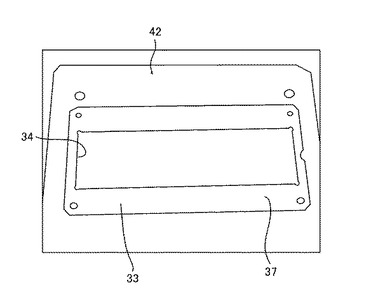
【図5】本発明に係るキャリア体の製造方法の実施形態におけるガラスエポキシ樹脂積層板と接着シートとを加工して枠板を形成する状態を模式的に示す説明図である。
【図6】本発明に係るキャリア体の製造方法の実施形態における枠板の加工部等の異常の有無を検査する状態を模式的に示す説明図である。
【図7】本発明に係るキャリア体の製造方法の実施形態における作業台に枠板をセットした状態を模式的に示す説明図である。
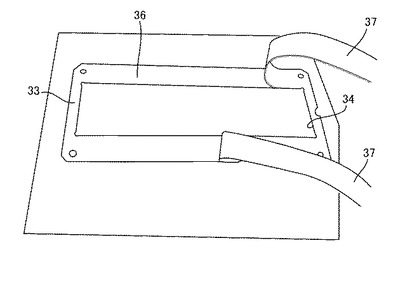
【図8】本発明に係るキャリア体の製造方法の実施形態における接着シートからセパレート紙を剥離する状態を模式的に示す説明図である。
【図9】本発明に係るキャリア体の製造方法の実施形態における枠板に接着したベース板の全面に圧力を加える状態を模式的に示す説明図である。
【図10】本発明に係るキャリア体の製造方法の実施形態における枠板とベース板とを接着して仮圧着する状態を模式的に示す説明図である。
【符号の説明】
【0033】
1 位置決め板
3 キャリア板
10 フレキシブル配線板(薄型基板)
11 コネクタ部
30 ベース板
31 粘着層
32 厚さ吸収穴
33 枠板(厚み板)
34 中空部
35 凹み領域
36 接着シート
37 セパレータ紙
【技術分野】
【0001】
本発明は、クリームハンダの塗布される薄型基板用のキャリア体及びその製造方法に関するものである。
【背景技術】
【0002】
フレキシブル配線板を着脱自在に保持するキャリア板には、様々なタイプがある(特許文献1参照)が、その一つとして、フレキシブル配線板にクリームハンダが塗布された後にハンダリフロー装置に投入されるタイプがあげられる。このタイプのキャリア板は、図示しないが、複数の薄いガラスエポキシ樹脂積層板の積層により平面矩形に形成され、表面には、平面矩形の凹み領域が平坦に掘り込み加工されており、この凹み領域には、フレキシブル配線板を着脱自在に保持する粘着層が必要数粘着されている。
【0003】
上記において、フレキシブル配線板にクリームハンダを塗布して各種の電子部品を実装する場合には、先ず、キャリア板の粘着層にフレキシブル配線板を粘着し、キャリア板の表面にメタルマスクを重ねてフレキシブル配線板の表面にクリームハンダを塗布するとともに、フレキシブル配線板に各種の電子部品をクリームハンダを介して実装し、その後、ハンダリフロー装置にキャリア板を投入すれば、フレキシブル配線板に各種の電子部品を強固に実装することができる。
【0004】
この作業の際、キャリア板の表面とフレキシブル配線板の表面との間に段差や高低差があると、クリームハンダの塗布量に増減が生じるので、凹み領域は平坦になるよう慎重に掘り込み加工される必要がある。
【特許文献1】特開平1‐198094号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
従来におけるキャリア板は、以上のように構成され、表面に凹み領域がエンドミル等により単に掘り込み加工されるに止まるので、エンドミル自体の磨耗等に起因して凹み領域の平坦度に欠け、フレキシブル配線板の表面との間に段差や高低差が生じ、クリームハンダの塗布量が増減したり、この塗布量の増減に伴いハンダリフロー装置への投入時に電子部品の姿勢が変化し、部品実装エラーを招くという大きな問題がある。
【0006】
また、従来のキャリア板は、複数(例えば16枚)のガラスエポキシ樹脂積層板を多層構造に積層してプレスすることにより形成されるが、これでは、厚み精度の低下を招いたり、エポキシの流出に伴い傾斜が発生することとなる。この結果、凹み領域の平坦度を損ね、キャリア板とフレキシブル配線板との間に段差や高低差の発生するおそれが少なくない。
【0007】
本発明は上記に鑑みなされたもので、凹み領域の平坦度を高め、薄型基板との間に段差や高低差が生じ、ハンダの塗布量が増減したり、この塗布量の増減に伴い部品実装エラーが生じるのを抑制防止することのできるキャリア体及びその製造方法を提供することを目的としている。
【課題を解決するための手段】
【0008】
本発明においては上記課題を解決するため、キャリア板の表面に、ハンダの塗布される薄型基板を保持する凹み領域を形成したものであって、
キャリア板を、略平坦なベース板と、このベース板の表面に重ね設けられる厚み板とから構成し、この厚み板には、凹み領域を区画する中空部を形成したことを特徴としている。
なお、キャリア板のベース板、及び又は厚み板をガラスエポキシ樹脂積層板とすることができる。
【0009】
また、本発明においては上記課題を解決するため、キャリア板の表面に、ハンダの塗布される薄型基板を保持する凹み領域を備えたキャリア体の製造方法であって、
厚み板に凹み領域を区画する中空部を形成し、この厚み板を略平坦なベース板の表面に重ねて接着することによりキャリア板を構成することを特徴としている。
なお、厚み板の凹み領域内に、薄型基板を着脱自在に粘着保持する粘着層と、この粘着層に粘着保持された薄型基板の肉厚部と嵌まり合う厚さ吸収穴とをそれぞれ設けることができる。
【0010】
さらに、キャリア板の表面に、ハンダの塗布される薄型基板を保持する凹み領域を備えたキャリア体の製造方法であって、
未加工の厚み板に接着シートを接着するとともに、この接着シート付きの厚み板を中空部を備えた所定の形に加工し、その後、略平坦なベース板の表面に厚み板を接着シートを介し接着することによりキャリア板を製造することを特徴としても良い。
【0011】
ここで、特許請求の範囲における薄型基板には、少なくとも単数複数のフレキシブル配線板、高密度フレキシブル配線板、プリント配線板等が含まれる。この薄型基板は、屈曲、蛇行、湾曲の有無を特に問うものではなく、周縁部に複数の位置決め孔が穿孔されていても良いし、そうでなくても良い。薄型基板の肉厚部は、例えばコネクタ及び又は各種形状の補強板等からなり、薄型基板の一端部に形成されていても良いし、両端部に形成されていても良い。
【0012】
キャリア板のベース板と厚み板とは、ガラスエポキシ樹脂積層板の他、各種の金属、マグネシウム、アルミ等を使用して選択的に形成することができる。さらに、厚み板は、最終的には例えば中空の楕円形、平面略U字形、枠形等に適宜形成される。
【0013】
本発明によれば、ベース板に厚み板を重ね設けると、ベース板の表面と厚み板の中空部とが薄型基板用の凹み領域を形成するので、この凹み領域に薄型基板を配置することができる。
【発明の効果】
【0014】
本発明によれば、凹み領域の平坦度を向上させ、薄型基板との間に段差や高低差が生じ、ハンダの塗布量が増減したり、この塗布量の増減に伴い部品実装エラーが生じるのを抑制することができるという効果がある。
また、キャリア板のベース板、及び又は厚み板を軽量で耐熱性のガラスエポキシ樹脂積層板とすれば、優れた耐熱性を得ることができるので、例えハンダリフロー装置にキャリア板をセットしても損傷や変形を招くのを防ぐことができる。また、軽量であるから、製造作業中に落としても周辺装置が損傷したり、怪我等するのを抑制することできる。
【発明を実施するための最良の形態】
【0015】
以下、図面を参照して本発明の好ましい実施の形態を説明すると、本実施形態におけるキャリア体は、図1ないし図10に示すように、位置決め板1上に取り外し可能に積層され、クリームハンダがスキージングされる複数のフレキシブル配線板10を保持する凹み領域35付きのキャリア板3を備え、このキャリア板3を、平坦なベース板30と、このベース板30に積層して接着される枠板33とから構成し、この枠板33の中空部34に凹み領域35を区画形成させるようにしている。
【0016】
位置決め板1とキャリア板3とは、略同じ大きさの平面矩形に形成され、位置決め板1の表面四隅部のうち三隅部には、位置合わせピン2がそれぞれ立設されるとともに、キャリア板3の表面四隅部のうち三隅部には、位置合わせピン2に貫通される位置合わせ孔4がそれぞれ穿孔されており、これら位置合わせピン2と位置合わせ孔4との嵌合により、位置決め板1上にキャリア板3が高精度に位置決めされる。位置決め板1は、例えば加工性に優れる軽量のアルミニウム等を使用して平坦な板に形成される。
【0017】
各フレキシブル配線板10は、例えば可撓性を有するポリエステルやポリイミド等の材料からなる薄い絶縁性フィルムを備え、この絶縁性フィルムの表面には、所定の導体パターンがプリントされており、両端部には肉厚のコネクタ部11と補強板とがそれぞれ幅広に配設される。このようなフレキシブル配線板10は、キャリア板3の凹み領域35内に着脱自在に保持され、この保持状態で搬送されたり、クリームハンダがスキージングされたり、クリームハンダのスキージング後に図示しない各種の電子部品が実装される。
【0018】
キャリア板3は、剛性を有するベース板30と、このベース板30の平坦な表面に積層して接着される薄い枠板33とを備え、ベース板30の表面と枠板33の平面矩形の中空部34とが凹み領域35を形成するよう機能する。
【0019】
ベース板30は、例えば耐熱性を有する複数の薄い軽量のガラスエポキシ樹脂積層板(例えば一枚当たり0.16mm)が積層(例えば16枚)してプレスされることにより形成される。このベース板30の表面には、フレキシブル配線板10を着脱自在に粘着保持する複数の粘着層31と、各粘着層31上に粘着保持されたフレキシブル配線板10の肉厚部、換言すれば、コネクタ部11と補強板に嵌合してその厚さを吸収する厚さ吸収穴32とが配設され、これら複数の粘着層31と厚さ吸収穴32とが枠板33の中空部34に包囲される。
【0020】
複数の粘着層31は、例えばベース板30の表面長手方向に2×1のパターンで配列形成され、各粘着層31が耐熱性を有する平面矩形の薄いウレタンゴム、フッ素ゴム、シリコーンゴム等を使用して形成される。また、各厚さ吸収穴32は、粘着層31の周縁部の一部分に隣接するよう平面矩形に穿孔される。
【0021】
枠板33は、例えば耐熱性を有する一枚あるいは二枚の薄い(例えば合計0.2mm)軽量のガラスエポキシ樹脂積層板を使用して形成され、裏面には、両面接着タイプの接着シート36が接着されており、この接着シート36がベース板30の表面に接着される。枠板33の厚さ、換言すれば、凹み領域35の深さは、枠板33の平坦な表面とフレキシブル配線板10の表面との間に段差や高低差が生じないよう、フレキシブル配線板10、粘着層31、接着シート36の厚さ等を考慮して決定される。
【0022】
両面接着タイプの接着シート36としては、例えば厚さ50μmの熱硬化型接着シート(ボンディングシートとも言う)等が使用され、接着性の両面にはセパレート紙37がそれぞれ剥離可能に粘着されており、各セパレート紙37がキャリア板3の製造作業の進捗状況に応じて剥離される。
【0023】
上記において、キャリア板3を製造する場合には、先ず、枠板33となる薄い未加工のガラスエポキシ樹脂積層板を用意してその表面をアルコール等により洗浄し(図2参照)、このガラスエポキシ樹脂積層板の表面とセパレート紙37を一枚剥離した大きさの小さい両面接着タイプの接着シート36とを加熱が可能な熱ラミネート機器40によりラミネートして接着(図3参照)し、その後、気泡や異物のないことを確認する(図4参照)。
【0024】
この際、ガラスエポキシ樹脂積層板には、後工程に備えて位置合わせ孔4用の孔等を穿孔しておいても良い。また、ガラスエポキシ樹脂積層板と接着シート36とをラミネートする場合には、熱ラミネート機器40のローラ部でラミネートすることができるよう、接着シート36を摘んで上方にテンションを加えると良い(図3参照)。また、加熱の温度は70℃、ラミネートスピードは5メモリ、ラミネートの圧力は0.1MPa程度に設定すると良い。
【0025】
ガラスエポキシ樹脂積層板と接着シート36とをラミネートして接着したら、これらをルーター加工機器41や型等により加工して形や中空部34を整え、枠板33を形成(図5参照)してその加工部等の異常の有無を検査するとともに、エア等を使用して加工粉を除去する(図6参照)。この加工の際、ルーター加工機器41を使用する場合には、作業の便宜を図るため、ガラスエポキシ樹脂積層板と接着シート36とからなるラミネート体を複数積層しても良い。
【0026】
次いで、作業台42上に枠板33をセット(図7参照)してその接着シート36側を露出させ、接着シート36から残りのセパレート紙37を剥離(図8参照)して用意しておいたベース板30の表面を上方から位置決め接着し、このベース板30の全面に圧力を加えて接着度を高める(図9参照)。この際、作業台42として位置決め板1を使用することができる。また、ベース板30については、予めベーキング処理して複数の粘着層31と厚さ吸収穴32とを加工しておくことが好ましい。
【0027】
こうして枠板33とベース板30とを接着したら、熱ラミネート機器40にセットして仮圧着(図10参照)し、その後、乾燥機にセットして所定の時間、温度(150℃/1時間)で放置し、枠板33とベース板30とを本硬化させれば、凹み領域35を備えたキャリア板3を製造することができる。この際、仮圧着の加熱の温度は150℃、ラミネートスピードは5メモリ、ラミネートの圧力は0.1MPa程度に設定すると良い。また、接着した枠板33とベース板30とをラミネート機器40に複数回セットして仮圧着することができる。
【0028】
上記によれば、キャリア板3の表面に凹み領域35をエンドミル等により掘り込み加工するのではなく、別体のベース板30と枠板33とを一体に接着してキャリア板3に凹み領域35を組み合わせ形成するので、凹み領域35の平坦度を著しく向上させることができる。したがって、フレキシブル配線板10と枠板33の表面との間に段差や高低差が生じ、クリームハンダの塗布量が増減したり、この塗布量の増減に伴いハンダリフロー装置への投入時に電子部品の姿勢が変化し、部品実装エラーを招くことがない。
【0029】
また、枠板33として、多層構造の複数のガラスエポキシ樹脂積層板を使用するのではなく、精度に優れる一枚あるいは二枚のガラスエポキシ樹脂積層板を使用するので、面精度や厚み精度の低下を招いたり、不都合な傾斜の発生を有効に抑制防止することができ、凹み領域35の平坦度を向上させることができる。さらに、ベース板30と枠板33とを液状の接着剤ではなく、接着シート36により接着するので、余分な液溜まりが生じて精度を損ねることがなく、しかも、作業性の大幅な向上も期待できる。
【0030】
なお、上記実施形態では位置決め板1を単に示したが、位置決め板1の表面に、キャリア板3を貫通してフレキシブル配線板10の周縁部に穿孔された位置決め孔に挿通する複数の位置決めピンを立設しても良い。また、キャリア板3のベース板30については、市販品を購入して加工しても良いし、そうでなくても良い。また、ベース板30の表面に枠板33を接着シート36を介して接着したが、特に支障を来たさなければ、ベース板30の表面に枠板33を液状の接着剤により接着しても良い。
【0031】
また、キャリア板3のベース板30から粘着層31及び又は厚さ吸収穴32を省略しても良い。また、キャリア板3の製造後にベース板30に複数の粘着層31と厚さ吸収穴32とを加工することも可能である。さらに、メタルマスクによりフレキシブル配線板10の表面にクリームハンダを塗布しても良いが、ディスペンサ等によりクリームハンダを塗布することも可能である。
【図面の簡単な説明】
【0032】
【図1】本発明に係るキャリア体の実施形態を模式的に示す全体斜視説明図である。
【図2】本発明に係るキャリア体の製造方法の実施形態における枠板用のガラスエポキシ樹脂積層板を模式的に示す説明図である。
【図3】本発明に係るキャリア体の製造方法の実施形態におけるガラスエポキシ樹脂積層板と接着シートとをラミネートして接着する状態を模式的に示す説明図である。
【図4】本発明に係るキャリア体の製造方法の実施形態におけるガラスエポキシ樹脂積層板と接着シートに気泡や異物のないのを検査する状態を模式的に示す説明図である。
【図5】本発明に係るキャリア体の製造方法の実施形態におけるガラスエポキシ樹脂積層板と接着シートとを加工して枠板を形成する状態を模式的に示す説明図である。
【図6】本発明に係るキャリア体の製造方法の実施形態における枠板の加工部等の異常の有無を検査する状態を模式的に示す説明図である。
【図7】本発明に係るキャリア体の製造方法の実施形態における作業台に枠板をセットした状態を模式的に示す説明図である。
【図8】本発明に係るキャリア体の製造方法の実施形態における接着シートからセパレート紙を剥離する状態を模式的に示す説明図である。
【図9】本発明に係るキャリア体の製造方法の実施形態における枠板に接着したベース板の全面に圧力を加える状態を模式的に示す説明図である。
【図10】本発明に係るキャリア体の製造方法の実施形態における枠板とベース板とを接着して仮圧着する状態を模式的に示す説明図である。
【符号の説明】
【0033】
1 位置決め板
3 キャリア板
10 フレキシブル配線板(薄型基板)
11 コネクタ部
30 ベース板
31 粘着層
32 厚さ吸収穴
33 枠板(厚み板)
34 中空部
35 凹み領域
36 接着シート
37 セパレータ紙
【特許請求の範囲】
【請求項1】
キャリア板の表面に、ハンダの塗布される薄型基板を保持する凹み領域を形成したキャリア体であって、
キャリア板を、略平坦なベース板と、このベース板の表面に重ね設けられる厚み板とから構成し、この厚み板には、凹み領域を区画する中空部を形成したことを特徴とするキャリア体。
【請求項2】
キャリア板のベース板、及び又は厚み板をガラスエポキシ樹脂積層板とした請求項1記載のキャリア体。
【請求項3】
キャリア板の表面に、ハンダの塗布される薄型基板を保持する凹み領域を備えたキャリア体の製造方法であって、
厚み板に凹み領域を区画する中空部を形成し、この厚み板を略平坦なベース板の表面に重ねて接着することによりキャリア板を構成することを特徴とするキャリア体の製造方法。
【請求項1】
キャリア板の表面に、ハンダの塗布される薄型基板を保持する凹み領域を形成したキャリア体であって、
キャリア板を、略平坦なベース板と、このベース板の表面に重ね設けられる厚み板とから構成し、この厚み板には、凹み領域を区画する中空部を形成したことを特徴とするキャリア体。
【請求項2】
キャリア板のベース板、及び又は厚み板をガラスエポキシ樹脂積層板とした請求項1記載のキャリア体。
【請求項3】
キャリア板の表面に、ハンダの塗布される薄型基板を保持する凹み領域を備えたキャリア体の製造方法であって、
厚み板に凹み領域を区画する中空部を形成し、この厚み板を略平坦なベース板の表面に重ねて接着することによりキャリア板を構成することを特徴とするキャリア体の製造方法。
【図1】



【図2】
【図3】

【図4】
【図5】

【図6】

【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2007−281128(P2007−281128A)
【公開日】平成19年10月25日(2007.10.25)
【国際特許分類】
【出願番号】特願2006−104067(P2006−104067)
【出願日】平成18年4月5日(2006.4.5)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成19年10月25日(2007.10.25)
【国際特許分類】
【出願日】平成18年4月5日(2006.4.5)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]