
タンポンアプリケータアセンブリ用の外筒ならびに形成方法
【課題】使用者の快適性を増すように改良されたタンポンアプリケータアセンブリを形成する単純で低コストの方法を提供する。
【解決手段】外筒をモールド成形した後に外筒の所定領域内に後方テーパー領域を形成することを有している、タンポンアプリケータアセンブリ用の外筒を形成する方法が提供される。この方法は、第1の注型部中で外筒の第1の部分を、第2の注型部中で第2の部分を、第1および第2の注型部が第1の部分の最大外側ディメンションのところで接触するように、モールド成形することと、外筒を第1および第2の注型部から取り出すことと、第2の部分の所定領域内に張り出し領域を形成することとを有している。
【解決手段】外筒をモールド成形した後に外筒の所定領域内に後方テーパー領域を形成することを有している、タンポンアプリケータアセンブリ用の外筒を形成する方法が提供される。この方法は、第1の注型部中で外筒の第1の部分を、第2の注型部中で第2の部分を、第1および第2の注型部が第1の部分の最大外側ディメンションのところで接触するように、モールド成形することと、外筒を第1および第2の注型部から取り出すことと、第2の部分の所定領域内に張り出し領域を形成することとを有している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、タンポンアプリケータアセンブリの外筒と、このような外筒を成形する方法とに関する。
【背景技術】
【0002】
タンポンアプリケータアセンブリは、タンポン綿撤糸として公知の吸収剤、即ち、衛生材料を膣腔中に挿入するために使用される。市販のタンポンアプリケータアセンブリは、典型的には、外筒とプランジャーとを有し、プランジャーは、外筒内に収容された綿撤糸を放出するために使用される。
【0003】
このようなアセンブリの使用では、使用者が外筒を把持し、これを膣腔中に容易に導くことが出来るようにすることが必要である。これは、挿入中はアセンブリの一部または全体が使用者の視界の直線からずれるため、特に重要である。従って、把持および制御が難しいアセンブリにより、綿撤糸の適当で快適な挿入が妨げられることがある。
【0004】
アセンブリを把持および制御する難しさに関連した他の問題は、把持能力の欠如を補うために使用者が外筒に過度の把持力をかけることが多くなることである。この過度の把持力は、外筒および/又はプランジャーを部分的に変形させ、損傷を与え、その結果、アセンブリを歪めて、綿撤糸のアセンブリからの通常の移動経路を遮ることがある。従って、使用者は、アセンブリから綿撤糸を放出する相当量の力をかける必要があり、そのため、不快にさせられることがある。
【0005】
多くの要因が組み合わさって、タンポンアプリケータアセンブリ使用中の使用者の快適性を向上させる。例えば、使用者の快適性は、1つ以上の容易さの要素によって影響を受ける。こうした容易さの要素には、アセンブリが膣中に挿入される際の容易さ、綿撤糸がアセンブリから放出される際の容易さ、および使用済みのアセンブリが膣から取り除かれる際の容易さなどが含まれる。しかしながら、これらの領域の1つ以上を改良する特性を組み込むようにこのアセンブリを設計することにより、アセンブリの製造コストが大幅に増される。
【0006】
かくして、上述された容易さのうち1つ以上を改良することによって使用者の快適性を増すように改良されたタンポンアプリケータアセンブリを形成する単純で低コストの方法を提供する必要がある。
【発明の概要】
【0007】
本発明の1つの目的は、タンポンアプリケータアセンブリの外筒を形成する方法を提供することである。
【0008】
本発明のもう1つの目的は、張り出し指把持部を有するような外筒を形成する方法を提供することである。
【0009】
本発明の更なる目的は、肩領域および張り出し領域を備えた指把持部を有する外筒を形成する方法を提供することである。
【0010】
本発明の更なるもう1つの目的は、テーパーが付けられた先端部と、テーパーが付けられた主部と、張り出し指把持部とを有する外筒を形成する方法を提供することである。
【0011】
本発明のこれらおよび他の目的は、外筒をモールド成形した後、外筒の一領域に張り出し領域を形成する方法によって果される。
【0012】
本発明は、第1の注型部と第2の注型部とが第1の部分の最大の外側ディメンションのところで接触されている状態で、第1の注型部中で外筒の第1の部分を、第2の注型部中で外筒の第2の部分をモールド成形することと、第1および第2の注型部から外筒を取り出すことと、第2の部分の所定領域に張り出し領域を形成することとを有する方法を提供する。
【0013】
本発明はまた、第1の注型キャビティと第2の注型キャビティとが第1の注型キャビティの最大の外側ディメンションで接触するようにこれら第1の注型キャビティと第2の注型キャビティとを流体連通させるように配置することと、外筒を形成するように材料を第1および第2の注型キャビティ中に注入することと、外筒を第1および第2の注型部から取り出すことと、第2の注型キャビティから取り出された外筒の一部分に張り出し領域を形成することとを有する方法を提供する。
【0014】
更に、本発明は、タンポンアプリケータアセンブリと共に使用するための外筒を提供する。この外筒は、挿入先端部と、主部と、指把持部とを有している。指把持部は、第1の領域と、把持領域と、第2の領域とを有している。第1の領域は、第1の外側ディメンションを有する第1の平面で主部と交わっている。把持領域は、第1の領域と交わっており、第2の外側ディメンションを有している。第2の領域は、把持領域と交わり、第3の外側ディメンションを有している。第1の外側ディメンションは、第2の外側ディメンションよりも大きく、第3の外側ディメンションは、第2の外側ディメンションよりも大きい。第2の領域の例外を有する外筒は、2部モールド成形作業によって成形され、第2の領域は、2部モールド成形作業後に形成作業を行なうことによって形成される。
【図面の簡単な説明】
【0015】
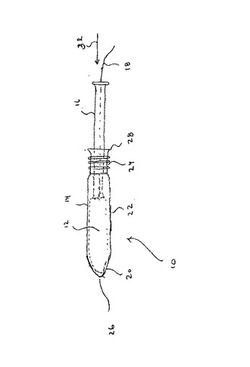
【図1】図1は、本発明に係わるタンポンアプリケータアセンブリの例示的な1実施形態の側面図である。
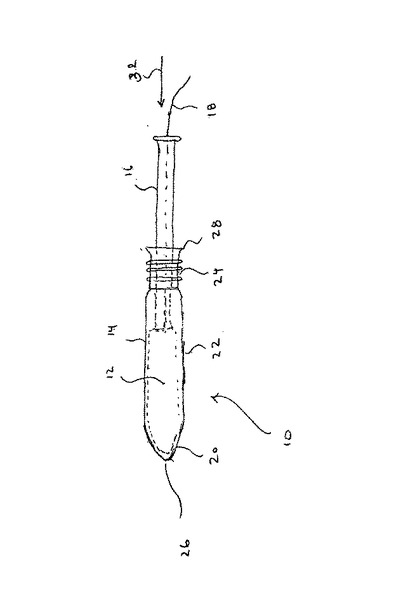
【図2】図2は、綿撤糸の放出中の図1のアセンブリの側面図である。
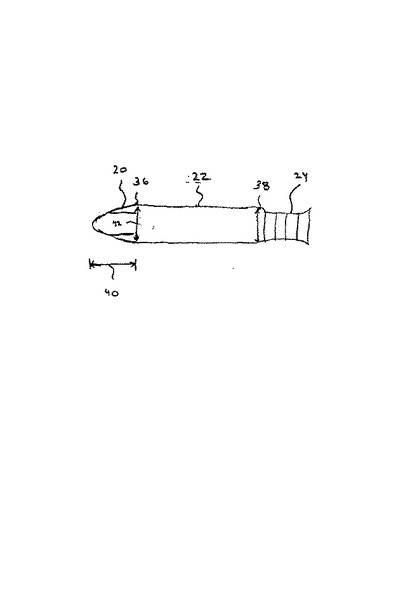
【図3】図3は、図2の外筒の断面図である。
【図4】図4は、図1の外筒の側面図である。
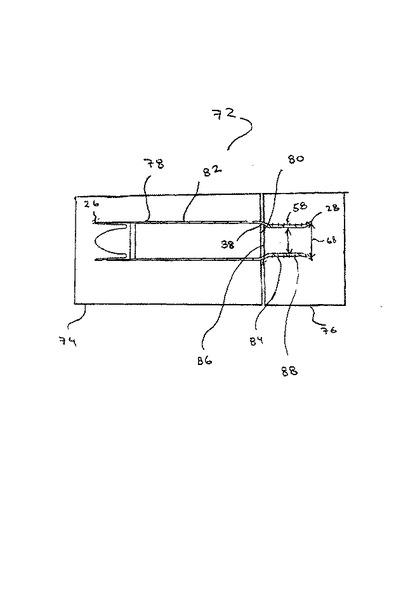
【図5】図5は、本発明の方法による問題点の克服を図示している、図1の外筒のモールド成形作業の断面図である。
【図6】図6は、本発明に係わるモールド成形作業の断面図である。
【図7】図7は、本発明に係わる形成作業の側面図である。
【発明を実施するための形態】
【0016】
本発明の上述および他の特性および利点は、以下の説明、図面、および添付請求項によって当業者に理解されるだろう。
【0017】
図面、特に図1および図2では、参照符号10で全体的に示された改良されたタンポンアプリケータアセンブリの例示的な実施形態が、図示されている。改良されたアセンブリ10は、先行技術のタンポンアプリケータアセンブリと比べると、挿入、使用、および除去が簡単である。
【0018】
アセンブリ10は、綿撤糸12、外筒14、およびプランジャー16を有している。綿撤糸12は、外筒14内に配置可能にされている。綿撤糸12には、引き出しコード18が接続されており、このコードは、外筒13およびプランジャー16を通ってアセンブリ10の外まで延びている。
【0019】
外筒14は、3つの部分、即ち、挿入先端部20、主部22、および指把持部24に分けられる。挿入先端部20は、外筒14の第1の、即ち先端の端部26を形成しており、指把持部24は、外筒の第2の、即ちプランジャーの端部28で終端している。
【0020】
プランジャー16は、外筒14から綿撤糸12を放出可能にされている。例えば、第1の端部26は、この端部の付近に配置された複数の分かれたペタル30を有していてよい。ペタル30は、綿撤糸12によって所定の放出力がかけられたときに、開口し得る(図2)。プランジャー16は、外筒内に第2の端部28で摺動可能に配置されている。綿撤糸12は、矢印32の方向へのプランジャー16の動きにより第1の端部26から放出される。プランジャー16が矢印32の方向へ動くにつれて、ペタルが開口して綿撤糸が第1の端部26を通して外筒14から放出されるまでプランジャーが綿撤糸12をペタル30中に付勢する。
【0021】
ペタル30は、複数のスリット34によって挿入先端部20内に形成されている。この外筒14の挿入先端部20は4つのペタル30を有するように示されているが、これは単なる例であることを認識されたい。言うまでもなく、4つ以上または4つ以下のペタルを備えた挿入先端部20も、本発明の範囲内である。例えば、挿入先端部20は、所定数のペタルを有し、好ましくは約2つないし約6つのペタル、更に好ましくは約3つないし約5つのペタル、最も好ましくは約4つのペタルを有している。
【0022】
図3および図4では、挿入先端部20と主部22とは、第1の平面36で交わっており、主部と指把持部24とは、第2の平面38で交わっている。第2の平面38は、指把持部24が主部22から離れる方向に湾曲するところに形成されていると好ましい。
【0023】
図1に示されているように閉じた位置にあるときは、複数のペタル30全体が、挿入先端部20に挿入を容易にする形状を与える。質的および量的な消費者調査により、挿入先端部20にテーパーを付けると、アセンブリ10の外筒14の挿入に関連する快適性の実際に認知されるレベルが大きく向上され得ることが決定されている。
【0024】
挿入先端部20は、長さ40と外側ディメンション42とを有している。アセンブリ10は、外側ディメンション42が外径であるような円形の断面を有していると好ましい。しかしながら、アセンブリ10が楕円形または多角形などの非円形の断面を有することも本発明では考えられる。
【0025】
長さ40は、第1の平面36と第1の端部26との間の距離として規定されている。外側ディメンション42は、線形もしくは非線形に、第1の平面36の最大部から第1の端部26の最小部までテーパーが付けられている(例えば長さ40に沿って減少する)。挿入先端部20のテーパーは、先端部の最大の外側ディメンションによって割られた挿入先端部20の長さ40の比として規定されている。挿入先端部20の最大の外側ディメンションは、第1の平面36の外側ディメンション42である。挿入先端部20は、好ましくは約0.55ないし約1.6、更に好ましくは約0.66より大きいテーパー比を有している。例えば、好ましい実施形態では、挿入先端部20は、約0.66ないし約1.6、更に好ましくは約0.7ないし約0.9のテーパー比を有している。
【0026】
ペタル30は、長さ44と幅46とを有している。挿入先端部20は、幅46によって割られた長さ44として規定されたペタルの幅に対する長さの比を有している。挿入先端部20は、好ましくは約0.8ないし約3.0の、更に好ましくは約2.0を超える範囲のペタルの幅に対する長さの比を有している。
【0027】
更に、主部22にテーパーを付けることにより、アセンブリ10の挿入外筒14と関連した快適性の実際に認知されるレベルを向上させることができる。
【0028】
主部22は、長さ48と、外筒14の最大の外側ディメンションを規定する外側ディメンション50とを有している。長さ48は、第1の平面36と第2の平面38との間の距離として規定されている。外側ディメンション50は、線形あるいは非線形に、第2の平面38の最大の外側ディメンション50から第1の平面36の最小の外側ディメンション42まで、テーパーが付けられ(例えば長さ48に沿って減少し)ている。
【0029】
主部22は主部のテーパーを有し、この主部のテーパーは、第1の平面36のディメンション42で割られた第2の平面38のディメンション50の比として規定されている。主部22は、約1.07ないし約1.15のテーパー比を有していると好ましく、約1.08ないし約1.13のテーパー比を有していると更に好ましい。
【0030】
外筒14は、図1に示されているように、第1の端部26と第2の端部28との間の距離として規定された全長52を有している。第2の平面38は、第1の端部26よりも第2の端部28に近いところに位置していると好ましい。即ち、第2の平面38と、かくして、主部22の最大の外側ディメンション(例えばディメンション50)は、外筒14の第1の端部26から全長52の半分以上過ぎたところに位置している。好ましくは、第2の平面38は、第1の端部26から全長52の約55%ないし約85%のところに位置していると好ましく、約60%ないし約75%のところに位置していると更に好ましい。
【0031】
主部22にこのようにテーパーを付けると、挿入先端部20のみの長さよりも長い外筒14の長さにわたって外陰膣チャネル中に徐々に分け入るようになるため、挿入時の快適性が促進される。主部22のテーパーは、一定のテーパーであると好ましい。
【0032】
また、アセンブリ10に指把持部24を形成することにより、アセンブリ10の外筒14を挿入することと、外筒から綿撤糸12を放出することと、外筒を取り去ることとに関連した快適性の実際に認知されるレベルが向上され得ることが、決定されている。
【0033】
図3では、指把持部24は、把持領域58を間に規定する肩領域54と張り出し領域56とによって境界を付けられている。肩領域54は、第2の平面38で主部22と交わり、第3の平面60で把持領域58と交わっている。同様に、張り出し領域56は、第4の平面62で把持領域58と交わり、第2の端部28で終端している。
【0034】
肩領域54は、外筒14を膣円蓋中に挿入する間、しっかりとした把持面を与える。張り出し領域56は、外筒14から綿撤糸12を放出する間と、体内から外筒を除去するときに、しっかりとした把持面を与える。かくして、領域54,56は、使用者の指が把持領域58から滑るのを減じることができる。
【0035】
把持領域58は、凹形、凸形、あるいはこれらの所定の組み合わせの形であってよく、長さ64を有している。この長さ64は、第3の平面60と第4の平面62との間の距離として規定されている。長さ64は、約13mm(0.5インチ)ないし約25mm(1インチ)であり、更に好ましくは約17mm(0.67インチ)ないし約21mm(0.83インチ)であり、最も好ましくは約19mm(0.75インチ)である。
【0036】
把持領域58は、長さ64に沿った少なくとも1つの平面で領域54,56の外側ディメンションよりも実質的に小さい外側ディメンション66を有している。把持領域58は、長さ64に沿って一定の断面形状あるいは断面領域を有していてよい。例えば、外側ディメンション66は、約4.5mm(0.175インチ)ないし約20.5mm(0.80インチ)であってよく、約11.5mm(0.45インチ)であると更に好ましい。
【0037】
図示された実施形態では、肩領域54は、第2の平面38に最大の外側ディメンション50を有しており、張り出し領域56は、第2の端部28に最大の外側ディメンション68を有している。肩領域54の外側ディメンション50は、張り出し領域56の外側ディメンション68と同じであってもよいし、異なっていてもよい。
【0038】
好ましくは、外側ディメンション50あるいは68は、各々が、外側ディメンション66よりも大きい。外側ディメンション50は、外側ディメンション66よりも好ましくは約10%ないし約30%、更に好ましくは約25%大きいと好ましい。更に、外側ディメンション68は、外側ディメンション66よりも好ましくは約10%ないし約30%、更に好ましくは約15%大きいと好ましい。
【0039】
把持領域58はまた、外筒14の把持性を改良するように、1つ以上の把持構造体70を有していてよい。適当な把持構造体70は、例えば、エンボス加工、隆起、スリット、溝、ルーバー、貫通孔、切開穴(lance)、研磨媒体、高いぬれ係数の摩擦材料、圧力感応接着剤、あるいはこれらの所定の組み合わせのうち1つ以上、更に好ましくは2つ以上を有している。更に、把持構造体70は、例えば、円弧形、円形、凹形、円錐形、凸形、ダイアモンド形、線形、楕円形、多角形、長方形、リブ形、正方形、三角形、あるいはこれらの所定の組み合わせの形を含む所定の形に形成可能である。
【0040】
アセンブリ10は、幾つかの特性の組み合わせを提供し、従来のアセンブリでは不可能だった消費者の利益を与える。例えば、アセンブリ10は、体内に容易かつ快適に挿入される。ここで、挿入先端部20および主部22のテーパーが組み合わせられて、外陰膣チャネル中に徐々に分け入り、また、指把持部24の肩領域54により、使用者が外筒14をしっかり把持できる。
【0041】
更に、アセンブリ10は、綿撤糸が中から容易に放出され得るアセンブリを提供することによって使用者の快適性を増す。ペタル比、ペタル30の幅に対する長さの比、およびプランジャー16の2つの端部の増されたディメンションが組み合わさり、外筒14からの綿撤糸12を放出する際の容易さと快適性とを増している。更に、指把持部24の張り出し領域56により、外筒から綿撤糸を放出する間、使用者が外筒14をしっかりと把持できる。
【0042】
更に、アセンブリ10は、容易かつ快適に体内から取り除かれる。また、挿入先端部20および主部22のテーパーと指把持部24の張り出し領域56とが組み合わさって、アセンブリ10を取り除く際の容易さ、快適性、把持を向上させる。
【0043】
外筒14の上述された構成(例えば、主部22と、指把持部24の張り出し領域56とのテーパー)によって使用者の快適性が向上されるが、他方では、この構成はアセンブリ10の製造コストを上昇させる可能性がある。
【0044】
典型的なタンポンアセンブリの外筒を形成する1つの低コストの方法には、第1の部分74および第2の部分76から成る2部注型72を使用せずに外筒を射出モールド成形することがある。第1の部分74は、第1の取り出し開口80を有する第1のキャビティ78を形成している。この第1のキャビティ78は、外筒14の前部82を規定している。この前部82は、外筒14の第1の端部26から第2の平面38に移行する部分である。前部82は、外筒14が最小の外径を有するところ(例えば第1の端部26)から始まり、第1の部分が最大の外径を有するところ(例えば外側ディメンション50)で終端している。更に、前部82は、平面38から第1の端部26までテーパーが付けられている(例えば、主部のテーパーおよび挿入先端部のテーパー)。
【0045】
同様に、第2の部分76は、第2の取り出し開口86を有する第2のキャビティ84を形成している。この第2のキャビティ84は、外筒14の後部88を形成している。この後部88は、第2の平面38から第2の端部28へと移行する部分として規定されている。この後部88は、外筒14が最大の外側ディメンションを有するところ(例えば、外側ディメンション50)から始まり、把持領域58の外側ディメンション66へと大きさを減じられていき、第2の端部28の外側ディメンション68で再び増している。
【0046】
第1および第2の部分74,76は、図5に示されているように第1および第2のキャビティ78,84が互いに流体連通されるように共に付勢される。溶融された材料が、第1および第2のキャビティ78,84中に注入され、続いて、外筒14を形成するように冷却される。外筒14をモールド成形した後、第1および第2の部分74,76は、外筒が注型72から夫々第1および第2の開口80,86を通して取り出され得るように分離される。
【0047】
前部82は、第1の端部26に最小の外側ディメンションを有し、平面38に最大の外側ディメンションを有しているため、第1の部分74から第1の取り出し開口80を通して容易に取り出され得る。しかしながら、後部88は、把持領域58の外側ディメンション66よりも大きな外側ディメンション68を第2の端部28に有している。かくして、第2の端部28の外側ディメンション68により、後部88が第2の端部76から第2の取り出し開口86を通して容易に取り出されないようにされ得る。
【0048】
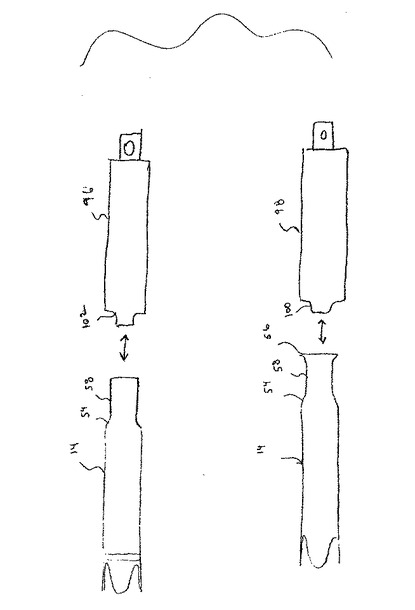
望ましい構成を有する外筒14を製造する低コストの方法90の例示的な実施形態の1つが、図6および図7を参照して説明されている。外筒14は、図6の2部モールド成形作業92と、これに続く図7のモールド成形後の作業94とを利用して形成されると好ましい。単なる例として、外筒14は、低密度ポリエチレン(LDPE)であるとして説明されている。言うまでもなく、モールド成形作業92と形成作業94とは、他の溶融可能な材料を使用して行なえる。
【0049】
2部モールド成形作業92では、図5を参照して詳しく説明されたように第1の部分74と第2の部分76とから成る2部注型72を使用する。しかしながら、第2のキャビティ84は、外筒14の肩領域54および把持領域58のみを規定している。第2のキャビティ84によって形成された後部88は張り出し領域56を有さないため、第2の部分76から第2の取り出し開口86を通して容易に取り出され得る。
【0050】
外筒14が注型72から取り出された後、形成作業94によって張り出し領域56が与えられる。形成作業94では、張り出し領域56を形成するように第1のマンドレル96と第2のマンドレル98とを使用する。
【0051】
外筒14がLDPEから形成されている例では、第1のマンドレル96がセ氏約99度(華氏約210度)ないしセ氏約110度(華氏約230度)まで、更に好ましくはセ氏約104度(華氏約220度)まで加熱される。続いて、第1のマンドレル96が、約1秒ないし約3秒間、更に好ましくは約2秒間、外筒14の第2の端部28と接触される。第1のマンドレル96が外筒14の材料の溶融温度に近い温度まで加熱されることから、第1のマンドレルを外筒に接触させると、外筒の材料が軟化される。
【0052】
第2のマンドレル98は、外筒14の第2の端部28に所望の形状の張り出し領域56を形成するようなディメンションにされた形成端部100を有している。この第2のマンドレル98は、セ氏約18度(華氏約65度)ないしセ氏約24度(華氏約75度)まで、更に好ましくはセ氏約21度(華氏約70度)まで冷却される。第1のマンドレル96が第2の端部28から取り除かれた後、第2のマンドレル98の形成端部100が、第2の端部に挿入される。第2のマンドレル98が、約1秒ないし約3秒間、更に好ましくは約2秒間、外筒14の第2の端部28と接触される。形成端部100が所望の形状の張り出し領域56を備え、外筒14の材料の溶融温度より十分に低い温度を有していることから、第2のマンドレルは、外筒の材料を硬化させる(set)間、外筒を所望の形状に保持する。
【0053】
第1のマンドレル96もまた、形成端部102を有することができる。この形成端部102は、第2のマンドレル98の形成端部100と同じ外形あるいは異なる外形を有していてよいが、形成端部100と同じ外形を有していると更に好ましい。従って、第1のマンドレル96の形成端部102は、張り出し領域56を形成するように、第2の端部28を軟化させるのとこの第2の端部の再成形を開始させるのと両方のために使用され得る。そして、第2のマンドレル98の形成端部100は、所定の温度の第2のマンドレルが材料を所望の形状に硬化させる間、後方テーパー領域を所望の形状に維持する。
【0054】
マンドレル96を取り除き第2のマンドレル98を挿入するための形成作業94のドウェル時間は、好ましくは約0.5秒ないし約1.5秒であり、更に好ましくは約1秒である。かくして、形成作業94では、全サイクルにかかる時間が約2.5秒ないし約7.5秒であり、更に好ましくは5秒である。
【0055】
方法90は、これ以外では必要となるような複雑なモールド成形作業に係わるコストおよび時間を発生させずに、有利に所望の構造を有する外筒14を形成することが決定されている。更に、方法90は、外筒14の第2の端部28に張り出し領域56を単純かつ容易に与えるように現在の製造プロセスを改良するために利用可能である。
【0056】
また、“第1”“第2”および“第3”などの用語は、本明細書では様々の部品を修飾するのに使用され得ることに注意されたい。これらの修飾語句は、特に述べられていない限り、修飾された部品について、空間的、順次的、あるいは階層的な順番を示すものではない。
【0057】
本発明は、1つ以上の例示的な実施形態を参照して説明されてきたが、本発明の範囲から逸脱することなく様々の変化が成され、その部品が同等のもので代用され得ることを、当業者は理解するだろう。更に、本発明の範囲から逸脱することなく、特定の状況あるいは材料を開示された教示に適合させるように、多くの修正が成され得る。かくして、本発明は、本発明を実施するために好ましい態様として開示された特定の実施形態に制限されることなく、添付請求項の範囲内に収まる全ての実施形態を含むように意図されている。
【符号の説明】
【0058】
10…タンポンアプリケータアセンブリ、14…外筒
【技術分野】
【0001】
本発明は、タンポンアプリケータアセンブリの外筒と、このような外筒を成形する方法とに関する。
【背景技術】
【0002】
タンポンアプリケータアセンブリは、タンポン綿撤糸として公知の吸収剤、即ち、衛生材料を膣腔中に挿入するために使用される。市販のタンポンアプリケータアセンブリは、典型的には、外筒とプランジャーとを有し、プランジャーは、外筒内に収容された綿撤糸を放出するために使用される。
【0003】
このようなアセンブリの使用では、使用者が外筒を把持し、これを膣腔中に容易に導くことが出来るようにすることが必要である。これは、挿入中はアセンブリの一部または全体が使用者の視界の直線からずれるため、特に重要である。従って、把持および制御が難しいアセンブリにより、綿撤糸の適当で快適な挿入が妨げられることがある。
【0004】
アセンブリを把持および制御する難しさに関連した他の問題は、把持能力の欠如を補うために使用者が外筒に過度の把持力をかけることが多くなることである。この過度の把持力は、外筒および/又はプランジャーを部分的に変形させ、損傷を与え、その結果、アセンブリを歪めて、綿撤糸のアセンブリからの通常の移動経路を遮ることがある。従って、使用者は、アセンブリから綿撤糸を放出する相当量の力をかける必要があり、そのため、不快にさせられることがある。
【0005】
多くの要因が組み合わさって、タンポンアプリケータアセンブリ使用中の使用者の快適性を向上させる。例えば、使用者の快適性は、1つ以上の容易さの要素によって影響を受ける。こうした容易さの要素には、アセンブリが膣中に挿入される際の容易さ、綿撤糸がアセンブリから放出される際の容易さ、および使用済みのアセンブリが膣から取り除かれる際の容易さなどが含まれる。しかしながら、これらの領域の1つ以上を改良する特性を組み込むようにこのアセンブリを設計することにより、アセンブリの製造コストが大幅に増される。
【0006】
かくして、上述された容易さのうち1つ以上を改良することによって使用者の快適性を増すように改良されたタンポンアプリケータアセンブリを形成する単純で低コストの方法を提供する必要がある。
【発明の概要】
【0007】
本発明の1つの目的は、タンポンアプリケータアセンブリの外筒を形成する方法を提供することである。
【0008】
本発明のもう1つの目的は、張り出し指把持部を有するような外筒を形成する方法を提供することである。
【0009】
本発明の更なる目的は、肩領域および張り出し領域を備えた指把持部を有する外筒を形成する方法を提供することである。
【0010】
本発明の更なるもう1つの目的は、テーパーが付けられた先端部と、テーパーが付けられた主部と、張り出し指把持部とを有する外筒を形成する方法を提供することである。
【0011】
本発明のこれらおよび他の目的は、外筒をモールド成形した後、外筒の一領域に張り出し領域を形成する方法によって果される。
【0012】
本発明は、第1の注型部と第2の注型部とが第1の部分の最大の外側ディメンションのところで接触されている状態で、第1の注型部中で外筒の第1の部分を、第2の注型部中で外筒の第2の部分をモールド成形することと、第1および第2の注型部から外筒を取り出すことと、第2の部分の所定領域に張り出し領域を形成することとを有する方法を提供する。
【0013】
本発明はまた、第1の注型キャビティと第2の注型キャビティとが第1の注型キャビティの最大の外側ディメンションで接触するようにこれら第1の注型キャビティと第2の注型キャビティとを流体連通させるように配置することと、外筒を形成するように材料を第1および第2の注型キャビティ中に注入することと、外筒を第1および第2の注型部から取り出すことと、第2の注型キャビティから取り出された外筒の一部分に張り出し領域を形成することとを有する方法を提供する。
【0014】
更に、本発明は、タンポンアプリケータアセンブリと共に使用するための外筒を提供する。この外筒は、挿入先端部と、主部と、指把持部とを有している。指把持部は、第1の領域と、把持領域と、第2の領域とを有している。第1の領域は、第1の外側ディメンションを有する第1の平面で主部と交わっている。把持領域は、第1の領域と交わっており、第2の外側ディメンションを有している。第2の領域は、把持領域と交わり、第3の外側ディメンションを有している。第1の外側ディメンションは、第2の外側ディメンションよりも大きく、第3の外側ディメンションは、第2の外側ディメンションよりも大きい。第2の領域の例外を有する外筒は、2部モールド成形作業によって成形され、第2の領域は、2部モールド成形作業後に形成作業を行なうことによって形成される。
【図面の簡単な説明】
【0015】
【図1】図1は、本発明に係わるタンポンアプリケータアセンブリの例示的な1実施形態の側面図である。
【図2】図2は、綿撤糸の放出中の図1のアセンブリの側面図である。
【図3】図3は、図2の外筒の断面図である。
【図4】図4は、図1の外筒の側面図である。
【図5】図5は、本発明の方法による問題点の克服を図示している、図1の外筒のモールド成形作業の断面図である。
【図6】図6は、本発明に係わるモールド成形作業の断面図である。
【図7】図7は、本発明に係わる形成作業の側面図である。
【発明を実施するための形態】
【0016】
本発明の上述および他の特性および利点は、以下の説明、図面、および添付請求項によって当業者に理解されるだろう。
【0017】
図面、特に図1および図2では、参照符号10で全体的に示された改良されたタンポンアプリケータアセンブリの例示的な実施形態が、図示されている。改良されたアセンブリ10は、先行技術のタンポンアプリケータアセンブリと比べると、挿入、使用、および除去が簡単である。
【0018】
アセンブリ10は、綿撤糸12、外筒14、およびプランジャー16を有している。綿撤糸12は、外筒14内に配置可能にされている。綿撤糸12には、引き出しコード18が接続されており、このコードは、外筒13およびプランジャー16を通ってアセンブリ10の外まで延びている。
【0019】
外筒14は、3つの部分、即ち、挿入先端部20、主部22、および指把持部24に分けられる。挿入先端部20は、外筒14の第1の、即ち先端の端部26を形成しており、指把持部24は、外筒の第2の、即ちプランジャーの端部28で終端している。
【0020】
プランジャー16は、外筒14から綿撤糸12を放出可能にされている。例えば、第1の端部26は、この端部の付近に配置された複数の分かれたペタル30を有していてよい。ペタル30は、綿撤糸12によって所定の放出力がかけられたときに、開口し得る(図2)。プランジャー16は、外筒内に第2の端部28で摺動可能に配置されている。綿撤糸12は、矢印32の方向へのプランジャー16の動きにより第1の端部26から放出される。プランジャー16が矢印32の方向へ動くにつれて、ペタルが開口して綿撤糸が第1の端部26を通して外筒14から放出されるまでプランジャーが綿撤糸12をペタル30中に付勢する。
【0021】
ペタル30は、複数のスリット34によって挿入先端部20内に形成されている。この外筒14の挿入先端部20は4つのペタル30を有するように示されているが、これは単なる例であることを認識されたい。言うまでもなく、4つ以上または4つ以下のペタルを備えた挿入先端部20も、本発明の範囲内である。例えば、挿入先端部20は、所定数のペタルを有し、好ましくは約2つないし約6つのペタル、更に好ましくは約3つないし約5つのペタル、最も好ましくは約4つのペタルを有している。
【0022】
図3および図4では、挿入先端部20と主部22とは、第1の平面36で交わっており、主部と指把持部24とは、第2の平面38で交わっている。第2の平面38は、指把持部24が主部22から離れる方向に湾曲するところに形成されていると好ましい。
【0023】
図1に示されているように閉じた位置にあるときは、複数のペタル30全体が、挿入先端部20に挿入を容易にする形状を与える。質的および量的な消費者調査により、挿入先端部20にテーパーを付けると、アセンブリ10の外筒14の挿入に関連する快適性の実際に認知されるレベルが大きく向上され得ることが決定されている。
【0024】
挿入先端部20は、長さ40と外側ディメンション42とを有している。アセンブリ10は、外側ディメンション42が外径であるような円形の断面を有していると好ましい。しかしながら、アセンブリ10が楕円形または多角形などの非円形の断面を有することも本発明では考えられる。
【0025】
長さ40は、第1の平面36と第1の端部26との間の距離として規定されている。外側ディメンション42は、線形もしくは非線形に、第1の平面36の最大部から第1の端部26の最小部までテーパーが付けられている(例えば長さ40に沿って減少する)。挿入先端部20のテーパーは、先端部の最大の外側ディメンションによって割られた挿入先端部20の長さ40の比として規定されている。挿入先端部20の最大の外側ディメンションは、第1の平面36の外側ディメンション42である。挿入先端部20は、好ましくは約0.55ないし約1.6、更に好ましくは約0.66より大きいテーパー比を有している。例えば、好ましい実施形態では、挿入先端部20は、約0.66ないし約1.6、更に好ましくは約0.7ないし約0.9のテーパー比を有している。
【0026】
ペタル30は、長さ44と幅46とを有している。挿入先端部20は、幅46によって割られた長さ44として規定されたペタルの幅に対する長さの比を有している。挿入先端部20は、好ましくは約0.8ないし約3.0の、更に好ましくは約2.0を超える範囲のペタルの幅に対する長さの比を有している。
【0027】
更に、主部22にテーパーを付けることにより、アセンブリ10の挿入外筒14と関連した快適性の実際に認知されるレベルを向上させることができる。
【0028】
主部22は、長さ48と、外筒14の最大の外側ディメンションを規定する外側ディメンション50とを有している。長さ48は、第1の平面36と第2の平面38との間の距離として規定されている。外側ディメンション50は、線形あるいは非線形に、第2の平面38の最大の外側ディメンション50から第1の平面36の最小の外側ディメンション42まで、テーパーが付けられ(例えば長さ48に沿って減少し)ている。
【0029】
主部22は主部のテーパーを有し、この主部のテーパーは、第1の平面36のディメンション42で割られた第2の平面38のディメンション50の比として規定されている。主部22は、約1.07ないし約1.15のテーパー比を有していると好ましく、約1.08ないし約1.13のテーパー比を有していると更に好ましい。
【0030】
外筒14は、図1に示されているように、第1の端部26と第2の端部28との間の距離として規定された全長52を有している。第2の平面38は、第1の端部26よりも第2の端部28に近いところに位置していると好ましい。即ち、第2の平面38と、かくして、主部22の最大の外側ディメンション(例えばディメンション50)は、外筒14の第1の端部26から全長52の半分以上過ぎたところに位置している。好ましくは、第2の平面38は、第1の端部26から全長52の約55%ないし約85%のところに位置していると好ましく、約60%ないし約75%のところに位置していると更に好ましい。
【0031】
主部22にこのようにテーパーを付けると、挿入先端部20のみの長さよりも長い外筒14の長さにわたって外陰膣チャネル中に徐々に分け入るようになるため、挿入時の快適性が促進される。主部22のテーパーは、一定のテーパーであると好ましい。
【0032】
また、アセンブリ10に指把持部24を形成することにより、アセンブリ10の外筒14を挿入することと、外筒から綿撤糸12を放出することと、外筒を取り去ることとに関連した快適性の実際に認知されるレベルが向上され得ることが、決定されている。
【0033】
図3では、指把持部24は、把持領域58を間に規定する肩領域54と張り出し領域56とによって境界を付けられている。肩領域54は、第2の平面38で主部22と交わり、第3の平面60で把持領域58と交わっている。同様に、張り出し領域56は、第4の平面62で把持領域58と交わり、第2の端部28で終端している。
【0034】
肩領域54は、外筒14を膣円蓋中に挿入する間、しっかりとした把持面を与える。張り出し領域56は、外筒14から綿撤糸12を放出する間と、体内から外筒を除去するときに、しっかりとした把持面を与える。かくして、領域54,56は、使用者の指が把持領域58から滑るのを減じることができる。
【0035】
把持領域58は、凹形、凸形、あるいはこれらの所定の組み合わせの形であってよく、長さ64を有している。この長さ64は、第3の平面60と第4の平面62との間の距離として規定されている。長さ64は、約13mm(0.5インチ)ないし約25mm(1インチ)であり、更に好ましくは約17mm(0.67インチ)ないし約21mm(0.83インチ)であり、最も好ましくは約19mm(0.75インチ)である。
【0036】
把持領域58は、長さ64に沿った少なくとも1つの平面で領域54,56の外側ディメンションよりも実質的に小さい外側ディメンション66を有している。把持領域58は、長さ64に沿って一定の断面形状あるいは断面領域を有していてよい。例えば、外側ディメンション66は、約4.5mm(0.175インチ)ないし約20.5mm(0.80インチ)であってよく、約11.5mm(0.45インチ)であると更に好ましい。
【0037】
図示された実施形態では、肩領域54は、第2の平面38に最大の外側ディメンション50を有しており、張り出し領域56は、第2の端部28に最大の外側ディメンション68を有している。肩領域54の外側ディメンション50は、張り出し領域56の外側ディメンション68と同じであってもよいし、異なっていてもよい。
【0038】
好ましくは、外側ディメンション50あるいは68は、各々が、外側ディメンション66よりも大きい。外側ディメンション50は、外側ディメンション66よりも好ましくは約10%ないし約30%、更に好ましくは約25%大きいと好ましい。更に、外側ディメンション68は、外側ディメンション66よりも好ましくは約10%ないし約30%、更に好ましくは約15%大きいと好ましい。
【0039】
把持領域58はまた、外筒14の把持性を改良するように、1つ以上の把持構造体70を有していてよい。適当な把持構造体70は、例えば、エンボス加工、隆起、スリット、溝、ルーバー、貫通孔、切開穴(lance)、研磨媒体、高いぬれ係数の摩擦材料、圧力感応接着剤、あるいはこれらの所定の組み合わせのうち1つ以上、更に好ましくは2つ以上を有している。更に、把持構造体70は、例えば、円弧形、円形、凹形、円錐形、凸形、ダイアモンド形、線形、楕円形、多角形、長方形、リブ形、正方形、三角形、あるいはこれらの所定の組み合わせの形を含む所定の形に形成可能である。
【0040】
アセンブリ10は、幾つかの特性の組み合わせを提供し、従来のアセンブリでは不可能だった消費者の利益を与える。例えば、アセンブリ10は、体内に容易かつ快適に挿入される。ここで、挿入先端部20および主部22のテーパーが組み合わせられて、外陰膣チャネル中に徐々に分け入り、また、指把持部24の肩領域54により、使用者が外筒14をしっかり把持できる。
【0041】
更に、アセンブリ10は、綿撤糸が中から容易に放出され得るアセンブリを提供することによって使用者の快適性を増す。ペタル比、ペタル30の幅に対する長さの比、およびプランジャー16の2つの端部の増されたディメンションが組み合わさり、外筒14からの綿撤糸12を放出する際の容易さと快適性とを増している。更に、指把持部24の張り出し領域56により、外筒から綿撤糸を放出する間、使用者が外筒14をしっかりと把持できる。
【0042】
更に、アセンブリ10は、容易かつ快適に体内から取り除かれる。また、挿入先端部20および主部22のテーパーと指把持部24の張り出し領域56とが組み合わさって、アセンブリ10を取り除く際の容易さ、快適性、把持を向上させる。
【0043】
外筒14の上述された構成(例えば、主部22と、指把持部24の張り出し領域56とのテーパー)によって使用者の快適性が向上されるが、他方では、この構成はアセンブリ10の製造コストを上昇させる可能性がある。
【0044】
典型的なタンポンアセンブリの外筒を形成する1つの低コストの方法には、第1の部分74および第2の部分76から成る2部注型72を使用せずに外筒を射出モールド成形することがある。第1の部分74は、第1の取り出し開口80を有する第1のキャビティ78を形成している。この第1のキャビティ78は、外筒14の前部82を規定している。この前部82は、外筒14の第1の端部26から第2の平面38に移行する部分である。前部82は、外筒14が最小の外径を有するところ(例えば第1の端部26)から始まり、第1の部分が最大の外径を有するところ(例えば外側ディメンション50)で終端している。更に、前部82は、平面38から第1の端部26までテーパーが付けられている(例えば、主部のテーパーおよび挿入先端部のテーパー)。
【0045】
同様に、第2の部分76は、第2の取り出し開口86を有する第2のキャビティ84を形成している。この第2のキャビティ84は、外筒14の後部88を形成している。この後部88は、第2の平面38から第2の端部28へと移行する部分として規定されている。この後部88は、外筒14が最大の外側ディメンションを有するところ(例えば、外側ディメンション50)から始まり、把持領域58の外側ディメンション66へと大きさを減じられていき、第2の端部28の外側ディメンション68で再び増している。
【0046】
第1および第2の部分74,76は、図5に示されているように第1および第2のキャビティ78,84が互いに流体連通されるように共に付勢される。溶融された材料が、第1および第2のキャビティ78,84中に注入され、続いて、外筒14を形成するように冷却される。外筒14をモールド成形した後、第1および第2の部分74,76は、外筒が注型72から夫々第1および第2の開口80,86を通して取り出され得るように分離される。
【0047】
前部82は、第1の端部26に最小の外側ディメンションを有し、平面38に最大の外側ディメンションを有しているため、第1の部分74から第1の取り出し開口80を通して容易に取り出され得る。しかしながら、後部88は、把持領域58の外側ディメンション66よりも大きな外側ディメンション68を第2の端部28に有している。かくして、第2の端部28の外側ディメンション68により、後部88が第2の端部76から第2の取り出し開口86を通して容易に取り出されないようにされ得る。
【0048】
望ましい構成を有する外筒14を製造する低コストの方法90の例示的な実施形態の1つが、図6および図7を参照して説明されている。外筒14は、図6の2部モールド成形作業92と、これに続く図7のモールド成形後の作業94とを利用して形成されると好ましい。単なる例として、外筒14は、低密度ポリエチレン(LDPE)であるとして説明されている。言うまでもなく、モールド成形作業92と形成作業94とは、他の溶融可能な材料を使用して行なえる。
【0049】
2部モールド成形作業92では、図5を参照して詳しく説明されたように第1の部分74と第2の部分76とから成る2部注型72を使用する。しかしながら、第2のキャビティ84は、外筒14の肩領域54および把持領域58のみを規定している。第2のキャビティ84によって形成された後部88は張り出し領域56を有さないため、第2の部分76から第2の取り出し開口86を通して容易に取り出され得る。
【0050】
外筒14が注型72から取り出された後、形成作業94によって張り出し領域56が与えられる。形成作業94では、張り出し領域56を形成するように第1のマンドレル96と第2のマンドレル98とを使用する。
【0051】
外筒14がLDPEから形成されている例では、第1のマンドレル96がセ氏約99度(華氏約210度)ないしセ氏約110度(華氏約230度)まで、更に好ましくはセ氏約104度(華氏約220度)まで加熱される。続いて、第1のマンドレル96が、約1秒ないし約3秒間、更に好ましくは約2秒間、外筒14の第2の端部28と接触される。第1のマンドレル96が外筒14の材料の溶融温度に近い温度まで加熱されることから、第1のマンドレルを外筒に接触させると、外筒の材料が軟化される。
【0052】
第2のマンドレル98は、外筒14の第2の端部28に所望の形状の張り出し領域56を形成するようなディメンションにされた形成端部100を有している。この第2のマンドレル98は、セ氏約18度(華氏約65度)ないしセ氏約24度(華氏約75度)まで、更に好ましくはセ氏約21度(華氏約70度)まで冷却される。第1のマンドレル96が第2の端部28から取り除かれた後、第2のマンドレル98の形成端部100が、第2の端部に挿入される。第2のマンドレル98が、約1秒ないし約3秒間、更に好ましくは約2秒間、外筒14の第2の端部28と接触される。形成端部100が所望の形状の張り出し領域56を備え、外筒14の材料の溶融温度より十分に低い温度を有していることから、第2のマンドレルは、外筒の材料を硬化させる(set)間、外筒を所望の形状に保持する。
【0053】
第1のマンドレル96もまた、形成端部102を有することができる。この形成端部102は、第2のマンドレル98の形成端部100と同じ外形あるいは異なる外形を有していてよいが、形成端部100と同じ外形を有していると更に好ましい。従って、第1のマンドレル96の形成端部102は、張り出し領域56を形成するように、第2の端部28を軟化させるのとこの第2の端部の再成形を開始させるのと両方のために使用され得る。そして、第2のマンドレル98の形成端部100は、所定の温度の第2のマンドレルが材料を所望の形状に硬化させる間、後方テーパー領域を所望の形状に維持する。
【0054】
マンドレル96を取り除き第2のマンドレル98を挿入するための形成作業94のドウェル時間は、好ましくは約0.5秒ないし約1.5秒であり、更に好ましくは約1秒である。かくして、形成作業94では、全サイクルにかかる時間が約2.5秒ないし約7.5秒であり、更に好ましくは5秒である。
【0055】
方法90は、これ以外では必要となるような複雑なモールド成形作業に係わるコストおよび時間を発生させずに、有利に所望の構造を有する外筒14を形成することが決定されている。更に、方法90は、外筒14の第2の端部28に張り出し領域56を単純かつ容易に与えるように現在の製造プロセスを改良するために利用可能である。
【0056】
また、“第1”“第2”および“第3”などの用語は、本明細書では様々の部品を修飾するのに使用され得ることに注意されたい。これらの修飾語句は、特に述べられていない限り、修飾された部品について、空間的、順次的、あるいは階層的な順番を示すものではない。
【0057】
本発明は、1つ以上の例示的な実施形態を参照して説明されてきたが、本発明の範囲から逸脱することなく様々の変化が成され、その部品が同等のもので代用され得ることを、当業者は理解するだろう。更に、本発明の範囲から逸脱することなく、特定の状況あるいは材料を開示された教示に適合させるように、多くの修正が成され得る。かくして、本発明は、本発明を実施するために好ましい態様として開示された特定の実施形態に制限されることなく、添付請求項の範囲内に収まる全ての実施形態を含むように意図されている。
【符号の説明】
【0058】
10…タンポンアプリケータアセンブリ、14…外筒
【特許請求の範囲】
【請求項1】
タンポンアプリケータアセンブリ用の外筒を形成する方法であって、
第1の部分を第1の注型部中で、第2の部分を第2の注型部中で、前記第1および第2の注型部が前記第1の部分の最大の外側ディメンションのところで接触するように、モールド成形することと、
前記外筒を前記第1の注型部および第2の注型部から取り出すことと、
前記第2の部分の所定の領域にフレア部を形成することとを具備する方法。
【請求項2】
前記フレア部を形成することは、前記領域を軟化させるのに十分な温度を有している第1のマンドレルを前記領域中に挿入することを有している、請求項1の方法。
【請求項3】
前記フレア部の所望の形状に対応した形状を有している第2のマンドレルを前記領域中に挿入することを更に具備している、請求項2の方法。
【請求項4】
前記第2のマンドレルを挿入する前に、前記領域から第1のマンドレルを取り除くことを更に具備している、請求項3の方法。
【請求項5】
前記第1のマンドレルは、前記フレア部の所望の形状に対応した形状を有している、請求項3の方法。
【請求項6】
前記領域は、前記領域を硬化させるのに十分な温度を第2のマンドレルから受ける、請求項3の方法。
【請求項7】
タンポンアプリケータアセンブリ用の外筒を形成する方法であって、
第1の注型キャビティと第2の注型キャビティとが第1の注型キャビティの最大の外側ディメンションのところで接触するように、これら第1の注型キャビティと第2の注型キャビティとを互いに流体連通させることと、
前記外筒を形成するようにこれら第1の注型キャビティと第2の注型キャビティとの中に材料を注入することと、
これら第1の注型キャビティと第2の注型キャビティとから外筒を取り出すことと、
前記第2の注型キャビティから取り出された外筒の一部分にフレア部を形成することとを具備している方法。
【請求項8】
前記フレア部を形成することは、第1のマンドレルを高温に加熱することと、この第1のマンドレルを前記一部分に挿入することとを有している、請求項7の方法。
【請求項9】
前記高温は、セ氏約99度(華氏約210度)ないしセ氏約110度(華氏約230度)である、請求項8の方法。
【請求項10】
前記高温は、セ氏約104度(華氏約220度)である、請求項8の方法。
【請求項11】
約1秒ないし約3秒の間、第1のマンドレルを前記一部分に接触させることを更に具備している、請求項8の方法。
【請求項12】
前記第1のマンドレルは、約2秒の間、前記一部分と接触される、請求項11の方法。
【請求項13】
前記第1のマンドレルは、前記フレア部の所望の形状に対応した形状を有している、請求項8の方法。
【請求項14】
前記一部分から第1のマンドレルを取り除くことと、前記一部分に第2のマンドレルを挿入することとを更に具備し、前記第2のマンドレルは、フレア部の所望の形状に対応した形状を有している、請求項8の方法。
【請求項15】
前記第1のマンドレルを取り除くことと第2のマンドレルを挿入することとは、約0.5秒ないし約1.5秒のドウェル時間を有している、請求項14の方法。
【請求項16】
前記ドウェル時間は、約1秒である、請求項15の方法。
【請求項17】
前記第2のマンドレルは、温度が低くされている、請求項14の方法。
【請求項18】
前記低くされた温度は、セ氏約18度(華氏約65度)ないしセ氏約24度(華氏約75度)である、請求項17の方法。
【請求項19】
前記低くされた温度は、セ氏約21度(華氏約70度)である、請求項17の方法。
【請求項20】
約1秒ないし約3秒の間、前記一部分と第2のマンドレルを接触させることを更に具備している、請求項14の方法。
【請求項21】
前記第2のマンドレルは、約2秒間、前記一部分と接触される、請求項20の方法。
【請求項22】
タンポンアプリケータアセンブリに使用するための外筒であって、
複数のペタルを有する挿入先端部と、
主部と、
第1の領域、把持領域、および第2の領域を備えた指把持部とを具備しており、前記第1の領域は、第1の外側ディメンションを有する第1の平面で主部と交わ
り、前記把持領域は、第1の領域と交わると共に第2の外側ディメンションを有し、第2の領域は、把持領域と交わると共に第3の外側ディメンションを有し、また、前記第1の外側ディメンションは、第2の外側ディメンションよりも大きく、第3の外側ディメンションは、第2の外側ディメンションよりも大きく、
前記第1の外側ディメンションは、外筒の最大の外側ディメンションを形成して
いる、外筒。
【請求項23】
前記最大の外側ディメンションは、挿入先端部よりも指把持部に近いところに位置している、請求項22のアセンブリ。
【請求項24】
前記第3の外側ディメンションは、第1の外側ディメンションと等しい、請求項22のアセンブリ。
【請求項25】
前記主部は、約1.07ないし約1.15のテーパー比を有している、請求項22のアセンブリ。
【請求項26】
前記挿入先端部は、約0.66よりも大きいテーパー比を有している、請求項22のアセンブリ。
【請求項27】
前記複数のペタルは、約2ないし約3のペタルの幅に対する長さの比を有している、請求項22のアセンブリ。
【請求項1】
タンポンアプリケータアセンブリ用の外筒を形成する方法であって、
第1の部分を第1の注型部中で、第2の部分を第2の注型部中で、前記第1および第2の注型部が前記第1の部分の最大の外側ディメンションのところで接触するように、モールド成形することと、
前記外筒を前記第1の注型部および第2の注型部から取り出すことと、
前記第2の部分の所定の領域にフレア部を形成することとを具備する方法。
【請求項2】
前記フレア部を形成することは、前記領域を軟化させるのに十分な温度を有している第1のマンドレルを前記領域中に挿入することを有している、請求項1の方法。
【請求項3】
前記フレア部の所望の形状に対応した形状を有している第2のマンドレルを前記領域中に挿入することを更に具備している、請求項2の方法。
【請求項4】
前記第2のマンドレルを挿入する前に、前記領域から第1のマンドレルを取り除くことを更に具備している、請求項3の方法。
【請求項5】
前記第1のマンドレルは、前記フレア部の所望の形状に対応した形状を有している、請求項3の方法。
【請求項6】
前記領域は、前記領域を硬化させるのに十分な温度を第2のマンドレルから受ける、請求項3の方法。
【請求項7】
タンポンアプリケータアセンブリ用の外筒を形成する方法であって、
第1の注型キャビティと第2の注型キャビティとが第1の注型キャビティの最大の外側ディメンションのところで接触するように、これら第1の注型キャビティと第2の注型キャビティとを互いに流体連通させることと、
前記外筒を形成するようにこれら第1の注型キャビティと第2の注型キャビティとの中に材料を注入することと、
これら第1の注型キャビティと第2の注型キャビティとから外筒を取り出すことと、
前記第2の注型キャビティから取り出された外筒の一部分にフレア部を形成することとを具備している方法。
【請求項8】
前記フレア部を形成することは、第1のマンドレルを高温に加熱することと、この第1のマンドレルを前記一部分に挿入することとを有している、請求項7の方法。
【請求項9】
前記高温は、セ氏約99度(華氏約210度)ないしセ氏約110度(華氏約230度)である、請求項8の方法。
【請求項10】
前記高温は、セ氏約104度(華氏約220度)である、請求項8の方法。
【請求項11】
約1秒ないし約3秒の間、第1のマンドレルを前記一部分に接触させることを更に具備している、請求項8の方法。
【請求項12】
前記第1のマンドレルは、約2秒の間、前記一部分と接触される、請求項11の方法。
【請求項13】
前記第1のマンドレルは、前記フレア部の所望の形状に対応した形状を有している、請求項8の方法。
【請求項14】
前記一部分から第1のマンドレルを取り除くことと、前記一部分に第2のマンドレルを挿入することとを更に具備し、前記第2のマンドレルは、フレア部の所望の形状に対応した形状を有している、請求項8の方法。
【請求項15】
前記第1のマンドレルを取り除くことと第2のマンドレルを挿入することとは、約0.5秒ないし約1.5秒のドウェル時間を有している、請求項14の方法。
【請求項16】
前記ドウェル時間は、約1秒である、請求項15の方法。
【請求項17】
前記第2のマンドレルは、温度が低くされている、請求項14の方法。
【請求項18】
前記低くされた温度は、セ氏約18度(華氏約65度)ないしセ氏約24度(華氏約75度)である、請求項17の方法。
【請求項19】
前記低くされた温度は、セ氏約21度(華氏約70度)である、請求項17の方法。
【請求項20】
約1秒ないし約3秒の間、前記一部分と第2のマンドレルを接触させることを更に具備している、請求項14の方法。
【請求項21】
前記第2のマンドレルは、約2秒間、前記一部分と接触される、請求項20の方法。
【請求項22】
タンポンアプリケータアセンブリに使用するための外筒であって、
複数のペタルを有する挿入先端部と、
主部と、
第1の領域、把持領域、および第2の領域を備えた指把持部とを具備しており、前記第1の領域は、第1の外側ディメンションを有する第1の平面で主部と交わ
り、前記把持領域は、第1の領域と交わると共に第2の外側ディメンションを有し、第2の領域は、把持領域と交わると共に第3の外側ディメンションを有し、また、前記第1の外側ディメンションは、第2の外側ディメンションよりも大きく、第3の外側ディメンションは、第2の外側ディメンションよりも大きく、
前記第1の外側ディメンションは、外筒の最大の外側ディメンションを形成して
いる、外筒。
【請求項23】
前記最大の外側ディメンションは、挿入先端部よりも指把持部に近いところに位置している、請求項22のアセンブリ。
【請求項24】
前記第3の外側ディメンションは、第1の外側ディメンションと等しい、請求項22のアセンブリ。
【請求項25】
前記主部は、約1.07ないし約1.15のテーパー比を有している、請求項22のアセンブリ。
【請求項26】
前記挿入先端部は、約0.66よりも大きいテーパー比を有している、請求項22のアセンブリ。
【請求項27】
前記複数のペタルは、約2ないし約3のペタルの幅に対する長さの比を有している、請求項22のアセンブリ。
【図1】


【図2】

【図3】

【図4】
【図5】
【図6】

【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2011−56266(P2011−56266A)
【公開日】平成23年3月24日(2011.3.24)
【国際特許分類】
【外国語出願】
【出願番号】特願2010−204834(P2010−204834)
【出願日】平成22年9月13日(2010.9.13)
【分割の表示】特願2006−509631(P2006−509631)の分割
【原出願日】平成16年4月2日(2004.4.2)
【出願人】(500365915)プレイテックス プロダクツ エルエルシー (56)
【Fターム(参考)】
【公開日】平成23年3月24日(2011.3.24)
【国際特許分類】
【出願番号】特願2010−204834(P2010−204834)
【出願日】平成22年9月13日(2010.9.13)
【分割の表示】特願2006−509631(P2006−509631)の分割
【原出願日】平成16年4月2日(2004.4.2)
【出願人】(500365915)プレイテックス プロダクツ エルエルシー (56)
【Fターム(参考)】
[ Back to top ]