
Fターム[4F202CK83]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型割り面 (806)
Fターム[4F202CK83]の下位に属するFターム
Fターム[4F202CK83]に分類される特許
1 - 20 / 202
型、型押し機、型押し品の製造方法
可動式ヘッドレスト成形型
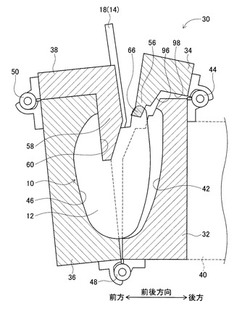
【課題】実用性の高い可動式ヘッドレスト成形型を提供する。
【解決手段】可動式ヘッドレスト10の成形型30において、(a)ヘッドレスト本体(本体と略す)12の背面を区画するキャビティ面42が形成され、固定的に設けられる背面側下型32と、(b)背面側下型の上端部に回動可能に取り付けられ、ステー14を成形型の外部に延出させる背面側ステー溝52が形成された背面側上型34と、(c)本体の正面を区画するキャビティ面46が形成され、下端部において背面側下型に回動可能に取り付けられる正面側下型36と、(d)正面側下型の上端部に回動可能に取り付けられ、背面側ステー溝と対向する正面側ステー溝54が形成され、その溝から連続してステーに沿って本体の内部に延び出す延出部58を有する正面側上型38とを備えるように構成する。この構成により、本体と延出部とを殆ど干渉させることなく、ヘッドレストを脱型することが可能となる。
(もっと読む)
射出成形用金型

【課題】アルミニウム材を素材とした金型であっても、射出成形品に出やすいバリの発生を抑制することが可能で、製品形状精度と生産効率を高めることが可能な射出成形用金型を提供する。
【解決手段】金型の内部に形成したキャビティ部に溶融合成樹脂を射出し注入することにより射出成形される射出成形体の製造に用いる、分割された固定型と可動型を有する金型であって、前記固定型および可動型をそれぞれアルミニウム材から構成し、しかも前記固定型または可動型の少なくとも一方、或いは前記固定型と可動型の両方のキャビティ部の周囲を鋼製枠材で囲うとともに、当該鋼製枠材の分割面を相手分割金型の分割面に当接させる構造とする。
(もっと読む)
射出圧縮成形機
【課題】スタックモールドを採用しても、各キャビティに連通している樹脂通路に供給する溶融樹脂のノズルを固定金型側に設けることができる射出圧縮成形機を提供すること。
【解決手段】射出圧縮成形機1は固定金型10と中間金型20と可動金型30を備えている。固定金型10と中間金型20との間には第1のキャビティ40が形成され中間金型20と可動金型30との間には第2のキャビティ50が形成されている。固定金型10にはノズル12と連通可能な一次樹脂通路14が設けられ、中間金型20には一次樹脂通路14と連通可能な二次樹脂通路22、24が設けられている。射出圧縮成形機1には、各キャビティ40、50に射出した溶融樹脂Mを圧縮する型締めにともなって、一次樹脂通路14と二次樹脂通路22、24との連通部に形成される捨てキャビティ60に充填されている溶融樹脂Mを逃がし可能な樹脂排出機構16、26が設けられている。
(もっと読む)
パーティングライン決定装置、パーティングライン決定プログラム
【課題】成形品のパーティングラインの決定に要する工数を低減することができるパーティングライン決定装置、及びパーティングライン決定プログラム得る。
【解決手段】成形品の各面について、各手段により、キャビ型で成形させる面か、コア型で成形させる面か、スライド型で成形させる面か,分割面か、又は絶対アンダー面かが、決定され、この情報が、パーティングライン決定手段16Uへ入力される。パーティングライン決定手段16Uは、この情報に基づいて、各面に異なった色情報を付与し、各面の境界にパーティングラインを作成することでパーティングラインを決定する処理を終了する。このように、成形品のパーティングラインの決定に要する工数を低減することができる。
(もっと読む)
材料の成形方法および成形金型
【課題】ポリイミドを含む樹脂で成形され、ソリ等の変形が生じ難い成形品を得る。
【解決手段】上型40のゲート54から溶融材料が供給されつつ、下型42が上型40に対して相対移動させられる。そのため、エアが摺動面から逃がされるため、キャビティ内に溜まり難い。また、ゲート54から供給された溶融材料は、徐々にキャビティ内に充填される。そのため、射出成形における場合のように、高圧、かつ、高速でキャビティ内に充填される場合に比較して、溶融材料に加えられるストレスが小さくなる。以上により、ソリ等の変形が生じ難い成形品110を得ることができる。
(もっと読む)
粗形材の設計支援方法及び装置
【課題】三次元の粗形材のモデリングを効率よく短時間で行える粗形材の設計支援方法を提供する。
【解決手段】設計しようとする粗形材により作成される対象物の基本形状を金型材モデルの分割面で分割する第1工程と、第1工程による基本形状の分割形状毎に粗形材の分割形状を並行して作成する第2工程と、分割粗形材形状を金型材モデルの各部に転写する第3工程と、分割粗形材形状を転写して得られた各分割粗形材金型モデルを各分割面位置を合わせて一体化する第4工程と、一体化されてなる金型モデルにより基本形状の粗形材形状を対象物側に転写する第5工程とを有して粗形材をモデリングする。
(もっと読む)
金型
【課題】残留応力等による変形の少ない金型を提供する。
【解決手段】本発明の金型10,100は、固定部20,120と、前記固定部20,120に対して相対移動可能で、前記固定部20,120に近接したときに、前記固定部20,120との間に成形品の材料となる液状樹脂が流入されるキャビティ10cを形成する可動部30,130と、前記可動部30,130を前記固定部20,120に対して押圧する押圧部7と、前記押圧部7によって前記可動部30,130が前記固定部20,120に対して押圧された状態で、前記キャビティ10cに前記液状樹脂が注入され、前記可動部30,130が前記固定部20,120から離れる方向に移動したときに、前記押圧部7の押圧力に抗して前記可動部30,130をその移動した位置に保持可能な保持部41,400と、を備えることを特徴とする。
(もっと読む)
多色成形品の製造方法、及び成形型
【課題】第1成形品と第2成形品との接合強度をより高くすることが可能な多色成形品の製造方法を提供する。
【解決手段】第1成形空間91に第1溶融樹脂を射出してドアトリム本体30を成形する第1成形工程と、第2成形空間92に第1溶融樹脂とは異なる色の第2溶融樹脂を射出してオーナメント40を成形する第2成形工程と、を備え、第1成形工程においては、第1可動型71、第2可動型72、第3可動型73によって突部を成形するための各成形面を形成し、第1成形空間91に第1溶融樹脂を射出することで、貫通孔33Aが形成された状態の突部33を成形し、第2成形工程においては、第2溶融樹脂を貫通孔33Aに充填させるとともに突部33が嵌合された状態の凹部43を成形することを特徴とする。
(もっと読む)
射出成形品、前記射出成形品の製造装置及び前記射出成形品の製造方法
【課題】ウェルドラインを挟んだ両側の領域から外部に排出される溶湯の流量を抑えることができ、しかも、ウェルドラインを挟んだ両側の領域内に存在していたガスや空気を外部に効率よく排出することができる射出成形品及び前記射出成形品の製造装置及び前記射出成形品の製造方法を提供する。
【解決手段】固定金型と可動金型の合わせ面であるパーティングラインのうちで、キャビティの外周壁面側における外周パーティングラインPLAにおいて、溶湯の先端部同士が最終的に互いに突き合うキャビティの領域Wにおける第1外周パーティングラインPLAaが、領域Wに到るまでの第2外周パーティングラインPLAbに対してずれた配置構成に構成している。
(もっと読む)
シートクッションパッドの製造装置及び製造方法
【課題】成形されるシートクッションパッドの表面に硬化部及びエアポケットが生じるのを効果的に防止することができるシートクッションパッドの製造装置及び製造方法を提供する。
【解決手段】上型3の下面におけるキャビティ23を形成する領域(凹部22)の外側に、第1溝部26を形成し、第1溝部26の外側に第2溝部27を形成する。少なくとも第2溝部27にシール部材25を収容し、キャビティ23が形成された状態ではシール部材25を下型2の上面に当接させる。キャビティ23が形成された状態では、シール部材25が下型2の上面に当接するため、シール性が向上し、硬化部が生じるのを効果的に防止することができる。また、第2溝部27よりも内側に第1溝部26が形成されていることにより、当該第1溝部26が発泡硬化時におけるキャビティ23内の空気の逃げ場として機能するため、エアポケットが生じるのを効果的に防止することができる。
(もっと読む)
ワイヤハーネス用の金型
【課題】ワイヤハーネスの電線群に不織布を巻き付けて金型内に充填し、不織布を加熱硬化しで被覆材とする金型において、成形後に迅速にワイヤハーネスを金型から取り出して冷却できるようにする。
【解決手段】下型と上型の間に中型を介在させ、該中型は上下開口とすると共に前記電線群の被覆材の両側面に当接する型面を備え、前記不織布を加熱硬化した後に前記上型を離型し、前記中型の型面で前記被覆材で被覆した電線群を挟持して前記下型から引き出せる構成としている。
(もっと読む)
成形装置及び成形方法
【課題】金型の周囲に位置する型枠を熱可塑性樹脂に確実に当接することが可能な成形装置を提供する。
【解決手段】本実施形態の成形装置(1)は、押出装置(12)からシート状に押し出した熱可塑性樹脂(P)を金型(32)のキャビティ(116)に真空吸引し、熱可塑性樹脂(P)をキャビティ(116)に沿った形状に賦形する成形装置(1)であり、金型(32)の周囲に位置し、当該金型(32)に対して移動可能な型枠(33)を備え、型枠(33)の下側を構成する枠下部(33-2)は、型枠(33)の上側を構成する枠上部(33-1)よりも熱可塑性樹脂(P)側に突出している。
(もっと読む)
合成樹脂製容器蓋を射出成形するための成形型組立体
【課題】容器蓋における空隙を規定する円弧状乃至円環状薄帯板部を有する第一の成形型部材と、円環状先端面を有し且つこの先端面の少なくとも一部が第一の成形型部材の薄帯板部の延出端面に微細間隙をおいて対向せしめられる第二の成形型部材とを含む成形型組立体に改良を加えて、第一の成形型部材における薄帯板部が損傷されてしまうことを可及的に回避する成形型組体を提供する。
【解決手段】第一の成形型部材14における薄帯板部24の延出端面と第二の成形型部材16の先端面との、微細間隙をおいて対向する領域の少なくとも一部は、相互に協働して第一の成形型部材14における薄帯板部24の延出端面が半径方向外側に変位するのを阻止する形態にせしめる。
(もっと読む)
防振装置
【課題】樹脂バリの発生を抑制すると共に、樹脂成形金型へ防振脚部を設置する作業の作業性の向上を図ることができる防振装置を提供すること。
【解決手段】第1成形体100に形成されるゴムバリBRは、側面53aの内の空間S側に設定される。よって、第1成形体100を樹脂成形金型400に設置して樹脂成形工程を行う際には、ゴムバリBRが形成された部分を樹脂成形金型400の所定部位(側面53aに密着してシールする部位)に挿入する必要がない。即ち、ゴムバリBRをキャビティCに収容させることができる。よって、第2壁覆設ゴム53を樹脂成形金型400の所定部位に容易に挿入可能とし、設置作業に要する作業時間の短縮を図ることができるので、設置作業の作業性の向上を図ることができる。また、樹脂成形金型400の所定部位を側面53aに密着させ、シール性を確保できるので、樹脂バリの発生を抑制することができる。
(もっと読む)
光学素子の製造方法及び成形金型
【課題】個別に比較的簡易に非点収差量の調整が可能な光学素子の製造方法及び成形金型を提供すること。
【解決手段】可動金型42の外周部材32に溝32aを設けることにより、固定金型41と可動金型42との型締めの際に、外周部材32に対向する外周部22において、光学面形成面56aを所望の方向に変形させることができる。これにより、光学面形成面56aに非点収差を発生させることができる。また、溝32aを設けた外周部材32を回転させることに伴う溝32aの方向変化によって光学面形成面56aに加わる力の方向を変えることができる。これにより、光学面形成面56aの輪郭の変形方向を簡易に調整することができる。以上のことから、多数個取りのレンズOLを製造する場合でも、個別に非点収差を調整してレンズOLを製造することができる。
(もっと読む)
成形金型及び保持治具の製造方法
【課題】補強部材を変形させることなく容易に離型できる成形金型、及び、補強部材を変形させることなく成形金型から離型して補強部材の平坦性を維持した保持治具を製造できる保持治具の製造方法を提供すること。
【解決手段】鍔部を有する補強部材と弾性部材とを備えた保持治具を成形する成形金型であって、補強部材が配置される配置空間36を形成する第1金型22及び第2金型23と、第1金型22及び第2金型23に立設された第1成形ピン34及び第2成形ピン35と、第2金型23に前進可能に配置された押進部材24とを備え、押進部材24が配置空間36内の鍔部に対向する第1押進部46と第1成形ピン34に対向する第2押進部46とを有する成形金型21、並びに、成形金型21内で成形された一体成形体の鍔部と弾性部材とを押進部材24で押進して一体成形体を離型する保持治具の製造方法。
(もっと読む)
バンパー
【課題】成形品の外観上目立たない位置にパーティングラインを形成することで見栄えのよい成形品が成形可能なバンパーを提供する。
【解決手段】相手部品(シールゴム17やラジエータサポート18)に係合して組付けられるバンパー10であって、前記バンパー10表面の所定位置に段差15が形成されるともに、当該段差15のエッジ部分に沿ってパーティングライン16を有し、前記パーティングライン16は、前記相手部品を係合した際に、前記相手部品によって隠れる位置に設定される。
(もっと読む)
シートパッド及びその製造方法
【課題】シートパッドの着座者側の面に凹部が設けられているシートパッドにおいて、この凹部とシートパッドのパーティングラインとの間において該着座者側の面に成形不良が発生することを防止することが可能なシートパッド及びその製造方法を提供する。
【解決手段】シートパッド1は、発泡成形用金型10内において発泡成形された発泡成形体2よりなる。発泡成形体2は、パーティングラインPLにおいて交わる一連の第1の成形面2a,4a,4bと第2の成形面4cとを有しており、発泡成形用金型10内において該第2の成形面4bを上向きにして発泡成形されたものであり、該第2の成形面4cがシートパッド1の着座者と反対側の面となっている。第1の成形面4aに、第2の成形面4cに向って凹陥する第1の凹部5が設けられている。第2の成形面4cに、第1の凹部5とパーティングラインPLとの間に向って凹陥する第2の凹部6が設けられている。
(もっと読む)
発泡成形体の製造方法および発泡成形体の製造装置、並びに発泡成形体
【課題】供給部分から発泡原料が溢れ出るのを抑制すること。
【解決手段】発泡成形体の製造装置10を型開きした状態で、下型20の金型面24に形成された凹部23のうち、供給空間51を画成する供給部分27に発泡原料Mを供給する供給工程と、上型30を、その金型面33が下型20の金型面24に向けて上方から接近するように回動させながら、該上型30の金型面33に突設された突部40を凹部23内に進入させて半閉めする半閉め工程と、上型30および下型20を上下方向に沿って相対的に接近移動させ、突部40の外面と凹部23の内面との間に隙間を設けた状態で凹部23の全体を閉塞することによりキャビティを形成し型閉めする型閉め工程と、を有し、供給部分27内の発泡原料Mが発泡し該供給部分27の上端開口面29に到達する前に、型閉め工程に先立って、供給部分27を上方から閉塞する発泡成形体の製造方法を提供する。
(もっと読む)
1 - 20 / 202
[ Back to top ]