
ハンダ除去方法及びその装置
【課題】電子部品のリードの先端部分が折り曲げられてプリント基板にハンダ付けされている場合であっても、確実に且つ効率良くハンダ除去を行うことができるとともに、電子部品を容易に取り外すことができるハンダ除去方法及びその装置を提供する。
【解決手段】溶融したハンダを吸引する吸引ノズル53aが先端部に形成されたノズル部材53の先端部を、リード先端部911aが折り曲げられたハンダ付け箇所に対して位置決めする。次に、ノズル部材53の先端部でハンダ付け箇所を加熱しながらノズル部材53の吸引ノズル53aをリード先端部911aに挿入する。次に、ノズル部材53又は基板901の少なくとも一方を移動させて基板901の表面から離間させるようにリード先端部911aを起こす。そして、吸引ノズル53aを介してハンダ付け箇所のハンダを吸引する。
【解決手段】溶融したハンダを吸引する吸引ノズル53aが先端部に形成されたノズル部材53の先端部を、リード先端部911aが折り曲げられたハンダ付け箇所に対して位置決めする。次に、ノズル部材53の先端部でハンダ付け箇所を加熱しながらノズル部材53の吸引ノズル53aをリード先端部911aに挿入する。次に、ノズル部材53又は基板901の少なくとも一方を移動させて基板901の表面から離間させるようにリード先端部911aを起こす。そして、吸引ノズル53aを介してハンダ付け箇所のハンダを吸引する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子部品のリードがハンダ付けされているプリント基板のハンダを除去するハンダ除去方法及びその装置に関するものである。
【背景技術】
【0002】
従来、この種のハンダ除去方法として、基板の裏面に突出するリード先端部の両側の斜め上方から加熱した吸引ノズルおよびハンダゴテの先端部を同時に接近させてハンダ付部分に接触させて加熱し、そのハンダ付け部分の溶融ハンダを吸引ノズルで吸引して除去するハンダ除去方法が知られている(例えば、特許文献1参照)。
また、ハンダ吸取器を用いて作業者が手動でハンダを除去する方法も知られている。ハンダ吸取器は、例えば、吸引ノズルが形成されたノズル部材に吸引ポンプを接続したものである。このハンダ吸取器を用いてリードのハンダ付部分からハンダを除去するには、作業者がハンダ付部分を目視で確認しながらノズル部材を接近させ、吸引ノズルをリードに挿入するようにノズル部材をハンダ付部分のハンダに接触させて加熱し、ハンダが溶融したタイミングを見計らって吸引ポンプの吸引力により溶融ハンダを吸引ノズルから吸引して除去する。
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、ハンダ除去対象の中には、スルーホールから突き出たリードの先端部分が折り曲げられているものがある。このようなリードの先端部分が折り曲げられてハンダ付けされているハンダ付部分のハンダを、上記特許文献1の方法で除去しようとすると、折り曲げられたリードとプリント基板との間のハンダ除去が十分に行われず、その間にハンダが残ってしまうおそれがある。また、リードが折り曲げられていると、ハンダを除去しただけでは電子部品をプリント基板から容易に取り外すことができない。この電子部品を取り外すには、ハンダ除去後にラジオペンチなどを用いてリードを真っ直ぐに直す必要があり、作業工程が増えてしまう。このように、リードが折り曲げられてハンダ付けされているプリント基板は、リードが真っ直ぐにハンダ付けされているプリント基板に比べて、ハンダ除去の作業効率が悪くなってしまう。
また、上記ハンダ吸取器を用いた手動によるハンダ除去方法では、作業者がハンダ付部分を目視で確認しながらノズル部材を接近させたり、吸引ノズルをリードに挿入するようにノズル部材をハンダ付部分のハンダに接触させたり、ハンダが溶融したタイミングを見計らってハンダを吸引したりする必要があるため、ハンダ除去の効率が悪い。また、この手動によるハンダ除去方法においても、折り曲げられたリードとプリント基板との間のハンダを確実に除去できないおそれがあり、ハンダを除去しただけでは電子部品をプリント基板から容易に取り外すことができない。
【0004】
本発明は以上の問題点に鑑みなされたものであり、その目的は、電子部品のリードの先端部分が折り曲げられてプリント基板にハンダ付けされている場合であっても、確実に且つ効率良くハンダ除去を行うことができるとともに、電子部品を容易に取り外すことができるハンダ除去方法及びその装置を提供することである。
【課題を解決するための手段】
【0005】
上記目的を達成するために、請求項1の発明は、プリント基板の貫通孔を貫通して突出した電子部品のリード先端部がハンダ付けされているハンダ付け箇所からハンダを除去可能なハンダ除去装置であって、溶融したハンダを吸引する吸引ノズルが先端部に形成されたノズル部材と、該ノズル部材をハンダ溶融温度以上に加熱する加熱手段と、該ノズル部材の吸引ノズルから溶融したハンダを吸引する負圧を発生させる負圧発生手段と、該プリント基板のハンダ付け箇所の位置のデータと、そのハンダ付け箇所のリード先端部の折り曲げに関するデータとを記憶する記憶手段と、該ハンダ付け箇所に対して該ノズル部材の先端部を相対的に移動させる相対移動手段と、該記憶手段に記憶されている該ハンダ付け箇所の位置のデータ及びリード先端部の折り曲げに関するデータに基づいて、該相対移動手段及び該負圧発生手段を制御する制御手段と、を備え、該制御手段は、リード先端部が折り曲げられたハンダ付け箇所に対して該ノズル部材の先端部を位置決めし、該ノズル部材の先端部で該ハンダ付け箇所を加熱しながら該ノズル部材の吸引ノズルを該リード先端部に挿入し、該ノズル部材又は該プリント基板の少なくとも一方を移動させて該プリント基板の表面から離間させるように該リード先端部を起こし、該吸引ノズルを介して該ハンダ付け箇所のハンダを吸引するように、該相対移動手段及び該負圧発生手段を制御することを特徴とするものである。
また、請求項2の発明は、請求項1のハンダ除去装置において、上記相対移動手段は、上記プリント基板のハンダ付け箇所がある表面に沿った面方向及び該表面に垂直な方向について該プリント基板と該ノズル部材とを相対的に移動させる手段を有することを特徴とするものである。
また、請求項3の発明は、請求項2のハンダ除去装置において、上記相対移動手段は、上記プリント基板の表面に垂直な軸を中心に上記ノズル部材を回転させる手段と、該ノズル部材の長手方向の中心軸に沿った方向に該ノズル部材の先端部を移動させる手段と、該ノズル部材の吸引ノズルが開口している先端を中心に該ノズル部材を揺動させる手段と、を更に有することを特徴とする。
また、請求項4の発明は、請求項1乃至3のいずれかのハンダ除去装置において、上記ノズル部材の先端部又は上記ハンダ付け箇所にハンダを供給するハンダ供給手段を備え、上記制御手段は、該ノズル部材の先端部又は該ハンダ付け箇所に該ハンダ供給手段でハンダを供給し、上記吸引ノズルで溶融したハンダを吸引するように制御することを特徴とするものである。
また、請求項5の発明は、請求項1乃至4のいずれかのハンダ除去装置において、上記ノズル部材の吸引ノズルに上記リード先端部が挿入された状態で、上記ノズル部材の先端部を上記ハンダ付け箇所に対して付勢する弾性部材を備えたことを特徴とするものである。
また、請求項6の発明は、請求項1乃至5のいずれかのハンダ除去装置において、上記制御手段は、上記リード先端部の折り曲げ角度に応じて、上記ノズル部材の吸引ノズルが上記リード先端部に挿入可能な傾きに、該ノズル部材の傾きを変更するように制御することを特徴とするものである。
また、請求項7の発明は、請求項1乃至6のいずれかのハンダ除去装置において、上記ハンダ付け箇所を上記ノズル部材で加熱する前に予め加熱させておく予備加熱手段を、更に備えたことを特徴とするものである。
また、請求項8の発明は、プリント基板の貫通孔を貫通して突出した電子部品のリード先端部がハンダ付けされているハンダ付け箇所からハンダを除去可能なハンダ除去方法であって、溶融したハンダを吸引する吸引ノズルが先端部に形成されたノズル部材の先端部を、リード先端部が折り曲げられたハンダ付け箇所に対して位置決めする位置決め工程と、該ノズル部材の先端部で該ハンダ付け箇所を加熱しながら該ノズル部材の吸引ノズルを該リード先端部に挿入する挿入工程と、該ノズル部材又は該プリント基板の少なくとも一方を移動させて該プリント基板の表面から離間させるように該リード先端部を起こすリード起こし工程と、該吸引ノズルを介して該ハンダ付け箇所のハンダを吸引する吸引工程と、を有することを特徴とするものである。
また、請求項9の発明は、請求項8のハンダ除去方法において、上記位置決め工程は、上記プリント基板のハンダ付け箇所がある表面に沿った面方向及び該表面に垂直な方向について該プリント基板と該ノズル部材とを相対的に移動させる移動工程を有することを特徴とするものである。
また、請求項10の発明は、請求項9のハンダ除去方法において、上記位置決め工程は、上記プリント基板の表面に垂直な軸を中心に上記ノズル部材を回転させる回転工程と、該ノズル部材の長手方向の中心軸に沿った方向に該ノズル部材の先端部を移動させる先端部移動工程と、該ノズル部材の吸引ノズルが開口している先端を中心に該ノズル部材を揺動させる揺動工程と、を更に有することを特徴とするものである。
また、請求項11の発明は、請求項8乃至10のいずれかのハンダ除去方法において、上記ハンダの吸引の前に、上記ノズル部材の先端部又は上記ハンダ付け箇所にハンダを供給するハンダ供給工程を、更に有することを特徴とするものである。
また、請求項12の発明は、請求項8乃至11のいずれかのハンダ除去方法において、上記挿入工程及び上記リード起こし工程の少なくとも一方では、上記ノズル部材の先端部を上記ハンダ付け箇所に対して後退可能に付勢することを特徴とするものである。
また、請求項13の発明は、請求項8乃至12のいずれかのハンダ除去方法において、上記リード先端部の折り曲げ角度に応じて、上記ノズル部材の吸引ノズルが上記リード先端部に挿入可能なように、該ノズル部材の傾きを変更する工程を、更に有することを特徴とするものである。
また、請求項14の発明は、請求項8乃至13のいずれかのハンダ除去方法において、上記ハンダ付け箇所を上記ノズル部材で加熱する前に予め加熱させておく予備加熱工程を、更に有することを特徴とするものである。
【発明の効果】
【0006】
本発明によれば、記憶手段に記憶されたハンダ付け箇所の位置データと、そのハンダ付け箇所のリード先端部の折り曲げに関するデータとに基づいて、ハンダ付け箇所に対してノズル部材の先端部を相対的に移動させて位置決めし、そのノズル部材の先端部でハンダ付け箇所を加熱しながらノズル部材の吸引ノズルを電子部品のリード先端部に挿入する。そして、上記ノズル部材又はプリント基板の少なくとも一方を移動させてプリント基板の表面から離間させるようにリード先端部を起こした状態で、吸引ノズルを介してハンダ付け箇所のハンダを吸引して除去する。このように電子部品のリード先端部が折り曲げられてハンダ付けされているプリント基板であっても、そのハンダ付け箇所のリード先端部を起こした状態でハンダを吸引することにより、ハンダを確実に且つ効率良く除去することができる。また、ハンダが除去されたリード先端部の折り曲げは略真っ直ぐに修正されるので、プリント基板から電子部品を容易に取り外すことができる。
【図面の簡単な説明】
【0007】
【図1】本発明の第1の実施形態に係るハンダ除去ロボットの概略構成を示す正面図。
【図2】基板がセットされたワーク保持部の平面図。
【図3】ハンダ除去ヘッドユニット及びハンダ供給サブユニット等の一構成例を示す拡大正面図。
【図4】ハンダ除去ロボットの制御系の主要部を示すブロック図。
【図5】(a)は電子部品のリード先端部が折り曲げられてハンダ付けされている状態の説明図。(b)はリードを真っ直ぐに修正してハンダを除去した状態の説明図。
【図6】(a)〜(f)はリード先端部の折り曲げを真っ直ぐに修正してハンダを吸引除去する過程の説明図。
【図7】ハンダ除去ロボットによるハンダ除去の処理手順の一例を示すフローチャート。
【図8】本発明の第2の実施形態に係るハンダ除去ロボットのハンダ除去ヘッドユニット及びハンダ供給サブユニット等の一構成例を示す拡大正面図。
【図9】第2の実施形態に係るハンダ除去ロボットにおける予備加熱手段の一構成例を示す説明図。
【図10】本発明の第3の実施形態に係るハンダ除去ロボットの概略構成を示す正面図。
【図11】第3の実施形態に係るハンダ除去ヘッドユニット及びハンダ供給サブユニット等の一構成例を示す拡大正面図。
【図12】第3の実施形態に係るハンダ加熱吸取り装置の構成の一例を示す説明図。
【図13】(a)は第3の実施形態に係るエアシリンダのロッドが前進してハンダ加熱吸取り装置を斜めに保持する状態の説明図。(b)はロッドが後退してハンダ加熱吸取り装置を鉛直方向に保持する状態の説明図。
【図14】第3の実施形態に係るハンダ除去ロボットの制御系の主要部を示すブロック図。
【図15】(a)〜(d)は第3の実施形態に係るリード先端部の折り曲げを真っ直ぐに修正してハンダを吸引除去する過程の説明図。
【図16】第3の実施形態に係るハンダ除去ロボットによるハンダ除去の処理手順の一例を示すフローチャート。
【図17】第3の実施形態に係るハンダ除去ロボットのリード先端部の折り曲げを修正してハンダ除去を行う処理手順の一例を示すフローチャート。
【発明を実施するための形態】
【0008】
以下、本発明をハンダ除去装置としてのハンダ除去ロボットに適用した実施形態について説明する。本実施形態のハンダ除去ロボットは、電気回路が形成されたハンダ除去対象物としてのプリント基板(以下「基板」という。)の所定のハンダ付け箇所からハンダを除去するものである。
【0009】
[実施形態1]
図1は本発明の第1の実施形態(以下、「実施形態1」という。)に係るハンダ除去ロボットの概略構成を示す正面図である。なお、図1には、後で参照する座標軸も図示されている。本実施形態1のハンダ除去ロボットは、ハンダ除去対象物の基板901がセットされる対象物支持手段としてのワーク保持部210が作業台200a上に設けられた装置本体200と、制御手段としての制御ユニット300とを備えている。装置本体200は、その装置本体200の両側部に取り付けられたスタンド部材230、240と、そのスタンド部材230、240の間に架け渡すように取り付けられたX軸ガイド部材250と、X軸ガイド部材250に対してX軸方向(図中の左右方向)に移動可能に図中奥側が取り付けれたハンダ除去ヘッドユニット駆動部260とを備えている。また、ハンダ除去ヘッドユニット駆動部260の下端部には、Z軸方向に昇降可能な昇降軸部261が設けられ、その昇降軸部261の下端部に、ハンダ除去ヘッドユニット50が取り付けられている。
【0010】
装置本体200の作業台200aの中央部には、Y軸方向(図中の前後方向)に延びた2本のガイドレール201、202が形成され、そのガイドレール201、202それぞれに沿って可動ブラケット203、204がY軸方向に移動可能に取り付けられている。可動ブラケット203、204の上端には連結板205を介してワーク保持テーブル206が取り付けられ、そのワーク保持テーブル206上にワーク保持部210が設けられている。図2に示すように、ワーク保持部210は、基板の4つの角部それぞれにおいて基板901の側面から支持する側面支持スタンド207と基板901の下面から支持する下面支持スタンド208とを備えている。ワーク保持部210には、電解コンデンサ等の電子部品910のリードがハンダ付けされた基板901の裏面が上向きになるようにセットされる。
【0011】
制御ユニット300は、表示部310と、操作部320と、着脱可能な記憶媒体としてのメモリカード等が装着される記憶媒体装着手段としてのメモリスロット330とを備えている。また、制御ユニット300は、CPUや内部メモリ等で構成された制御部としてのコントローラを内蔵している。ハンダ除去ヘッドユニット駆動部260のX軸方向の駆動、ハンダ除去ヘッドユニット50のZ軸方向(基板901に対する接離方向)の駆動、ハンダ除去ヘッドユニット50のZ軸を中心とした回転駆動(θ回転駆動)、ワーク保持部210が設けられた可動ブラケット203、204のY軸方向の駆動などは、ハンダ除去制御データ(ハンダ除去NCデータ)に基づいて、制御ユニット300のコントローラで制御される。ハンダ除去制御データは、基板901のハンダを除去すべきハンダ付け箇所の相対座標等の情報、そのハンダ付け箇所のリード先端部の折り曲げに関する情報、ハンダ除去ヘッドユニット50の回転制御の情報、ハンダ除去ヘッドユニット50の移動速度の情報等に関するデータである。リード先端部の折り曲げに関する情報は、例えば上記ハンダを除去すべきハンダ付け箇所におけるリード先端部の折り曲げの有無のデータであり、リード先端部の方向や傾きの情報を含んでもよい。
【0012】
上記ハンダ除去制御データは、ハンダ除去処理時の各種初期設定パラメータ等のデータとともに、制御ユニット300のコントローラ内にある内部メモリに予め保存され、基板のハンダ除去処理実行時に当該内部メモリから読み出されて用いられる。この内部メモリ内に保存されるハンダ除去制御データは、メモリスロット330に装着されたメモリカード等の記憶媒体から読み出したものでもよいし、通信ネットワークを介して外部装置から送信されてきたものでもよい。また、ハンダ除去制御データ等は、フレキシブルディスク、ハードディスク等の他の記憶媒体に記憶させて用いるように構成してもよい。また、ハンダ除去制御データ(ハンダ除去NCデータ)は、ハンダ除去対象物である基板の裏面側の設計データに基づいて作成したものでもよいし、前もって実行されるデータ取り込み作業(ティーチング作業)で取得されたものでもよい。
【0013】
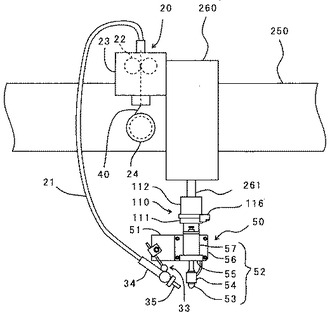
図3は、本実施形態1に係るハンダ除去ロボットのハンダ除去ヘッドユニット50及びハンダ供給サブユニット20等の一構成例を示す拡大正面図である。ハンダ除去ヘッドユニット50は、ハンダ除去ヘッドユニット駆動部260の昇降可能な昇降軸部261の下端部に連結されたθ回転駆動機構110と、θ回転駆動機構110の回転可動部111の下端側面部に固定されたベースプレート51と、ベースプレート51に支持されたハンダ加熱吸取り装置52とを備えている。また、ハンダ除去ヘッドユニット駆動部260の左側面部にハンダ供給サブユニット20が取付けられており、ベースプレート51にハンダ供給ヘッド34等が取付けられている。
【0014】
上記θ回転駆動機構110は、昇降軸部261の下端部に連結された固定連結部112をベースにして、その下側の回転可動部111がZ軸を中心にして回転駆動可能に構成されている。回転可動部111の上側外周部には、図示しない気体の配管や電気的な配線を中継する中継部材116が設けられている。
【0015】
上記ベースプレート51には、固定アーム部材33が取付けられており、この固定アーム部材33にハンダ供給ヘッド34が支持されている。このハンダ供給ヘッド34の先端部には、ハンダガイド部材として、糸状ハンダが通過できる中空構造のニードル部材35を備えている。また、このハンダ供給ヘッド34には、上記ハンダ供給サブユニット20からハンダ供給チューブ21を介して、糸状ハンダ40が供給される。
【0016】
また、上記ハンダ供給ヘッド34には、上記糸状ハンダ40をニードル部材35から吐出させる前に予備的に加熱するヒータを備えている。このように予備的に加熱することにより、フラックスの急激な温度上昇を抑え、ハンダ玉・フラックス飛散を防止することができる。
【0017】
上記ハンダ供給サブユニット20は、送出ローラ対22及び送出モータ156(図4参照)を有するハンダ供給装置23と、糸状ハンダ40を一定量巻き付けたハンダ収容部としてのハンダリール24とを備えている。上記送出ローラ対22は糸状ハンダ40を挾持しながら回転することによりハンダ40をハンダ供給チューブ21側に送り出すものであり、ローラ対の一方のローラがモータで駆動される駆動ローラ、もう一方のローラが従動ローラとなっている。また、両ローラの間隔は糸状ハンダ40を所定の圧力で挾持するように調整され、上記駆動ローラは糸状ハンダ40を所定の速度で送出するとともに糸状ハンダの送出を選択的にオン/オフできるように回転制御される。このハンダ供給サブユニット20と、上記ハンダ供給チューブ21及び上記ハンダ供給ヘッド34とにより、ハンダを除去すべきハンダ付け箇所にハンダを供給するハンダ供給手段が構成されている。
【0018】
なお、上記ハンダ供給装置23には、適宜、ハンダ切れを検知するセンサやハンダ詰まりを検知するセンサなどを設けてもよい。また、上記ハンダ供給装置23は、上記送出ローラ対22を用いたものに限定されるものではなく、他の機構で糸状ハンダを送出するように構成してもよい。
【0019】
上記ハンダ加熱吸取り装置52は、吸引ノズル53a(図6参照)が先端部に形成されたノズル部材としてのノズル部材53と、加熱手段としてのヒータ54と、保持ブラケット55と、取付プレート56と、円筒形のフィルターカートリッジ57とを備えている。
【0020】
上記ノズル部材53は、先端部は略円錐状で、本体部はヒータ取付け部の直径が他より大きく形成された円柱状の部材であり、軸心部にハンダ吸取り用の吸引ノズル53aが設けられている。吸引ノズル53aの内径寸法は、ノズル部材53を鉛直軸方向に上側から真直ぐに下降させたとき、吸引ノズル53aの内側に、折り曲げられたリード先端部911aが入り込むことができる寸法に設定されている。ノズル部材53の材質としては、熱伝導率が高く、しかも酸化しにくい材質、例えば、銅素材に鉄メッキを施したもの、ステンレス素材、又はセラミック素材などが好ましい。
【0021】
上記ヒータ54は、ノズル部材53の太径部に取付けられていて、ノズル部材53をハンダの溶融温度以上に加熱するニクロムヒータもしくはセラミックヒータである。熱回復性の高さと、立ち上がり温度特性の高さとからセラミックヒータがより好ましい。
【0022】
上記保持ブラケット55は、ノズル部材53の細径部と勘合し、ノズル部材53とヒータ54とを保持する。なお、保持ブラケット55の取付け部に耐熱樹脂等の断熱部材を設けて、高温となるノズル部材53の熱を断熱してもよい。
【0023】
また、保持ブラケット55にはフィルターカートリッジ57の外周と勘合する図示しない勘合穴が形成されており、この勘合穴にフィルターカートリッジ57を差し込むことにより、図示しない気密用のOリングの弾性変形を利用してフィルターカートリッジ57が保持される。なお、フィルターカートリッジ57と保持ブラケット55の勘合穴とにネジ部を形成し、保持ブラケット55にフィルターカートリッジ57を螺合させて保持してもよい。
【0024】
上記フィルターカートリッジ57は内部フィルタを有しており、図示しないバキュームチューブを介して図示しない吸引ポンプ又はコンバムとも呼ばれるエジェクター方式真空発生器などの負圧発生手段により内部の空気が吸引される。フィルターカートリッジ57の内部の空気が吸引されて負圧になると、ノズル部材53の吸引ノズル53aから溶融したハンダや周囲の空気を吸引する。吸引ノズル53aから吸引された溶融ハンダはすぐに冷却されて固化し内部フィルタに貯留される。内部フィルタに吸引したハンダが所定量貯まると新しい内部フィルタに交換される。
【0025】
上記保持ブラケット55は取付プレート56に固設されており、この取付プレート56はベースプレート51にネジで固定されている。
【0026】
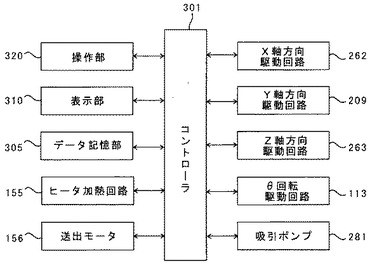
図4は、本実施形態1に係るハンダ除去ロボットの制御系の主要部を示すブロック図である。コントローラ301は、CPU、RAM、ROM、I/Oインターフェース等を用いて構成されている。このコントローラ301には、表示部310、オペレータが操作する操作部320、除去するハンダ付け箇所等のハンダ除去制御データや所定のプログラム等が保存された内部メモリ等からなるデータ記憶部305が接続されている。更に、コントローラ301には、吸引ポンプ281が接続されている。また、コントローラ301には、ヒータ54を加熱するヒータ加熱回路155が接続され、上記ノズル部材53を所定温度に加熱することができるようになっている。また、コントローラ301には、前述のハンダ供給装置23の送出モータ156が接続され、上記送出ローラ対22を駆動して糸状ハンダ40を送出し、上記ニードル部材35からハンダを除去するハンダ付け箇所に糸状ハンダ40を供給するようになっている。
【0027】
また、コントローラ301には、ハンダ除去ヘッドユニット駆動部(X軸方向駆動部)260を駆動制御するX軸方向駆動回路262、可動ブラケット203、204(Y軸方向駆動部)を駆動制御するY軸方向駆動回路209、ハンダ除去ヘッドユニット駆動部(Z軸方向駆動部)260を駆動制御するZ軸方向駆動回路263、および、ハンダ除去ヘッドユニット駆動部260内のθ回転駆動機構110を駆動制御するθ回転駆動回路113が接続されている。これにより、コントローラ301は、ハンダ除去制御データに基づいて、ハンダ除去ヘッドユニット50のX軸方向、ワーク保持部210、220のY軸方向、およびハンダ除去ヘッドユニット50のZ軸方向の移動と、ハンダ除去ヘッドユニット50のZ軸を中心にした回転とをそれぞれ制御できるようになっている。
【0028】
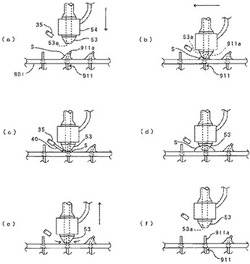
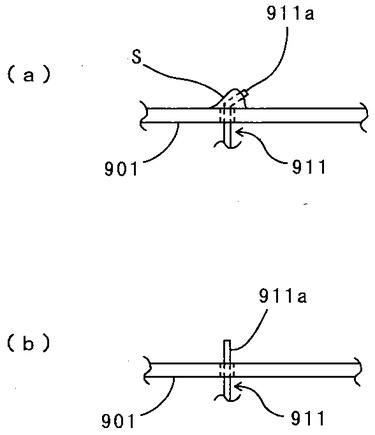
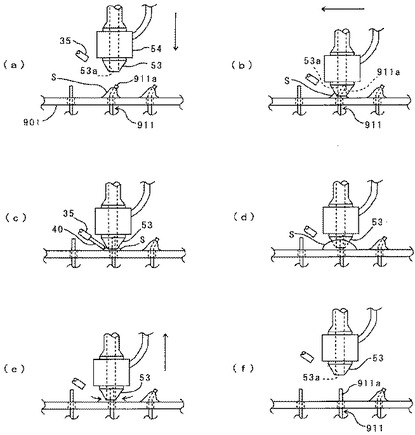
図5(a)は電子部品910のリード先端部911aが折り曲げられてハンダ付けされている状態の説明図であり、図5(b)はリード先端部911aを起こして真っ直ぐに修正し、ハンダを吸引して除去した状態の説明図である。また、図6(a)〜(f)は、ハンダ除去ロボットにより、リード先端部911aが折り曲げられてハンダ付けされているハンダ付け箇所において、リード先端部911aの折り曲げを真っ直ぐに修正してからハンダを吸引して除去する過程の説明図である。
【0029】
図5(a)に示すようなリード911の先端部911aが折り曲げられて基板901にハンダ付けされているハンダ付け箇所において、そのリード先端部911aの折り曲げを真っ直ぐに修正してからハンダSを吸引して除去するには、まず、図6(a)に示すように、ハンダ除去ヘッドユニット駆動部(X軸方向駆動部)260及び可動ブラケット203、204(Y軸方向駆動部)を駆動制御して、ハンダを除去すべきハンダ付け箇所のリード先端部911aに対してノズル部材53のX−Y軸方向を位置決めする。ノズル部材53軸心のX−Y軸方向の位置は、スルーホール中心からリード先端部911aの折り曲げ方向に所定距離(例えば0.5〜1.0[mm]程度)だけオフセットして位置決めされる。
【0030】
ノズル部材53のX−Y軸方向の位置決め完了後、ハンダ除去ヘッドユニット駆動部(Z軸方向駆動部)260を駆動制御して昇降軸部261を降下させると、ハンダ除去ヘッドユニット50とニードル部材35等が降下する。すると、ノズル部材53はハンダSを溶融しながら降下して、図6(b)に示すように、吸引ノズル53aの先端部に、折り曲げられたリード先端部911aが入り込む。
【0031】
そして、吸引ノズル53aの先端部にリード先端部911aが入り込んだ状態で、ハンダ除去ヘッドユニット駆動部(X軸方向駆動部)260を駆動制御し、ノズル部材53を図中左方向に所定距離(例えば0.5〜1.5[mm]程度)だけ移動させる。これにより、図6(c)に示すように、吸引ノズル53aの先端部がリード先端部911aの折り曲げを起こして真直ぐに修正することができる。なお、ノズル部材53の移動方向は、リード先端部911aの折り曲げを修正する方向であれば上記X軸方向に限らずX−Y平面内の任意の方向であってもよい。
【0032】
リード先端部911aがほぼ真直ぐに修正された後、ニードル部材35から糸状ハンダ40をノズル部材53近傍のハンダSに供給する。すると、図6(d)に示すように、ノズル部材53の先端部がハンダSで覆われる。ノズル部材53の先端部がハンダSで覆われたら、吸引ポンプ281により吸引ノズル53aからハンダSを吸引すると、図6(e)に示すように、ハンダSが除去される。ここで、糸状ハンダ40を供給するのは、吸引ノズル141aをハンダSで覆うことにより、周囲の空気だけを吸引してハンダSを吸引できなくなる吸引不良を防ぐためである。
【0033】
次に、ハンダ除去ヘッドユニット駆動部(Z軸方向駆動部)260を駆動制御して昇降軸部261を上昇させてノズル部材53を図中上方に移動させ、リード先端部911aからノズル部材53を退避させると、図6(f)に示すように、折り曲げが真っ直ぐに修正されて、ハンダSが除去されたリード先端部911aが露出する。
上記動作を繰返し行うことにより、リード先端部911aが折り曲げられて基板901にハンダ付けされている電子部品910であっても、容易に取り外すことができる。
【0034】
図7は、本実施形態1に係るハンダ除去ロボットによるハンダ除去の処理手順の一例を示すフローチャートである。
前述したワーク保持部210に基板901をセットして、ハンダ除去処理を開始すると、図7に示すように、セットされた基板901のハンダ除去制御データがデータ記憶部305からコントローラ301に読み出される(ステップS1)。このハンダ除去制御データは、ハンダを除去するハンダ付け箇所のX−Y平面座標位置やリード折り曲げの有無等のデータである。ハンダ除去制御データは、リード折り曲げ方向などのデータを含んでもよい。データ記憶部305には、基板901の全てのハンダ付け箇所のX−Y平面座標位置、リード折り曲げの有無等の基板作成時のデータや、ハンダを除去すべきハンダ付け箇所のデータなどが記憶されている。ハンダを除去すべきハンダ付け箇所のデータは、例えば、ハンダ除去処理前に予めオペレータにより入力される。
【0035】
次に、リード先端部911aの折り曲げの有無を判断し(ステップS2)、リード先端部911aの折り曲げがある場合(ステップS2でYes)には、リード先端部911aの折り曲げを修正し(ステップS3)、修正後にハンダを除去する(ステップS4)。一方、リード先端部911aの折り曲げがない場合(ステップS2でNo)には、リード先端部911aの折り曲げの修正処理を行わずに、ハンダを除去する(ステップS4)。
【0036】
なお、上記ハンダを除去するハンダ付け箇所の入力については、オペレータが操作部320で一箇所づつ指定したり、取り外す電子部品を指定してこの電子部品のハンダ付け箇所を一括して指定したりすることにより入力してもよい。
【0037】
なお、リード先端部911aの折り曲げがある場合、上記ステップS3のリード先端部911aの折り曲げ修正と、ステップS4のハンダ吸引除去とは逆の手順で行ってもよい。また、リード先端部911aの折り曲げを修正しながら、ハンダ除去を同時に行ってもよい。
【0038】
[実施形態2]
上記実施形態1の構成に加えて、ハンダを除去するハンダ付け箇所のハンダを予め加熱しておく予備加熱手段を設けてもよい。
【0039】
図8は本発明の第2の実施形態(以下、「実施形態2」という。)に係るハンダ除去ロボットの予備加熱手段を設けたハンダ除去ヘッドユニット50及びハンダ供給サブユニット20等の一構成例を示す拡大正面図である。図9は、予備加熱手段の一構成例を示す説明図である。
図8において、ベースプレート58には、予備加熱手段としてのスポットヒータ60、ハンダ加熱吸取り装置52、ハンダ供給ヘッド34等が取付けられている。スポットヒータ60は、図9に示すとおり、ハロゲンランプ61の光をミラー62で集光させて基板901のハンダSを予備加熱しておくものである。事前にハンダSを溶融温度近くまで予備加熱させておくことで、ノズル部材53だけでハンダSを溶融する場合に比べ、リード先端部911aの折り曲げ、糸ハンダ40の供給及びハンダ吸取りに要する処理時間を短縮させることができるとともに、基板901やノズル部材53の負担を軽減させることができる。
【0040】
なお、上記予備加熱手段としては、上記スポットヒータ60に限らず、例えば、熱風で加熱するドライヤータイプのものを用いてもよい。
【0041】
[実施形態3]
上記実施形態1及び実施形態2に係るハンダ除去ロボットでは、ノズル部材53をX軸方向又はY軸方向に移動させてリード先端部911aの折り曲げを真直ぐに修正する構成について説明したが、ノズル部材53の先端部を中心に揺動させてリード先端部911aの折り曲げを修正するようにしてもよい。なお、上記実施形態1及び実施形態2と同じ構成の部分については同じ符号を付して詳細な説明は省略する。
【0042】
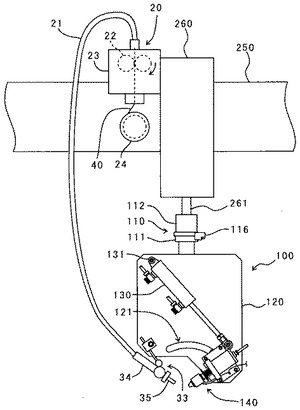
図10は、本発明の第3の実施形態(以下、「実施形態3」という。)に係るハンダ除去ロボットの概略構成を示す正面図である。本実施形態3のハンダ除去ロボットは、ハンダ除去対象物の基板901がセットされる対象物支持手段としてのワーク保持部210が作業台200a上に設けられた装置本体200と、制御手段としての制御ユニット300とを備えている。装置本体200は、その装置本体200の両側部に取り付けられたスタンド部材230、240と、そのスタンド部材230、240の間に架け渡すように取り付けられたX軸ガイド部材250と、X軸ガイド部材250に対してX軸方向(図中の左右方向)に移動可能に図中奥側が取り付けれたハンダ除去ヘッドユニット駆動部260とを備えている。また、ハンダ除去ヘッドユニット駆動部260の下端部には、Z軸方向に昇降可能な昇降軸部261が設けられ、その昇降軸部261の下端部に、ハンダ除去ヘッドユニット100が取り付けられている。
【0043】
図11は、本実施形態3に係るハンダ除去ロボットのハンダ除去ヘッドユニット100及びハンダ供給サブユニット20等の一構成例を示す拡大正面図である。ハンダ除去ヘッドユニット100は、ハンダ除去ヘッドユニット駆動部260の昇降可能な昇降軸部261の下端部に連結されたθ回転駆動機構110と、θ回転駆動機構110の回転可動部111の下端側面部に固定されたベースプレート120と、ベースプレート120に後端部131を中心に揺動可能に支持されたエアシリンダ130と、ベースプレート120のガイド孔121に沿って揺動可能に取付けられたハンダ加熱吸取り装置140とを備えている。また、ハンダ除去ヘッドユニット駆動部260の左側面部にハンダ供給サブユニット20が取付けられており、ベースプレート120にハンダ供給ヘッド34等が取付けられている。
【0044】
上記ベースプレート120には、固定アーム部材33が取付けられており、この固定アーム部材33にハンダ供給ヘッド34が支持されている。このハンダ供給ヘッド34の先端部には、ハンダガイド部材として、糸状ハンダが通過できる中空構造のニードル部材35を備えている。また、このハンダ供給ヘッド34には、上記ハンダ供給サブユニット20からハンダ供給チューブ21を介して、糸状ハンダ40が供給される。
【0045】
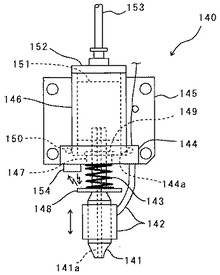
図12は、本実施形態3に係るハンダ除去ロボットのハンダ加熱吸取り装置140の構成の一例を示す説明図である。図12に示すハンダ加熱吸取り装置140は、吸引ノズル141aが先端部に形成されたノズル部材としてのノズル部材141と、加熱手段としてのヒータ142と、弾性部材としてのスプリング143と、保持ブラケット144と、スライダ取付プレート145と、円筒形のフィルターカートリッジ146とを備えている。
【0046】
上記ノズル部材141は、先端部は略円錐状で、本体部はヒータ取付け部の直径が他より大きく形成された円柱状の部材であり、軸心部にハンダ吸取り用の吸引ノズル141aが設けられている。ノズル部材141はその長手方向に対して所定範囲内で移動可能なように保持ブラケット144に保持されている。また、ノズル部材141の先端部は図中右側部分の肉厚が薄くなっていて、リードと基板901との間に入り込みやすいように加工されている。ノズル部材141の材質としては、熱伝導率が高く、しかも酸化しにくい材質、例えば、銅素材に鉄メッキを施したもの、ステンレス素材、又はセラミック素材などが好ましい。
【0047】
上記ヒータ142は、ノズル部材141の太径部に取付けられていて、ノズル部材141をハンダの溶融温度以上に加熱するニクロムヒータもしくはセラミックヒータである。熱回復性の高さと、立ち上がり温度特性の高さとからセラミックヒータがより好ましい。
【0048】
上記保持ブラケット144には、ノズル部材141の細径部と勘合し、ノズル部材141を長手方向に摺動自在に保持するオイル含浸メタル147が設けられている。このオイル含浸メタル147には、図中下側から、ワッシャ148とスプリング143とを挟み込んだ状態でノズル部材141の細径部が挿入され、上側の突き出たノズル部材141の細径部にC形止め輪149が抜け止め用に取付けられている。これにより、ノズル部材141は、ヒータ142とともに、スプリング143の付勢力に抗して図中上方向に移動可能に構成されている。なお、保持ブラケット144のオイル含浸メタル147の取付け部に耐熱樹脂等の断熱部材を設けて、高温となるノズル部材141の熱を断熱してもよい。
【0049】
また、保持ブラケット144にはフィルターカートリッジ146の外周と勘合する勘合穴144aが形成されており、この勘合穴144aにフィルターカートリッジ146を差し込むことにより、気密用のOリング150の弾性変形を利用してフィルターカートリッジ146が保持される。なお、フィルターカートリッジ146と保持ブラケット144の勘合穴144aとにネジ部を形成し、保持ブラケット144にフィルターカートリッジ146を螺合させて保持してもよい。
【0050】
上記フィルターカートリッジ146は内部フィルタ151を有する円筒形であり、図中上端側には取り外し可能な吸引蓋152が取付けられており、バキュームチューブ153を介して図示しない吸引ポンプ又はコンバムとも呼ばれるエジェクター方式真空発生器などの負圧発生手段により内部の空気が吸引される。フィルターカートリッジ146の内部の空気が吸引されて負圧になると、ノズル部材141の吸引ノズル141aから溶融したハンダや周囲の空気を吸引する。吸引ノズル141aから吸引された溶融ハンダはすぐに冷却されて固化し内部フィルタ151に貯留される。内部フィルタ151に吸引したハンダが所定量貯まると新しい内部フィルタ151に交換される。
【0051】
上記保持ブラケット144はスライダ取付プレート145に固設されており、このスライダ取付プレート145を上記エアシリンダ130により円弧運動するスライダ(後述)に取付けることにより、ハンダ加熱吸取り装置140が揺動し、ノズル部材141の吸引ノズル141aの先端部を中心として円弧運動する。また、上記保持ブラケット144には、光学式の変位センサ154が取付けられていて、ワッシャ148との距離を測定することにより、保持ブラケット144に対するノズル部材141の長手方向の変位量を検出する。
【0052】
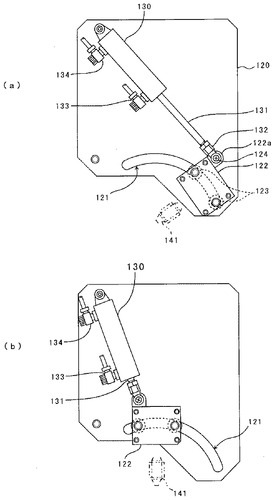
図13は、ハンダ除去ヘッドユニット100からハンダ加熱吸取り装置140と固定アーム部材33等とを取り外した状態の正面図であり、(a)はエアシリンダ130のロッド131が前進してハンダ加熱吸取り装置140を斜めに保持する状態の説明図、(b)はロッド131が後退してハンダ加熱吸取り装置140を鉛直方向に保持する状態の説明図である。
【0053】
図13(a)に示すように、ベースプレート120に形成されたガイド孔121には、スライダ122が2本のスライドガイドピン123により、ガイド孔121に沿って円弧運動するように取付けられている。スライドガイドピン123とガイド孔121内面との摺動部には潤滑剤を塗布し、もしくはオイル含浸メタルを設けて、スムーズに摺動するようにしてもよい。上記スライダ122にはジョイント部122aが形成されていて、エアシリンダ130のロッド131先端部のジョイント132が、ジョイントピン124を中心にして回転可能に連結されている。
【0054】
図13(a)は、エアシリンダ130のロッド131が前進してハンダ加熱吸取り装置140のノズル部材141が斜めに保持される状態を示している。エアシリンダ130は、例えば片ロッド復動型シリンダであり、電磁バルブ271(図14参照)を介して作動エアが供給されている。そして、電磁バルブ271を制御してロッド131を後退させると、図13(b)に示すように、スライダ122がガイド孔121に沿って円弧運動し、ハンダ加熱吸取り装置140のノズル部材141は鉛直方向に保持された状態となる。ノズル部材141の先端部を中心にしてスライダ122は円弧運動するようになっているので、吸引ノズル141aに挿入されたリード911の先端部911aを起こして真っ直ぐに修正することができる。
【0055】
また、上記エアシリンダ130にはスピードコントローラ(流量調整弁)機能付きの継手133,134が設けられていて、スライダ122の動作速度を調整できるようになっている。また、エアシリンダ130にリードスイッチと呼ばれる検知センサを設けて、ロッド131の前進位置と後退位置とを検知するようにしてもよい。
【0056】
なお、図13(a)及び(b)では、円弧運動を得るために、スライダ122をガイド孔121に沿って円弧運動させる構成について説明したが、これに限られるものではなく、曲率を有するガイドレールによりスライダの円弧運動が得られるLMガイド(株式会社THK製の登録商標)を用いてもよい。また、アクチュエータとしてエアシリンダを用いたが、モータとギヤとを組合せて用いるものであってもよい。
【0057】
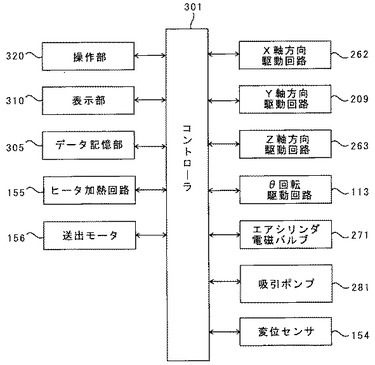
図14は、本実施形態3に係るハンダ除去ロボットの制御系の主要部を示すブロック図である。コントローラ301は、CPU、RAM、ROM、I/Oインターフェース等を用いて構成されている。このコントローラ301には、表示部310、オペレータが操作する操作部320、除去するハンダ付け箇所等のハンダ除去制御データや所定のプログラム等が保存された内部メモリ等からなるデータ記憶部305が接続されている。更に、コントローラ301には、エアシリンダ130へのエア供給を制御する電磁バルブ271、吸引ポンプ281および変位センサ154が接続されている。また、コントローラ301には、ヒータ142を加熱するヒータ加熱回路155が接続され、上記ノズル部材141を所定温度に加熱することができるようになっている。また、コントローラ301には、前述のハンダ供給装置23の送出モータ156が接続され、上記送出ローラ対22を駆動して糸状ハンダ40を送出し、上記ニードル部材35からハンダを除去するハンダ付け箇所に糸状ハンダ40を供給するようになっている。
【0058】
また、コントローラ301には、ハンダ除去ヘッドユニット駆動部(X軸方向駆動部)260を駆動制御するX軸方向駆動回路262、可動ブラケット203、204(Y軸方向駆動部)を駆動制御するY軸方向駆動回路209、ハンダ除去ヘッドユニット駆動部(Z軸方向駆動部)260を駆動制御するZ軸方向駆動回路263、および、ハンダ除去ヘッドユニット駆動部260内のθ回転駆動機構110を駆動制御するθ回転駆動回路113が接続されている。これにより、コントローラ301は、ハンダ除去制御データに基づいて、ハンダ除去ヘッドユニット100のX軸方向、ワーク保持部210、220のY軸方向、およびハンダ除去ヘッドユニット100のZ軸方向の移動と、ハンダ除去ヘッドユニット100のZ軸を中心にした回転とをそれぞれ制御できるようになっている。
【0059】
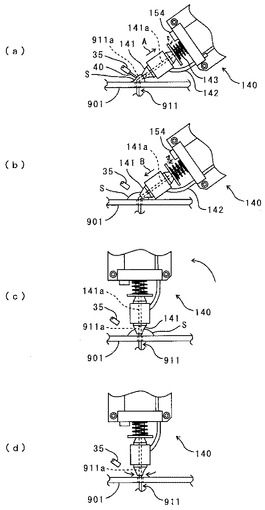
図15(a)〜(d)は、本実施形態3に係るハンダ除去ロボットにより、リード先端部911aが折り曲げられてハンダ付けされているハンダ付け箇所において、リード先端部911aの折り曲げを真っ直ぐに修正してからハンダを吸引して除去する過程の説明図である。
【0060】
図5(a)に示すようなリード先端部911aが折り曲げられて基板901にハンダ付けされているハンダ付け箇所において、リード先端部911aの折り曲げを真っ直ぐに修正してからハンダSを吸引して除去するには、まず、図15(a)に示すように、リード先端部911aの折り曲げ方向と対向する方向からノズル部材141の先端部を近づけ、吸引ノズル141a先端部をリード先端部911aに挿入させる。この状態で更にハンダ加熱吸取り装置140をリード先端部911a方向に移動させると、スプリング143の付勢力に抗してノズル部材141は約1〜1.5[mm]矢印A方向に後退する。ノズル部材141の後退を変位センサ154が検知すると、ハンダ加熱吸取り装置140の移動を停止して位置決めする。ハンダ加熱吸取り装置140の位置決め後、ニードル部材35から糸状ハンダ40をハンダSに当接させる。ここで、糸状ハンダ40を供給するのは、吸引ノズル141aをハンダSで覆うことにより、周囲の空気だけを吸引してハンダSを吸引できなくなる吸引不良を防ぐためである。
【0061】
ノズル部材141はヒータ142により加熱されているので、図15(b)に示すように、ハンダSが加熱されて溶融し、当接している糸状ハンダ40が溶融して供給されるとともに、ノズル部材141がスプリング143の付勢力により矢印B方向に前進する。これにより、ハンダSを溶融しながらハンダ加熱吸取り装置140を徐々に移動させるような複雑な制御を行うことなく、吸引ノズル141aがリード先端部911aに対してより確実に挿入される。また、変位センサ154がノズル部材141の前進を検知する。
【0062】
変位センサ154がノズル部材141の前進を検知すると、ハンダSが溶融したものと判断し、図15(c)に示すように、ハンダ加熱吸取り装置140を揺動させて、リード先端部911aに挿入された吸引ノズル141aの先端部を中心にして回転させることにより、リード先端部911aが起こされて真っ直ぐに修正される。そして、吸引ポンプ281により吸引ノズル141aからハンダSを吸引すると、図15(d)に示すように、ハンダSが除去される。
【0063】
次に、ハンダ加熱吸取り装置140を図中上方に移動させ、前記図5(b)に示すように、折り曲げが真っ直ぐに修正されて、ハンダSが除去されたリード先端部911aが露出する。これにより、基板901から電子部品は容易に取り外すことができる。
【0064】
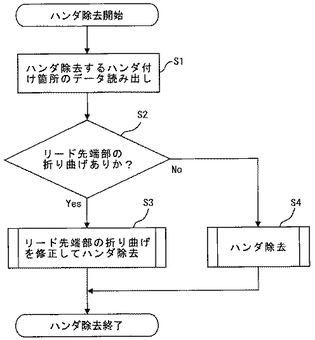
図16は、本実施形態3に係るハンダ除去ロボットによるハンダ除去の処理手順の一例を示すフローチャートである。
前述したワーク保持部210に基板901をセットして、ハンダ除去処理を開始すると、図16に示すように、セットされた基板901のハンダ除去制御データがデータ記憶部305からコントローラ301に読み出される(ステップS1)。このハンダ除去制御データとしては、ハンダを除去するハンダ付け箇所のX−Y平面座標位置や、リード折り曲げの有無や、リード折り曲げ方向などのデータである。データ記憶部305には、基板901の全てのハンダ付け箇所のX−Y平面座標位置、リード折り曲げの有無、及び折り曲げ方向が、基板作成時のデータとして記憶されている。また、ハンダを除去すべきハンダ付け箇所については、ハンダ除去処理前に予めオペレータにより入力されたデータが記憶されている。
【0065】
次に、リード先端部911aの折り曲げの有無を判断し(ステップS2)、リード先端部911aの折り曲げがある場合(ステップS2でYes)には、リード先端部911aの折り曲げを修正してハンダを除去する(ステップS3)。一方、リード先端部911aの折り曲げがない場合(ステップS2でNo)には、リード先端部911aの折り曲げの修正処理を行わずにハンダを除去する(ステップS4)。
【0066】
なお、上記ハンダを除去するハンダ付け箇所の入力については、オペレータが操作部320で一箇所づつ指定したり、取り外す電子部品を指定してこの電子部品のハンダ付け箇所を一括して指定したりすることにより入力してもよい。
【0067】
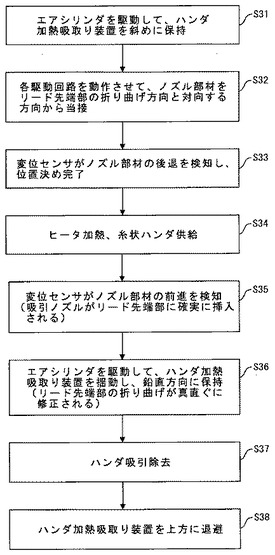
図17は、上記図16のステップS3でリードの折り曲げを修正してハンダ除去を行う処理手順の一例を詳細に説明したフローチャートである。
図17に示すように、リード先端部911aの折り曲げがある場合には、コントローラ301は電磁バルブ271を制御してエアシリンダ130を駆動し、ハンダ加熱吸取り装置140を斜めに保持する(ステップS31)。そして、X軸方向駆動回路262,Y軸方向駆動回路209,Z軸方向駆動回路263,θ回転駆動回路113の各駆動回路を動作させて、吸引ノズル141aの先端部、すなわちノズル部材141の先端部をリード先端部911aの折り曲げられている方向と対向する方向から当接させる(ステップS32)。さらに、ノズル部材141の先端部をリード先端部911aに近づけるようにハンダ加熱吸取り装置140全体を移動させると、スプリング143が縮んでノズル部材141が保持ブラケット144に対して徐々に後退していき、所定の変位量以上になると変位センサ154がノズル部材141の後退を検知し、位置決めが完了する(ステップS33)。位置決め完了後に、予め予備加熱されていたヒータ142を所定温度まで加熱するとともに、糸状ハンダ40を供給する(ステップS34)。ハンダSが溶解してくるとノズル部材141がスプリング143の付勢力により前進し、変位センサ154がこれを検知する(ステップS35)。変位センサ154がノズル部材141の前進を検知することにより、ハンダSが溶融するとともに、吸引ノズル141aがリード先端部911aに確実に挿入されたと判断することができる。変位センサ154がノズル部材141の前進を検知した後、電磁バルブ271を制御してエアシリンダ130を駆動して、ハンダ加熱吸取り装置140を揺動し、鉛直方向に真っ直ぐに保持する(ステップS36)。これにより、リード先端部911aを挿入した吸引ノズル141aはその先端部を中心として回転し、リード先端部911aを起こして折り曲げを真っ直ぐに修正することができる。次に、吸引ポンプ281を動作させて溶融したハンダSを吸取って除去する(ステップS37)。ハンダ吸取り除去後にZ軸方向駆動回路263を動作させて、ハンダ除去ヘッドユニット駆動部260の昇降軸部261を上昇させて、ハンダ加熱吸取り装置140を上方に退避させる。他のハンダ付け箇所のハンダを除去する場合には上記動作を繰返して行う。
【0068】
なお、上記ステップS36のハンダ加熱吸取り装置140の揺動と、ステップS37のハンダ吸引除去とは逆の手順で行ってもよい。また、ハンダ加熱吸取り装置140を揺動しながらハンダ吸引除去を同時に行ってもよい。
【0069】
上記図16のステップS4でリード先端部911aの折り曲げがない場合のハンダ除去の処理手順は、上記図17のフローチャートにおいて、エアシリンダ130を駆動してハンダ加熱吸取り装置140を斜めに保持するステップS31と、エアシリンダ130を駆動してハンダ加熱吸取り装置140を揺動し、鉛直方向に真っ直ぐに保持するステップS36とを実行しない以外はほぼ同様なので、詳しい説明は省略する。
【0070】
なお、本実施形態3において、リード先端部911aの折り曲げ角度に応じて、ノズル部材141の吸引ノズル141aがリード先端部911aに挿入可能なように、ノズル部材141の傾きを変更するように制御してもよい。この制御を行うためには、例えば、図13(a)において、エアシリンダ130のロッド131が前進して押し出されたときに、スライダ122の停止位置を所定範囲内で任意の位置に停止させることが可能な停止位置可変型ストッパを設けてもよい。また、スライダ122を駆動するアクチュエータをモータとギヤとで構成した場合には、スライダ122の停止位置を検知する変位センサを設けて、この変位センサの検知結果に基づいてモータを停止させる制御を行ってもよい。
また、本実施形態3において、上記実施形態2で説明した予備加熱手段を設けてもよい。
【0071】
以上、上記各実施形態によれば、ハンダ除去装置としてのハンダ除去ロボットは、溶融したハンダを吸引する吸引ノズル53aが先端部に形成されたノズル部材としてのノズル部材53と、ノズル部材53をハンダ溶融温度以上に加熱する加熱手段としてのヒータ57と、ノズル部材53の吸引ノズル53aから溶融したハンダSを吸引する負圧を発生させる負圧発生手段としての吸引ポンプ281と、プリント基板としての基板901のハンダ付け箇所の位置のデータと、そのハンダ付け箇所のリード先端部911aの折り曲げに関するデータとを記憶する記憶手段としてのデータ記憶部305と、ハンダ付け箇所に対してノズル部材53の先端部を相対的に移動させる相対移動手段としてのX軸ガイド部材250等と、データ記憶部305に記憶されているハンダ付け箇所の位置のデータ及びリード先端部911aの折り曲げに関するデータに基づいて、X軸ガイド部材250等及び吸引ポンプ281を制御する制御手段としての制御ユニット300とを備えている。そして、コントローラ301は、リード先端部が折り曲げられたハンダ付け箇所に対してノズル部材53の先端部を位置決めし、ノズル部材53の先端部でハンダ付け箇所を加熱しながらノズル部材の吸引ノズル53aをリード先端部に挿入し、ノズル部材53又は基板901の少なくとも一方を移動させて基板901の表面から離間させるようにリード先端部を起こし、吸引ノズル53aを介してハンダ付け箇所のハンダを吸引するように、X軸ガイド部材250等及び吸引ポンプ281を制御する。これにより、リード先端部911aが折り曲げられてハンダ付けされている基板901であっても、そのハンダ付け箇所のリード先端部911aを起こした状態でハンダを吸引することにより、ハンダを確実に且つ効率良くハンダ除去を行うことができる。また、ハンダが除去されたリード先端部911aの折り曲げは略真っ直ぐに修正されるので、基板901から電子部品を容易に取り外すことができる。
また、上記実施形態によれば、上記相対移動手段としてのX軸ガイド部材250等は、基板901のハンダ付け箇所がある表面に沿った面方向及びこの表面に垂直な方向について基板901とノズル部材53とを相対的に移動させる手段としてのX軸ガイド部材250及びY軸方向に延びた2本のガイドレール201、202とを有してもよい。これにより、ノズル部材53とリード先端部911aとをX−Y軸方向で正確に位置決めすることができる。また、吸引ノズル53aにリード先端部911aを挿入した状態でノズル部材53とリード先端部911aとをX−Y軸方向に相対移動させることにより、リードの折り曲げを真直ぐに修正することができる。
また、上記実施形態によれば、基板901の表面に垂直な軸を中心にノズル部材141を回転させる手段としてのθ回転駆動機構110と、ノズル部材141の長手方向の中心軸に沿った方向にノズル部材141の先端部を移動させる手段としての昇降軸部261と、ノズル部材141の吸引ノズル141aが開口している先端を中心にノズル部材を揺動させる手段としてのエアシリンダ130及びスライダ122と、を有してもよい。これにより、ハンダを除去するハンダ付け箇所のリード先端部911aの折り曲げ方向と対向する方向からノズル部材141の先端部を当接させて正確に位置決めすることができるとともに、吸引ノズル141aにリード先端部911aを挿入した状態でノズル部材141を揺動させて、リード先端部911aを起こして折り曲げを真っ直ぐに修正することができる。
また、上記実施形態によれば、ノズル部材53,141の先端部又はハンダ付け箇所にハンダを供給するハンダ供給手段としてのハンダ供給サブユニット20等を備え、コントローラ301は、ノズル部材53,141の先端部又はハンダ付け箇所にハンダ供給サブユニット20等でハンダを供給し、吸引ノズル53a,141aで溶融したハンダSを吸引するように制御している。ハンダを除去するハンダ付け箇所にはある程度のハンダSが存在しないと、吸引ノズル53a,141aから周囲の空気を吸引してしまい溶融したハンダSを吸引除去することができない場合がある。このため、吸引ノズル53a,141aでハンダSを吸引する前に、あらかじめハンダ付け箇所に糸状ハンダ40を供給して、吸引ノズル53a,141aの先端部付近をハンダSで覆うことにより、周囲の空気を吸引せずに、溶融したハンダSを確実に吸引して除去することができる。
また、上記実施形態によれば、ノズル部材141の吸引ノズル141aにリード先端部911aが挿入された状態で、ノズル部材141の先端部をハンダ付け箇所に対して付勢する弾性部材としてのスプリング143を備えている。ハンダを除去するハンダ付け位置と吸引ノズル141aの先端部とを位置決めする際に、ハンダSに当接した吸引ノズル141aの先端部が、スプリング143の付勢力に抗して一旦後退する。そして、加熱によるハンダSの溶融に伴って、吸引ノズル141aの先端部が前進してハンダSに食い込んでいき、リード先端部911aに確実に挿入される。これにより、ハンダSの溶融に伴って吸引ノズル141aの先端部を徐々に移動させていくという複雑な制御をしなくてもよい。また、何らかの原因で吸引ノズル141aの先端部がハンダ付け箇所を押し過ぎたり、電子部品にぶつかったりした場合であっても、吸引ノズル141aの先端部が後退し、基板901の損傷を防ぐことが可能となる。
また、上記実施形態によれば、コントローラ301は、リード先端部の折り曲げ角度に応じて、ノズル部材141の吸引ノズル141aがリード先端部に挿入可能な傾きに、ノズル部材141の傾きを変更するように制御するものであってもよい。これにより、リード先端部の折り曲げ角度によらず、吸引ノズル141aを確実にリード先端部に挿入することができ、リードの折り曲げを真っ直ぐに修正することが可能となる。
また、上記実施形態によれば、ハンダ付け箇所をノズル部材53,141で加熱する前に予め加熱させておく予備加熱手段としてのスポットヒータ60を備えてもよい。これにより、事前にハンダSを溶融温度近くまで予備加熱させておくことができ、ノズル部材53,141だけでハンダSを溶融する場合に比べ、リード先端部911aの折り曲げ、糸ハンダ40の供給及びハンダ吸取りに要する処理時間を短縮させることができるとともに、基板901やノズル部材53,141の負担を軽減させることができる。
【符号の説明】
【0072】
20 ハンダ供給サブユニット
34 ハンダ供給ヘッド
35 ニードル部材
40 糸状ハンダ
50 ハンダ除去ヘッドユニット
52 ハンダ加熱吸取り装置
53 ノズル部材
53a 吸引ノズル
60 スポットヒータ
100 ハンダ除去ヘッドユニット
110 θ回転駆動機構
111 回転可動部
112 固定連結部
113 θ回転駆動回路
120 ベースプレート
121 ガイド孔
122 スライダ
123 スライダガイドピン
130 エアシリンダ
131 ロッド
140 ハンダ加熱吸取り装置
141 ノズル部材
141a 吸引ノズル
142 ヒータ
143 スプリング
154 変位センサ
200 装置本体
200a 作業台
201、202 ガイドレール
203、204 可動ブラケット
206 ワーク保持テーブル
207 側面支持スタンド
208 下面支持スタンド
209 Y軸方向駆動回路
210 ワーク保持部
230、240 スタンド部材
250 X軸ガイド部材
260 ハンダ除去ヘッドユニット駆動部
261 昇降軸部
262 X軸方向駆動回路
263 Z軸方向駆動回路
271 エアシリンダ電磁バルブ
281 吸引ポンプ
300 制御ユニット
301 コントローラ
305 データ記憶部
310 表示部
320 操作部
330 メモリスロット
901 基板
910 電子部品
911 リード
911a リード先端部
【先行技術文献】
【特許文献】
【0073】
【特許文献1】特開2002−271016号公報
【技術分野】
【0001】
本発明は、電子部品のリードがハンダ付けされているプリント基板のハンダを除去するハンダ除去方法及びその装置に関するものである。
【背景技術】
【0002】
従来、この種のハンダ除去方法として、基板の裏面に突出するリード先端部の両側の斜め上方から加熱した吸引ノズルおよびハンダゴテの先端部を同時に接近させてハンダ付部分に接触させて加熱し、そのハンダ付け部分の溶融ハンダを吸引ノズルで吸引して除去するハンダ除去方法が知られている(例えば、特許文献1参照)。
また、ハンダ吸取器を用いて作業者が手動でハンダを除去する方法も知られている。ハンダ吸取器は、例えば、吸引ノズルが形成されたノズル部材に吸引ポンプを接続したものである。このハンダ吸取器を用いてリードのハンダ付部分からハンダを除去するには、作業者がハンダ付部分を目視で確認しながらノズル部材を接近させ、吸引ノズルをリードに挿入するようにノズル部材をハンダ付部分のハンダに接触させて加熱し、ハンダが溶融したタイミングを見計らって吸引ポンプの吸引力により溶融ハンダを吸引ノズルから吸引して除去する。
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、ハンダ除去対象の中には、スルーホールから突き出たリードの先端部分が折り曲げられているものがある。このようなリードの先端部分が折り曲げられてハンダ付けされているハンダ付部分のハンダを、上記特許文献1の方法で除去しようとすると、折り曲げられたリードとプリント基板との間のハンダ除去が十分に行われず、その間にハンダが残ってしまうおそれがある。また、リードが折り曲げられていると、ハンダを除去しただけでは電子部品をプリント基板から容易に取り外すことができない。この電子部品を取り外すには、ハンダ除去後にラジオペンチなどを用いてリードを真っ直ぐに直す必要があり、作業工程が増えてしまう。このように、リードが折り曲げられてハンダ付けされているプリント基板は、リードが真っ直ぐにハンダ付けされているプリント基板に比べて、ハンダ除去の作業効率が悪くなってしまう。
また、上記ハンダ吸取器を用いた手動によるハンダ除去方法では、作業者がハンダ付部分を目視で確認しながらノズル部材を接近させたり、吸引ノズルをリードに挿入するようにノズル部材をハンダ付部分のハンダに接触させたり、ハンダが溶融したタイミングを見計らってハンダを吸引したりする必要があるため、ハンダ除去の効率が悪い。また、この手動によるハンダ除去方法においても、折り曲げられたリードとプリント基板との間のハンダを確実に除去できないおそれがあり、ハンダを除去しただけでは電子部品をプリント基板から容易に取り外すことができない。
【0004】
本発明は以上の問題点に鑑みなされたものであり、その目的は、電子部品のリードの先端部分が折り曲げられてプリント基板にハンダ付けされている場合であっても、確実に且つ効率良くハンダ除去を行うことができるとともに、電子部品を容易に取り外すことができるハンダ除去方法及びその装置を提供することである。
【課題を解決するための手段】
【0005】
上記目的を達成するために、請求項1の発明は、プリント基板の貫通孔を貫通して突出した電子部品のリード先端部がハンダ付けされているハンダ付け箇所からハンダを除去可能なハンダ除去装置であって、溶融したハンダを吸引する吸引ノズルが先端部に形成されたノズル部材と、該ノズル部材をハンダ溶融温度以上に加熱する加熱手段と、該ノズル部材の吸引ノズルから溶融したハンダを吸引する負圧を発生させる負圧発生手段と、該プリント基板のハンダ付け箇所の位置のデータと、そのハンダ付け箇所のリード先端部の折り曲げに関するデータとを記憶する記憶手段と、該ハンダ付け箇所に対して該ノズル部材の先端部を相対的に移動させる相対移動手段と、該記憶手段に記憶されている該ハンダ付け箇所の位置のデータ及びリード先端部の折り曲げに関するデータに基づいて、該相対移動手段及び該負圧発生手段を制御する制御手段と、を備え、該制御手段は、リード先端部が折り曲げられたハンダ付け箇所に対して該ノズル部材の先端部を位置決めし、該ノズル部材の先端部で該ハンダ付け箇所を加熱しながら該ノズル部材の吸引ノズルを該リード先端部に挿入し、該ノズル部材又は該プリント基板の少なくとも一方を移動させて該プリント基板の表面から離間させるように該リード先端部を起こし、該吸引ノズルを介して該ハンダ付け箇所のハンダを吸引するように、該相対移動手段及び該負圧発生手段を制御することを特徴とするものである。
また、請求項2の発明は、請求項1のハンダ除去装置において、上記相対移動手段は、上記プリント基板のハンダ付け箇所がある表面に沿った面方向及び該表面に垂直な方向について該プリント基板と該ノズル部材とを相対的に移動させる手段を有することを特徴とするものである。
また、請求項3の発明は、請求項2のハンダ除去装置において、上記相対移動手段は、上記プリント基板の表面に垂直な軸を中心に上記ノズル部材を回転させる手段と、該ノズル部材の長手方向の中心軸に沿った方向に該ノズル部材の先端部を移動させる手段と、該ノズル部材の吸引ノズルが開口している先端を中心に該ノズル部材を揺動させる手段と、を更に有することを特徴とする。
また、請求項4の発明は、請求項1乃至3のいずれかのハンダ除去装置において、上記ノズル部材の先端部又は上記ハンダ付け箇所にハンダを供給するハンダ供給手段を備え、上記制御手段は、該ノズル部材の先端部又は該ハンダ付け箇所に該ハンダ供給手段でハンダを供給し、上記吸引ノズルで溶融したハンダを吸引するように制御することを特徴とするものである。
また、請求項5の発明は、請求項1乃至4のいずれかのハンダ除去装置において、上記ノズル部材の吸引ノズルに上記リード先端部が挿入された状態で、上記ノズル部材の先端部を上記ハンダ付け箇所に対して付勢する弾性部材を備えたことを特徴とするものである。
また、請求項6の発明は、請求項1乃至5のいずれかのハンダ除去装置において、上記制御手段は、上記リード先端部の折り曲げ角度に応じて、上記ノズル部材の吸引ノズルが上記リード先端部に挿入可能な傾きに、該ノズル部材の傾きを変更するように制御することを特徴とするものである。
また、請求項7の発明は、請求項1乃至6のいずれかのハンダ除去装置において、上記ハンダ付け箇所を上記ノズル部材で加熱する前に予め加熱させておく予備加熱手段を、更に備えたことを特徴とするものである。
また、請求項8の発明は、プリント基板の貫通孔を貫通して突出した電子部品のリード先端部がハンダ付けされているハンダ付け箇所からハンダを除去可能なハンダ除去方法であって、溶融したハンダを吸引する吸引ノズルが先端部に形成されたノズル部材の先端部を、リード先端部が折り曲げられたハンダ付け箇所に対して位置決めする位置決め工程と、該ノズル部材の先端部で該ハンダ付け箇所を加熱しながら該ノズル部材の吸引ノズルを該リード先端部に挿入する挿入工程と、該ノズル部材又は該プリント基板の少なくとも一方を移動させて該プリント基板の表面から離間させるように該リード先端部を起こすリード起こし工程と、該吸引ノズルを介して該ハンダ付け箇所のハンダを吸引する吸引工程と、を有することを特徴とするものである。
また、請求項9の発明は、請求項8のハンダ除去方法において、上記位置決め工程は、上記プリント基板のハンダ付け箇所がある表面に沿った面方向及び該表面に垂直な方向について該プリント基板と該ノズル部材とを相対的に移動させる移動工程を有することを特徴とするものである。
また、請求項10の発明は、請求項9のハンダ除去方法において、上記位置決め工程は、上記プリント基板の表面に垂直な軸を中心に上記ノズル部材を回転させる回転工程と、該ノズル部材の長手方向の中心軸に沿った方向に該ノズル部材の先端部を移動させる先端部移動工程と、該ノズル部材の吸引ノズルが開口している先端を中心に該ノズル部材を揺動させる揺動工程と、を更に有することを特徴とするものである。
また、請求項11の発明は、請求項8乃至10のいずれかのハンダ除去方法において、上記ハンダの吸引の前に、上記ノズル部材の先端部又は上記ハンダ付け箇所にハンダを供給するハンダ供給工程を、更に有することを特徴とするものである。
また、請求項12の発明は、請求項8乃至11のいずれかのハンダ除去方法において、上記挿入工程及び上記リード起こし工程の少なくとも一方では、上記ノズル部材の先端部を上記ハンダ付け箇所に対して後退可能に付勢することを特徴とするものである。
また、請求項13の発明は、請求項8乃至12のいずれかのハンダ除去方法において、上記リード先端部の折り曲げ角度に応じて、上記ノズル部材の吸引ノズルが上記リード先端部に挿入可能なように、該ノズル部材の傾きを変更する工程を、更に有することを特徴とするものである。
また、請求項14の発明は、請求項8乃至13のいずれかのハンダ除去方法において、上記ハンダ付け箇所を上記ノズル部材で加熱する前に予め加熱させておく予備加熱工程を、更に有することを特徴とするものである。
【発明の効果】
【0006】
本発明によれば、記憶手段に記憶されたハンダ付け箇所の位置データと、そのハンダ付け箇所のリード先端部の折り曲げに関するデータとに基づいて、ハンダ付け箇所に対してノズル部材の先端部を相対的に移動させて位置決めし、そのノズル部材の先端部でハンダ付け箇所を加熱しながらノズル部材の吸引ノズルを電子部品のリード先端部に挿入する。そして、上記ノズル部材又はプリント基板の少なくとも一方を移動させてプリント基板の表面から離間させるようにリード先端部を起こした状態で、吸引ノズルを介してハンダ付け箇所のハンダを吸引して除去する。このように電子部品のリード先端部が折り曲げられてハンダ付けされているプリント基板であっても、そのハンダ付け箇所のリード先端部を起こした状態でハンダを吸引することにより、ハンダを確実に且つ効率良く除去することができる。また、ハンダが除去されたリード先端部の折り曲げは略真っ直ぐに修正されるので、プリント基板から電子部品を容易に取り外すことができる。
【図面の簡単な説明】
【0007】
【図1】本発明の第1の実施形態に係るハンダ除去ロボットの概略構成を示す正面図。
【図2】基板がセットされたワーク保持部の平面図。
【図3】ハンダ除去ヘッドユニット及びハンダ供給サブユニット等の一構成例を示す拡大正面図。
【図4】ハンダ除去ロボットの制御系の主要部を示すブロック図。
【図5】(a)は電子部品のリード先端部が折り曲げられてハンダ付けされている状態の説明図。(b)はリードを真っ直ぐに修正してハンダを除去した状態の説明図。
【図6】(a)〜(f)はリード先端部の折り曲げを真っ直ぐに修正してハンダを吸引除去する過程の説明図。
【図7】ハンダ除去ロボットによるハンダ除去の処理手順の一例を示すフローチャート。
【図8】本発明の第2の実施形態に係るハンダ除去ロボットのハンダ除去ヘッドユニット及びハンダ供給サブユニット等の一構成例を示す拡大正面図。
【図9】第2の実施形態に係るハンダ除去ロボットにおける予備加熱手段の一構成例を示す説明図。
【図10】本発明の第3の実施形態に係るハンダ除去ロボットの概略構成を示す正面図。
【図11】第3の実施形態に係るハンダ除去ヘッドユニット及びハンダ供給サブユニット等の一構成例を示す拡大正面図。
【図12】第3の実施形態に係るハンダ加熱吸取り装置の構成の一例を示す説明図。
【図13】(a)は第3の実施形態に係るエアシリンダのロッドが前進してハンダ加熱吸取り装置を斜めに保持する状態の説明図。(b)はロッドが後退してハンダ加熱吸取り装置を鉛直方向に保持する状態の説明図。
【図14】第3の実施形態に係るハンダ除去ロボットの制御系の主要部を示すブロック図。
【図15】(a)〜(d)は第3の実施形態に係るリード先端部の折り曲げを真っ直ぐに修正してハンダを吸引除去する過程の説明図。
【図16】第3の実施形態に係るハンダ除去ロボットによるハンダ除去の処理手順の一例を示すフローチャート。
【図17】第3の実施形態に係るハンダ除去ロボットのリード先端部の折り曲げを修正してハンダ除去を行う処理手順の一例を示すフローチャート。
【発明を実施するための形態】
【0008】
以下、本発明をハンダ除去装置としてのハンダ除去ロボットに適用した実施形態について説明する。本実施形態のハンダ除去ロボットは、電気回路が形成されたハンダ除去対象物としてのプリント基板(以下「基板」という。)の所定のハンダ付け箇所からハンダを除去するものである。
【0009】
[実施形態1]
図1は本発明の第1の実施形態(以下、「実施形態1」という。)に係るハンダ除去ロボットの概略構成を示す正面図である。なお、図1には、後で参照する座標軸も図示されている。本実施形態1のハンダ除去ロボットは、ハンダ除去対象物の基板901がセットされる対象物支持手段としてのワーク保持部210が作業台200a上に設けられた装置本体200と、制御手段としての制御ユニット300とを備えている。装置本体200は、その装置本体200の両側部に取り付けられたスタンド部材230、240と、そのスタンド部材230、240の間に架け渡すように取り付けられたX軸ガイド部材250と、X軸ガイド部材250に対してX軸方向(図中の左右方向)に移動可能に図中奥側が取り付けれたハンダ除去ヘッドユニット駆動部260とを備えている。また、ハンダ除去ヘッドユニット駆動部260の下端部には、Z軸方向に昇降可能な昇降軸部261が設けられ、その昇降軸部261の下端部に、ハンダ除去ヘッドユニット50が取り付けられている。
【0010】
装置本体200の作業台200aの中央部には、Y軸方向(図中の前後方向)に延びた2本のガイドレール201、202が形成され、そのガイドレール201、202それぞれに沿って可動ブラケット203、204がY軸方向に移動可能に取り付けられている。可動ブラケット203、204の上端には連結板205を介してワーク保持テーブル206が取り付けられ、そのワーク保持テーブル206上にワーク保持部210が設けられている。図2に示すように、ワーク保持部210は、基板の4つの角部それぞれにおいて基板901の側面から支持する側面支持スタンド207と基板901の下面から支持する下面支持スタンド208とを備えている。ワーク保持部210には、電解コンデンサ等の電子部品910のリードがハンダ付けされた基板901の裏面が上向きになるようにセットされる。
【0011】
制御ユニット300は、表示部310と、操作部320と、着脱可能な記憶媒体としてのメモリカード等が装着される記憶媒体装着手段としてのメモリスロット330とを備えている。また、制御ユニット300は、CPUや内部メモリ等で構成された制御部としてのコントローラを内蔵している。ハンダ除去ヘッドユニット駆動部260のX軸方向の駆動、ハンダ除去ヘッドユニット50のZ軸方向(基板901に対する接離方向)の駆動、ハンダ除去ヘッドユニット50のZ軸を中心とした回転駆動(θ回転駆動)、ワーク保持部210が設けられた可動ブラケット203、204のY軸方向の駆動などは、ハンダ除去制御データ(ハンダ除去NCデータ)に基づいて、制御ユニット300のコントローラで制御される。ハンダ除去制御データは、基板901のハンダを除去すべきハンダ付け箇所の相対座標等の情報、そのハンダ付け箇所のリード先端部の折り曲げに関する情報、ハンダ除去ヘッドユニット50の回転制御の情報、ハンダ除去ヘッドユニット50の移動速度の情報等に関するデータである。リード先端部の折り曲げに関する情報は、例えば上記ハンダを除去すべきハンダ付け箇所におけるリード先端部の折り曲げの有無のデータであり、リード先端部の方向や傾きの情報を含んでもよい。
【0012】
上記ハンダ除去制御データは、ハンダ除去処理時の各種初期設定パラメータ等のデータとともに、制御ユニット300のコントローラ内にある内部メモリに予め保存され、基板のハンダ除去処理実行時に当該内部メモリから読み出されて用いられる。この内部メモリ内に保存されるハンダ除去制御データは、メモリスロット330に装着されたメモリカード等の記憶媒体から読み出したものでもよいし、通信ネットワークを介して外部装置から送信されてきたものでもよい。また、ハンダ除去制御データ等は、フレキシブルディスク、ハードディスク等の他の記憶媒体に記憶させて用いるように構成してもよい。また、ハンダ除去制御データ(ハンダ除去NCデータ)は、ハンダ除去対象物である基板の裏面側の設計データに基づいて作成したものでもよいし、前もって実行されるデータ取り込み作業(ティーチング作業)で取得されたものでもよい。
【0013】
図3は、本実施形態1に係るハンダ除去ロボットのハンダ除去ヘッドユニット50及びハンダ供給サブユニット20等の一構成例を示す拡大正面図である。ハンダ除去ヘッドユニット50は、ハンダ除去ヘッドユニット駆動部260の昇降可能な昇降軸部261の下端部に連結されたθ回転駆動機構110と、θ回転駆動機構110の回転可動部111の下端側面部に固定されたベースプレート51と、ベースプレート51に支持されたハンダ加熱吸取り装置52とを備えている。また、ハンダ除去ヘッドユニット駆動部260の左側面部にハンダ供給サブユニット20が取付けられており、ベースプレート51にハンダ供給ヘッド34等が取付けられている。
【0014】
上記θ回転駆動機構110は、昇降軸部261の下端部に連結された固定連結部112をベースにして、その下側の回転可動部111がZ軸を中心にして回転駆動可能に構成されている。回転可動部111の上側外周部には、図示しない気体の配管や電気的な配線を中継する中継部材116が設けられている。
【0015】
上記ベースプレート51には、固定アーム部材33が取付けられており、この固定アーム部材33にハンダ供給ヘッド34が支持されている。このハンダ供給ヘッド34の先端部には、ハンダガイド部材として、糸状ハンダが通過できる中空構造のニードル部材35を備えている。また、このハンダ供給ヘッド34には、上記ハンダ供給サブユニット20からハンダ供給チューブ21を介して、糸状ハンダ40が供給される。
【0016】
また、上記ハンダ供給ヘッド34には、上記糸状ハンダ40をニードル部材35から吐出させる前に予備的に加熱するヒータを備えている。このように予備的に加熱することにより、フラックスの急激な温度上昇を抑え、ハンダ玉・フラックス飛散を防止することができる。
【0017】
上記ハンダ供給サブユニット20は、送出ローラ対22及び送出モータ156(図4参照)を有するハンダ供給装置23と、糸状ハンダ40を一定量巻き付けたハンダ収容部としてのハンダリール24とを備えている。上記送出ローラ対22は糸状ハンダ40を挾持しながら回転することによりハンダ40をハンダ供給チューブ21側に送り出すものであり、ローラ対の一方のローラがモータで駆動される駆動ローラ、もう一方のローラが従動ローラとなっている。また、両ローラの間隔は糸状ハンダ40を所定の圧力で挾持するように調整され、上記駆動ローラは糸状ハンダ40を所定の速度で送出するとともに糸状ハンダの送出を選択的にオン/オフできるように回転制御される。このハンダ供給サブユニット20と、上記ハンダ供給チューブ21及び上記ハンダ供給ヘッド34とにより、ハンダを除去すべきハンダ付け箇所にハンダを供給するハンダ供給手段が構成されている。
【0018】
なお、上記ハンダ供給装置23には、適宜、ハンダ切れを検知するセンサやハンダ詰まりを検知するセンサなどを設けてもよい。また、上記ハンダ供給装置23は、上記送出ローラ対22を用いたものに限定されるものではなく、他の機構で糸状ハンダを送出するように構成してもよい。
【0019】
上記ハンダ加熱吸取り装置52は、吸引ノズル53a(図6参照)が先端部に形成されたノズル部材としてのノズル部材53と、加熱手段としてのヒータ54と、保持ブラケット55と、取付プレート56と、円筒形のフィルターカートリッジ57とを備えている。
【0020】
上記ノズル部材53は、先端部は略円錐状で、本体部はヒータ取付け部の直径が他より大きく形成された円柱状の部材であり、軸心部にハンダ吸取り用の吸引ノズル53aが設けられている。吸引ノズル53aの内径寸法は、ノズル部材53を鉛直軸方向に上側から真直ぐに下降させたとき、吸引ノズル53aの内側に、折り曲げられたリード先端部911aが入り込むことができる寸法に設定されている。ノズル部材53の材質としては、熱伝導率が高く、しかも酸化しにくい材質、例えば、銅素材に鉄メッキを施したもの、ステンレス素材、又はセラミック素材などが好ましい。
【0021】
上記ヒータ54は、ノズル部材53の太径部に取付けられていて、ノズル部材53をハンダの溶融温度以上に加熱するニクロムヒータもしくはセラミックヒータである。熱回復性の高さと、立ち上がり温度特性の高さとからセラミックヒータがより好ましい。
【0022】
上記保持ブラケット55は、ノズル部材53の細径部と勘合し、ノズル部材53とヒータ54とを保持する。なお、保持ブラケット55の取付け部に耐熱樹脂等の断熱部材を設けて、高温となるノズル部材53の熱を断熱してもよい。
【0023】
また、保持ブラケット55にはフィルターカートリッジ57の外周と勘合する図示しない勘合穴が形成されており、この勘合穴にフィルターカートリッジ57を差し込むことにより、図示しない気密用のOリングの弾性変形を利用してフィルターカートリッジ57が保持される。なお、フィルターカートリッジ57と保持ブラケット55の勘合穴とにネジ部を形成し、保持ブラケット55にフィルターカートリッジ57を螺合させて保持してもよい。
【0024】
上記フィルターカートリッジ57は内部フィルタを有しており、図示しないバキュームチューブを介して図示しない吸引ポンプ又はコンバムとも呼ばれるエジェクター方式真空発生器などの負圧発生手段により内部の空気が吸引される。フィルターカートリッジ57の内部の空気が吸引されて負圧になると、ノズル部材53の吸引ノズル53aから溶融したハンダや周囲の空気を吸引する。吸引ノズル53aから吸引された溶融ハンダはすぐに冷却されて固化し内部フィルタに貯留される。内部フィルタに吸引したハンダが所定量貯まると新しい内部フィルタに交換される。
【0025】
上記保持ブラケット55は取付プレート56に固設されており、この取付プレート56はベースプレート51にネジで固定されている。
【0026】
図4は、本実施形態1に係るハンダ除去ロボットの制御系の主要部を示すブロック図である。コントローラ301は、CPU、RAM、ROM、I/Oインターフェース等を用いて構成されている。このコントローラ301には、表示部310、オペレータが操作する操作部320、除去するハンダ付け箇所等のハンダ除去制御データや所定のプログラム等が保存された内部メモリ等からなるデータ記憶部305が接続されている。更に、コントローラ301には、吸引ポンプ281が接続されている。また、コントローラ301には、ヒータ54を加熱するヒータ加熱回路155が接続され、上記ノズル部材53を所定温度に加熱することができるようになっている。また、コントローラ301には、前述のハンダ供給装置23の送出モータ156が接続され、上記送出ローラ対22を駆動して糸状ハンダ40を送出し、上記ニードル部材35からハンダを除去するハンダ付け箇所に糸状ハンダ40を供給するようになっている。
【0027】
また、コントローラ301には、ハンダ除去ヘッドユニット駆動部(X軸方向駆動部)260を駆動制御するX軸方向駆動回路262、可動ブラケット203、204(Y軸方向駆動部)を駆動制御するY軸方向駆動回路209、ハンダ除去ヘッドユニット駆動部(Z軸方向駆動部)260を駆動制御するZ軸方向駆動回路263、および、ハンダ除去ヘッドユニット駆動部260内のθ回転駆動機構110を駆動制御するθ回転駆動回路113が接続されている。これにより、コントローラ301は、ハンダ除去制御データに基づいて、ハンダ除去ヘッドユニット50のX軸方向、ワーク保持部210、220のY軸方向、およびハンダ除去ヘッドユニット50のZ軸方向の移動と、ハンダ除去ヘッドユニット50のZ軸を中心にした回転とをそれぞれ制御できるようになっている。
【0028】
図5(a)は電子部品910のリード先端部911aが折り曲げられてハンダ付けされている状態の説明図であり、図5(b)はリード先端部911aを起こして真っ直ぐに修正し、ハンダを吸引して除去した状態の説明図である。また、図6(a)〜(f)は、ハンダ除去ロボットにより、リード先端部911aが折り曲げられてハンダ付けされているハンダ付け箇所において、リード先端部911aの折り曲げを真っ直ぐに修正してからハンダを吸引して除去する過程の説明図である。
【0029】
図5(a)に示すようなリード911の先端部911aが折り曲げられて基板901にハンダ付けされているハンダ付け箇所において、そのリード先端部911aの折り曲げを真っ直ぐに修正してからハンダSを吸引して除去するには、まず、図6(a)に示すように、ハンダ除去ヘッドユニット駆動部(X軸方向駆動部)260及び可動ブラケット203、204(Y軸方向駆動部)を駆動制御して、ハンダを除去すべきハンダ付け箇所のリード先端部911aに対してノズル部材53のX−Y軸方向を位置決めする。ノズル部材53軸心のX−Y軸方向の位置は、スルーホール中心からリード先端部911aの折り曲げ方向に所定距離(例えば0.5〜1.0[mm]程度)だけオフセットして位置決めされる。
【0030】
ノズル部材53のX−Y軸方向の位置決め完了後、ハンダ除去ヘッドユニット駆動部(Z軸方向駆動部)260を駆動制御して昇降軸部261を降下させると、ハンダ除去ヘッドユニット50とニードル部材35等が降下する。すると、ノズル部材53はハンダSを溶融しながら降下して、図6(b)に示すように、吸引ノズル53aの先端部に、折り曲げられたリード先端部911aが入り込む。
【0031】
そして、吸引ノズル53aの先端部にリード先端部911aが入り込んだ状態で、ハンダ除去ヘッドユニット駆動部(X軸方向駆動部)260を駆動制御し、ノズル部材53を図中左方向に所定距離(例えば0.5〜1.5[mm]程度)だけ移動させる。これにより、図6(c)に示すように、吸引ノズル53aの先端部がリード先端部911aの折り曲げを起こして真直ぐに修正することができる。なお、ノズル部材53の移動方向は、リード先端部911aの折り曲げを修正する方向であれば上記X軸方向に限らずX−Y平面内の任意の方向であってもよい。
【0032】
リード先端部911aがほぼ真直ぐに修正された後、ニードル部材35から糸状ハンダ40をノズル部材53近傍のハンダSに供給する。すると、図6(d)に示すように、ノズル部材53の先端部がハンダSで覆われる。ノズル部材53の先端部がハンダSで覆われたら、吸引ポンプ281により吸引ノズル53aからハンダSを吸引すると、図6(e)に示すように、ハンダSが除去される。ここで、糸状ハンダ40を供給するのは、吸引ノズル141aをハンダSで覆うことにより、周囲の空気だけを吸引してハンダSを吸引できなくなる吸引不良を防ぐためである。
【0033】
次に、ハンダ除去ヘッドユニット駆動部(Z軸方向駆動部)260を駆動制御して昇降軸部261を上昇させてノズル部材53を図中上方に移動させ、リード先端部911aからノズル部材53を退避させると、図6(f)に示すように、折り曲げが真っ直ぐに修正されて、ハンダSが除去されたリード先端部911aが露出する。
上記動作を繰返し行うことにより、リード先端部911aが折り曲げられて基板901にハンダ付けされている電子部品910であっても、容易に取り外すことができる。
【0034】
図7は、本実施形態1に係るハンダ除去ロボットによるハンダ除去の処理手順の一例を示すフローチャートである。
前述したワーク保持部210に基板901をセットして、ハンダ除去処理を開始すると、図7に示すように、セットされた基板901のハンダ除去制御データがデータ記憶部305からコントローラ301に読み出される(ステップS1)。このハンダ除去制御データは、ハンダを除去するハンダ付け箇所のX−Y平面座標位置やリード折り曲げの有無等のデータである。ハンダ除去制御データは、リード折り曲げ方向などのデータを含んでもよい。データ記憶部305には、基板901の全てのハンダ付け箇所のX−Y平面座標位置、リード折り曲げの有無等の基板作成時のデータや、ハンダを除去すべきハンダ付け箇所のデータなどが記憶されている。ハンダを除去すべきハンダ付け箇所のデータは、例えば、ハンダ除去処理前に予めオペレータにより入力される。
【0035】
次に、リード先端部911aの折り曲げの有無を判断し(ステップS2)、リード先端部911aの折り曲げがある場合(ステップS2でYes)には、リード先端部911aの折り曲げを修正し(ステップS3)、修正後にハンダを除去する(ステップS4)。一方、リード先端部911aの折り曲げがない場合(ステップS2でNo)には、リード先端部911aの折り曲げの修正処理を行わずに、ハンダを除去する(ステップS4)。
【0036】
なお、上記ハンダを除去するハンダ付け箇所の入力については、オペレータが操作部320で一箇所づつ指定したり、取り外す電子部品を指定してこの電子部品のハンダ付け箇所を一括して指定したりすることにより入力してもよい。
【0037】
なお、リード先端部911aの折り曲げがある場合、上記ステップS3のリード先端部911aの折り曲げ修正と、ステップS4のハンダ吸引除去とは逆の手順で行ってもよい。また、リード先端部911aの折り曲げを修正しながら、ハンダ除去を同時に行ってもよい。
【0038】
[実施形態2]
上記実施形態1の構成に加えて、ハンダを除去するハンダ付け箇所のハンダを予め加熱しておく予備加熱手段を設けてもよい。
【0039】
図8は本発明の第2の実施形態(以下、「実施形態2」という。)に係るハンダ除去ロボットの予備加熱手段を設けたハンダ除去ヘッドユニット50及びハンダ供給サブユニット20等の一構成例を示す拡大正面図である。図9は、予備加熱手段の一構成例を示す説明図である。
図8において、ベースプレート58には、予備加熱手段としてのスポットヒータ60、ハンダ加熱吸取り装置52、ハンダ供給ヘッド34等が取付けられている。スポットヒータ60は、図9に示すとおり、ハロゲンランプ61の光をミラー62で集光させて基板901のハンダSを予備加熱しておくものである。事前にハンダSを溶融温度近くまで予備加熱させておくことで、ノズル部材53だけでハンダSを溶融する場合に比べ、リード先端部911aの折り曲げ、糸ハンダ40の供給及びハンダ吸取りに要する処理時間を短縮させることができるとともに、基板901やノズル部材53の負担を軽減させることができる。
【0040】
なお、上記予備加熱手段としては、上記スポットヒータ60に限らず、例えば、熱風で加熱するドライヤータイプのものを用いてもよい。
【0041】
[実施形態3]
上記実施形態1及び実施形態2に係るハンダ除去ロボットでは、ノズル部材53をX軸方向又はY軸方向に移動させてリード先端部911aの折り曲げを真直ぐに修正する構成について説明したが、ノズル部材53の先端部を中心に揺動させてリード先端部911aの折り曲げを修正するようにしてもよい。なお、上記実施形態1及び実施形態2と同じ構成の部分については同じ符号を付して詳細な説明は省略する。
【0042】
図10は、本発明の第3の実施形態(以下、「実施形態3」という。)に係るハンダ除去ロボットの概略構成を示す正面図である。本実施形態3のハンダ除去ロボットは、ハンダ除去対象物の基板901がセットされる対象物支持手段としてのワーク保持部210が作業台200a上に設けられた装置本体200と、制御手段としての制御ユニット300とを備えている。装置本体200は、その装置本体200の両側部に取り付けられたスタンド部材230、240と、そのスタンド部材230、240の間に架け渡すように取り付けられたX軸ガイド部材250と、X軸ガイド部材250に対してX軸方向(図中の左右方向)に移動可能に図中奥側が取り付けれたハンダ除去ヘッドユニット駆動部260とを備えている。また、ハンダ除去ヘッドユニット駆動部260の下端部には、Z軸方向に昇降可能な昇降軸部261が設けられ、その昇降軸部261の下端部に、ハンダ除去ヘッドユニット100が取り付けられている。
【0043】
図11は、本実施形態3に係るハンダ除去ロボットのハンダ除去ヘッドユニット100及びハンダ供給サブユニット20等の一構成例を示す拡大正面図である。ハンダ除去ヘッドユニット100は、ハンダ除去ヘッドユニット駆動部260の昇降可能な昇降軸部261の下端部に連結されたθ回転駆動機構110と、θ回転駆動機構110の回転可動部111の下端側面部に固定されたベースプレート120と、ベースプレート120に後端部131を中心に揺動可能に支持されたエアシリンダ130と、ベースプレート120のガイド孔121に沿って揺動可能に取付けられたハンダ加熱吸取り装置140とを備えている。また、ハンダ除去ヘッドユニット駆動部260の左側面部にハンダ供給サブユニット20が取付けられており、ベースプレート120にハンダ供給ヘッド34等が取付けられている。
【0044】
上記ベースプレート120には、固定アーム部材33が取付けられており、この固定アーム部材33にハンダ供給ヘッド34が支持されている。このハンダ供給ヘッド34の先端部には、ハンダガイド部材として、糸状ハンダが通過できる中空構造のニードル部材35を備えている。また、このハンダ供給ヘッド34には、上記ハンダ供給サブユニット20からハンダ供給チューブ21を介して、糸状ハンダ40が供給される。
【0045】
図12は、本実施形態3に係るハンダ除去ロボットのハンダ加熱吸取り装置140の構成の一例を示す説明図である。図12に示すハンダ加熱吸取り装置140は、吸引ノズル141aが先端部に形成されたノズル部材としてのノズル部材141と、加熱手段としてのヒータ142と、弾性部材としてのスプリング143と、保持ブラケット144と、スライダ取付プレート145と、円筒形のフィルターカートリッジ146とを備えている。
【0046】
上記ノズル部材141は、先端部は略円錐状で、本体部はヒータ取付け部の直径が他より大きく形成された円柱状の部材であり、軸心部にハンダ吸取り用の吸引ノズル141aが設けられている。ノズル部材141はその長手方向に対して所定範囲内で移動可能なように保持ブラケット144に保持されている。また、ノズル部材141の先端部は図中右側部分の肉厚が薄くなっていて、リードと基板901との間に入り込みやすいように加工されている。ノズル部材141の材質としては、熱伝導率が高く、しかも酸化しにくい材質、例えば、銅素材に鉄メッキを施したもの、ステンレス素材、又はセラミック素材などが好ましい。
【0047】
上記ヒータ142は、ノズル部材141の太径部に取付けられていて、ノズル部材141をハンダの溶融温度以上に加熱するニクロムヒータもしくはセラミックヒータである。熱回復性の高さと、立ち上がり温度特性の高さとからセラミックヒータがより好ましい。
【0048】
上記保持ブラケット144には、ノズル部材141の細径部と勘合し、ノズル部材141を長手方向に摺動自在に保持するオイル含浸メタル147が設けられている。このオイル含浸メタル147には、図中下側から、ワッシャ148とスプリング143とを挟み込んだ状態でノズル部材141の細径部が挿入され、上側の突き出たノズル部材141の細径部にC形止め輪149が抜け止め用に取付けられている。これにより、ノズル部材141は、ヒータ142とともに、スプリング143の付勢力に抗して図中上方向に移動可能に構成されている。なお、保持ブラケット144のオイル含浸メタル147の取付け部に耐熱樹脂等の断熱部材を設けて、高温となるノズル部材141の熱を断熱してもよい。
【0049】
また、保持ブラケット144にはフィルターカートリッジ146の外周と勘合する勘合穴144aが形成されており、この勘合穴144aにフィルターカートリッジ146を差し込むことにより、気密用のOリング150の弾性変形を利用してフィルターカートリッジ146が保持される。なお、フィルターカートリッジ146と保持ブラケット144の勘合穴144aとにネジ部を形成し、保持ブラケット144にフィルターカートリッジ146を螺合させて保持してもよい。
【0050】
上記フィルターカートリッジ146は内部フィルタ151を有する円筒形であり、図中上端側には取り外し可能な吸引蓋152が取付けられており、バキュームチューブ153を介して図示しない吸引ポンプ又はコンバムとも呼ばれるエジェクター方式真空発生器などの負圧発生手段により内部の空気が吸引される。フィルターカートリッジ146の内部の空気が吸引されて負圧になると、ノズル部材141の吸引ノズル141aから溶融したハンダや周囲の空気を吸引する。吸引ノズル141aから吸引された溶融ハンダはすぐに冷却されて固化し内部フィルタ151に貯留される。内部フィルタ151に吸引したハンダが所定量貯まると新しい内部フィルタ151に交換される。
【0051】
上記保持ブラケット144はスライダ取付プレート145に固設されており、このスライダ取付プレート145を上記エアシリンダ130により円弧運動するスライダ(後述)に取付けることにより、ハンダ加熱吸取り装置140が揺動し、ノズル部材141の吸引ノズル141aの先端部を中心として円弧運動する。また、上記保持ブラケット144には、光学式の変位センサ154が取付けられていて、ワッシャ148との距離を測定することにより、保持ブラケット144に対するノズル部材141の長手方向の変位量を検出する。
【0052】
図13は、ハンダ除去ヘッドユニット100からハンダ加熱吸取り装置140と固定アーム部材33等とを取り外した状態の正面図であり、(a)はエアシリンダ130のロッド131が前進してハンダ加熱吸取り装置140を斜めに保持する状態の説明図、(b)はロッド131が後退してハンダ加熱吸取り装置140を鉛直方向に保持する状態の説明図である。
【0053】
図13(a)に示すように、ベースプレート120に形成されたガイド孔121には、スライダ122が2本のスライドガイドピン123により、ガイド孔121に沿って円弧運動するように取付けられている。スライドガイドピン123とガイド孔121内面との摺動部には潤滑剤を塗布し、もしくはオイル含浸メタルを設けて、スムーズに摺動するようにしてもよい。上記スライダ122にはジョイント部122aが形成されていて、エアシリンダ130のロッド131先端部のジョイント132が、ジョイントピン124を中心にして回転可能に連結されている。
【0054】
図13(a)は、エアシリンダ130のロッド131が前進してハンダ加熱吸取り装置140のノズル部材141が斜めに保持される状態を示している。エアシリンダ130は、例えば片ロッド復動型シリンダであり、電磁バルブ271(図14参照)を介して作動エアが供給されている。そして、電磁バルブ271を制御してロッド131を後退させると、図13(b)に示すように、スライダ122がガイド孔121に沿って円弧運動し、ハンダ加熱吸取り装置140のノズル部材141は鉛直方向に保持された状態となる。ノズル部材141の先端部を中心にしてスライダ122は円弧運動するようになっているので、吸引ノズル141aに挿入されたリード911の先端部911aを起こして真っ直ぐに修正することができる。
【0055】
また、上記エアシリンダ130にはスピードコントローラ(流量調整弁)機能付きの継手133,134が設けられていて、スライダ122の動作速度を調整できるようになっている。また、エアシリンダ130にリードスイッチと呼ばれる検知センサを設けて、ロッド131の前進位置と後退位置とを検知するようにしてもよい。
【0056】
なお、図13(a)及び(b)では、円弧運動を得るために、スライダ122をガイド孔121に沿って円弧運動させる構成について説明したが、これに限られるものではなく、曲率を有するガイドレールによりスライダの円弧運動が得られるLMガイド(株式会社THK製の登録商標)を用いてもよい。また、アクチュエータとしてエアシリンダを用いたが、モータとギヤとを組合せて用いるものであってもよい。
【0057】
図14は、本実施形態3に係るハンダ除去ロボットの制御系の主要部を示すブロック図である。コントローラ301は、CPU、RAM、ROM、I/Oインターフェース等を用いて構成されている。このコントローラ301には、表示部310、オペレータが操作する操作部320、除去するハンダ付け箇所等のハンダ除去制御データや所定のプログラム等が保存された内部メモリ等からなるデータ記憶部305が接続されている。更に、コントローラ301には、エアシリンダ130へのエア供給を制御する電磁バルブ271、吸引ポンプ281および変位センサ154が接続されている。また、コントローラ301には、ヒータ142を加熱するヒータ加熱回路155が接続され、上記ノズル部材141を所定温度に加熱することができるようになっている。また、コントローラ301には、前述のハンダ供給装置23の送出モータ156が接続され、上記送出ローラ対22を駆動して糸状ハンダ40を送出し、上記ニードル部材35からハンダを除去するハンダ付け箇所に糸状ハンダ40を供給するようになっている。
【0058】
また、コントローラ301には、ハンダ除去ヘッドユニット駆動部(X軸方向駆動部)260を駆動制御するX軸方向駆動回路262、可動ブラケット203、204(Y軸方向駆動部)を駆動制御するY軸方向駆動回路209、ハンダ除去ヘッドユニット駆動部(Z軸方向駆動部)260を駆動制御するZ軸方向駆動回路263、および、ハンダ除去ヘッドユニット駆動部260内のθ回転駆動機構110を駆動制御するθ回転駆動回路113が接続されている。これにより、コントローラ301は、ハンダ除去制御データに基づいて、ハンダ除去ヘッドユニット100のX軸方向、ワーク保持部210、220のY軸方向、およびハンダ除去ヘッドユニット100のZ軸方向の移動と、ハンダ除去ヘッドユニット100のZ軸を中心にした回転とをそれぞれ制御できるようになっている。
【0059】
図15(a)〜(d)は、本実施形態3に係るハンダ除去ロボットにより、リード先端部911aが折り曲げられてハンダ付けされているハンダ付け箇所において、リード先端部911aの折り曲げを真っ直ぐに修正してからハンダを吸引して除去する過程の説明図である。
【0060】
図5(a)に示すようなリード先端部911aが折り曲げられて基板901にハンダ付けされているハンダ付け箇所において、リード先端部911aの折り曲げを真っ直ぐに修正してからハンダSを吸引して除去するには、まず、図15(a)に示すように、リード先端部911aの折り曲げ方向と対向する方向からノズル部材141の先端部を近づけ、吸引ノズル141a先端部をリード先端部911aに挿入させる。この状態で更にハンダ加熱吸取り装置140をリード先端部911a方向に移動させると、スプリング143の付勢力に抗してノズル部材141は約1〜1.5[mm]矢印A方向に後退する。ノズル部材141の後退を変位センサ154が検知すると、ハンダ加熱吸取り装置140の移動を停止して位置決めする。ハンダ加熱吸取り装置140の位置決め後、ニードル部材35から糸状ハンダ40をハンダSに当接させる。ここで、糸状ハンダ40を供給するのは、吸引ノズル141aをハンダSで覆うことにより、周囲の空気だけを吸引してハンダSを吸引できなくなる吸引不良を防ぐためである。
【0061】
ノズル部材141はヒータ142により加熱されているので、図15(b)に示すように、ハンダSが加熱されて溶融し、当接している糸状ハンダ40が溶融して供給されるとともに、ノズル部材141がスプリング143の付勢力により矢印B方向に前進する。これにより、ハンダSを溶融しながらハンダ加熱吸取り装置140を徐々に移動させるような複雑な制御を行うことなく、吸引ノズル141aがリード先端部911aに対してより確実に挿入される。また、変位センサ154がノズル部材141の前進を検知する。
【0062】
変位センサ154がノズル部材141の前進を検知すると、ハンダSが溶融したものと判断し、図15(c)に示すように、ハンダ加熱吸取り装置140を揺動させて、リード先端部911aに挿入された吸引ノズル141aの先端部を中心にして回転させることにより、リード先端部911aが起こされて真っ直ぐに修正される。そして、吸引ポンプ281により吸引ノズル141aからハンダSを吸引すると、図15(d)に示すように、ハンダSが除去される。
【0063】
次に、ハンダ加熱吸取り装置140を図中上方に移動させ、前記図5(b)に示すように、折り曲げが真っ直ぐに修正されて、ハンダSが除去されたリード先端部911aが露出する。これにより、基板901から電子部品は容易に取り外すことができる。
【0064】
図16は、本実施形態3に係るハンダ除去ロボットによるハンダ除去の処理手順の一例を示すフローチャートである。
前述したワーク保持部210に基板901をセットして、ハンダ除去処理を開始すると、図16に示すように、セットされた基板901のハンダ除去制御データがデータ記憶部305からコントローラ301に読み出される(ステップS1)。このハンダ除去制御データとしては、ハンダを除去するハンダ付け箇所のX−Y平面座標位置や、リード折り曲げの有無や、リード折り曲げ方向などのデータである。データ記憶部305には、基板901の全てのハンダ付け箇所のX−Y平面座標位置、リード折り曲げの有無、及び折り曲げ方向が、基板作成時のデータとして記憶されている。また、ハンダを除去すべきハンダ付け箇所については、ハンダ除去処理前に予めオペレータにより入力されたデータが記憶されている。
【0065】
次に、リード先端部911aの折り曲げの有無を判断し(ステップS2)、リード先端部911aの折り曲げがある場合(ステップS2でYes)には、リード先端部911aの折り曲げを修正してハンダを除去する(ステップS3)。一方、リード先端部911aの折り曲げがない場合(ステップS2でNo)には、リード先端部911aの折り曲げの修正処理を行わずにハンダを除去する(ステップS4)。
【0066】
なお、上記ハンダを除去するハンダ付け箇所の入力については、オペレータが操作部320で一箇所づつ指定したり、取り外す電子部品を指定してこの電子部品のハンダ付け箇所を一括して指定したりすることにより入力してもよい。
【0067】
図17は、上記図16のステップS3でリードの折り曲げを修正してハンダ除去を行う処理手順の一例を詳細に説明したフローチャートである。
図17に示すように、リード先端部911aの折り曲げがある場合には、コントローラ301は電磁バルブ271を制御してエアシリンダ130を駆動し、ハンダ加熱吸取り装置140を斜めに保持する(ステップS31)。そして、X軸方向駆動回路262,Y軸方向駆動回路209,Z軸方向駆動回路263,θ回転駆動回路113の各駆動回路を動作させて、吸引ノズル141aの先端部、すなわちノズル部材141の先端部をリード先端部911aの折り曲げられている方向と対向する方向から当接させる(ステップS32)。さらに、ノズル部材141の先端部をリード先端部911aに近づけるようにハンダ加熱吸取り装置140全体を移動させると、スプリング143が縮んでノズル部材141が保持ブラケット144に対して徐々に後退していき、所定の変位量以上になると変位センサ154がノズル部材141の後退を検知し、位置決めが完了する(ステップS33)。位置決め完了後に、予め予備加熱されていたヒータ142を所定温度まで加熱するとともに、糸状ハンダ40を供給する(ステップS34)。ハンダSが溶解してくるとノズル部材141がスプリング143の付勢力により前進し、変位センサ154がこれを検知する(ステップS35)。変位センサ154がノズル部材141の前進を検知することにより、ハンダSが溶融するとともに、吸引ノズル141aがリード先端部911aに確実に挿入されたと判断することができる。変位センサ154がノズル部材141の前進を検知した後、電磁バルブ271を制御してエアシリンダ130を駆動して、ハンダ加熱吸取り装置140を揺動し、鉛直方向に真っ直ぐに保持する(ステップS36)。これにより、リード先端部911aを挿入した吸引ノズル141aはその先端部を中心として回転し、リード先端部911aを起こして折り曲げを真っ直ぐに修正することができる。次に、吸引ポンプ281を動作させて溶融したハンダSを吸取って除去する(ステップS37)。ハンダ吸取り除去後にZ軸方向駆動回路263を動作させて、ハンダ除去ヘッドユニット駆動部260の昇降軸部261を上昇させて、ハンダ加熱吸取り装置140を上方に退避させる。他のハンダ付け箇所のハンダを除去する場合には上記動作を繰返して行う。
【0068】
なお、上記ステップS36のハンダ加熱吸取り装置140の揺動と、ステップS37のハンダ吸引除去とは逆の手順で行ってもよい。また、ハンダ加熱吸取り装置140を揺動しながらハンダ吸引除去を同時に行ってもよい。
【0069】
上記図16のステップS4でリード先端部911aの折り曲げがない場合のハンダ除去の処理手順は、上記図17のフローチャートにおいて、エアシリンダ130を駆動してハンダ加熱吸取り装置140を斜めに保持するステップS31と、エアシリンダ130を駆動してハンダ加熱吸取り装置140を揺動し、鉛直方向に真っ直ぐに保持するステップS36とを実行しない以外はほぼ同様なので、詳しい説明は省略する。
【0070】
なお、本実施形態3において、リード先端部911aの折り曲げ角度に応じて、ノズル部材141の吸引ノズル141aがリード先端部911aに挿入可能なように、ノズル部材141の傾きを変更するように制御してもよい。この制御を行うためには、例えば、図13(a)において、エアシリンダ130のロッド131が前進して押し出されたときに、スライダ122の停止位置を所定範囲内で任意の位置に停止させることが可能な停止位置可変型ストッパを設けてもよい。また、スライダ122を駆動するアクチュエータをモータとギヤとで構成した場合には、スライダ122の停止位置を検知する変位センサを設けて、この変位センサの検知結果に基づいてモータを停止させる制御を行ってもよい。
また、本実施形態3において、上記実施形態2で説明した予備加熱手段を設けてもよい。
【0071】
以上、上記各実施形態によれば、ハンダ除去装置としてのハンダ除去ロボットは、溶融したハンダを吸引する吸引ノズル53aが先端部に形成されたノズル部材としてのノズル部材53と、ノズル部材53をハンダ溶融温度以上に加熱する加熱手段としてのヒータ57と、ノズル部材53の吸引ノズル53aから溶融したハンダSを吸引する負圧を発生させる負圧発生手段としての吸引ポンプ281と、プリント基板としての基板901のハンダ付け箇所の位置のデータと、そのハンダ付け箇所のリード先端部911aの折り曲げに関するデータとを記憶する記憶手段としてのデータ記憶部305と、ハンダ付け箇所に対してノズル部材53の先端部を相対的に移動させる相対移動手段としてのX軸ガイド部材250等と、データ記憶部305に記憶されているハンダ付け箇所の位置のデータ及びリード先端部911aの折り曲げに関するデータに基づいて、X軸ガイド部材250等及び吸引ポンプ281を制御する制御手段としての制御ユニット300とを備えている。そして、コントローラ301は、リード先端部が折り曲げられたハンダ付け箇所に対してノズル部材53の先端部を位置決めし、ノズル部材53の先端部でハンダ付け箇所を加熱しながらノズル部材の吸引ノズル53aをリード先端部に挿入し、ノズル部材53又は基板901の少なくとも一方を移動させて基板901の表面から離間させるようにリード先端部を起こし、吸引ノズル53aを介してハンダ付け箇所のハンダを吸引するように、X軸ガイド部材250等及び吸引ポンプ281を制御する。これにより、リード先端部911aが折り曲げられてハンダ付けされている基板901であっても、そのハンダ付け箇所のリード先端部911aを起こした状態でハンダを吸引することにより、ハンダを確実に且つ効率良くハンダ除去を行うことができる。また、ハンダが除去されたリード先端部911aの折り曲げは略真っ直ぐに修正されるので、基板901から電子部品を容易に取り外すことができる。
また、上記実施形態によれば、上記相対移動手段としてのX軸ガイド部材250等は、基板901のハンダ付け箇所がある表面に沿った面方向及びこの表面に垂直な方向について基板901とノズル部材53とを相対的に移動させる手段としてのX軸ガイド部材250及びY軸方向に延びた2本のガイドレール201、202とを有してもよい。これにより、ノズル部材53とリード先端部911aとをX−Y軸方向で正確に位置決めすることができる。また、吸引ノズル53aにリード先端部911aを挿入した状態でノズル部材53とリード先端部911aとをX−Y軸方向に相対移動させることにより、リードの折り曲げを真直ぐに修正することができる。
また、上記実施形態によれば、基板901の表面に垂直な軸を中心にノズル部材141を回転させる手段としてのθ回転駆動機構110と、ノズル部材141の長手方向の中心軸に沿った方向にノズル部材141の先端部を移動させる手段としての昇降軸部261と、ノズル部材141の吸引ノズル141aが開口している先端を中心にノズル部材を揺動させる手段としてのエアシリンダ130及びスライダ122と、を有してもよい。これにより、ハンダを除去するハンダ付け箇所のリード先端部911aの折り曲げ方向と対向する方向からノズル部材141の先端部を当接させて正確に位置決めすることができるとともに、吸引ノズル141aにリード先端部911aを挿入した状態でノズル部材141を揺動させて、リード先端部911aを起こして折り曲げを真っ直ぐに修正することができる。
また、上記実施形態によれば、ノズル部材53,141の先端部又はハンダ付け箇所にハンダを供給するハンダ供給手段としてのハンダ供給サブユニット20等を備え、コントローラ301は、ノズル部材53,141の先端部又はハンダ付け箇所にハンダ供給サブユニット20等でハンダを供給し、吸引ノズル53a,141aで溶融したハンダSを吸引するように制御している。ハンダを除去するハンダ付け箇所にはある程度のハンダSが存在しないと、吸引ノズル53a,141aから周囲の空気を吸引してしまい溶融したハンダSを吸引除去することができない場合がある。このため、吸引ノズル53a,141aでハンダSを吸引する前に、あらかじめハンダ付け箇所に糸状ハンダ40を供給して、吸引ノズル53a,141aの先端部付近をハンダSで覆うことにより、周囲の空気を吸引せずに、溶融したハンダSを確実に吸引して除去することができる。
また、上記実施形態によれば、ノズル部材141の吸引ノズル141aにリード先端部911aが挿入された状態で、ノズル部材141の先端部をハンダ付け箇所に対して付勢する弾性部材としてのスプリング143を備えている。ハンダを除去するハンダ付け位置と吸引ノズル141aの先端部とを位置決めする際に、ハンダSに当接した吸引ノズル141aの先端部が、スプリング143の付勢力に抗して一旦後退する。そして、加熱によるハンダSの溶融に伴って、吸引ノズル141aの先端部が前進してハンダSに食い込んでいき、リード先端部911aに確実に挿入される。これにより、ハンダSの溶融に伴って吸引ノズル141aの先端部を徐々に移動させていくという複雑な制御をしなくてもよい。また、何らかの原因で吸引ノズル141aの先端部がハンダ付け箇所を押し過ぎたり、電子部品にぶつかったりした場合であっても、吸引ノズル141aの先端部が後退し、基板901の損傷を防ぐことが可能となる。
また、上記実施形態によれば、コントローラ301は、リード先端部の折り曲げ角度に応じて、ノズル部材141の吸引ノズル141aがリード先端部に挿入可能な傾きに、ノズル部材141の傾きを変更するように制御するものであってもよい。これにより、リード先端部の折り曲げ角度によらず、吸引ノズル141aを確実にリード先端部に挿入することができ、リードの折り曲げを真っ直ぐに修正することが可能となる。
また、上記実施形態によれば、ハンダ付け箇所をノズル部材53,141で加熱する前に予め加熱させておく予備加熱手段としてのスポットヒータ60を備えてもよい。これにより、事前にハンダSを溶融温度近くまで予備加熱させておくことができ、ノズル部材53,141だけでハンダSを溶融する場合に比べ、リード先端部911aの折り曲げ、糸ハンダ40の供給及びハンダ吸取りに要する処理時間を短縮させることができるとともに、基板901やノズル部材53,141の負担を軽減させることができる。
【符号の説明】
【0072】
20 ハンダ供給サブユニット
34 ハンダ供給ヘッド
35 ニードル部材
40 糸状ハンダ
50 ハンダ除去ヘッドユニット
52 ハンダ加熱吸取り装置
53 ノズル部材
53a 吸引ノズル
60 スポットヒータ
100 ハンダ除去ヘッドユニット
110 θ回転駆動機構
111 回転可動部
112 固定連結部
113 θ回転駆動回路
120 ベースプレート
121 ガイド孔
122 スライダ
123 スライダガイドピン
130 エアシリンダ
131 ロッド
140 ハンダ加熱吸取り装置
141 ノズル部材
141a 吸引ノズル
142 ヒータ
143 スプリング
154 変位センサ
200 装置本体
200a 作業台
201、202 ガイドレール
203、204 可動ブラケット
206 ワーク保持テーブル
207 側面支持スタンド
208 下面支持スタンド
209 Y軸方向駆動回路
210 ワーク保持部
230、240 スタンド部材
250 X軸ガイド部材
260 ハンダ除去ヘッドユニット駆動部
261 昇降軸部
262 X軸方向駆動回路
263 Z軸方向駆動回路
271 エアシリンダ電磁バルブ
281 吸引ポンプ
300 制御ユニット
301 コントローラ
305 データ記憶部
310 表示部
320 操作部
330 メモリスロット
901 基板
910 電子部品
911 リード
911a リード先端部
【先行技術文献】
【特許文献】
【0073】
【特許文献1】特開2002−271016号公報
【特許請求の範囲】
【請求項1】
プリント基板の貫通孔を貫通して突出した電子部品のリード先端部がハンダ付けされているハンダ付け箇所からハンダを除去可能なハンダ除去装置であって、
溶融したハンダを吸引する吸引ノズルが先端部に形成されたノズル部材と、
該ノズル部材をハンダ溶融温度以上に加熱する加熱手段と、
該ノズル部材の吸引ノズルから溶融したハンダを吸引する負圧を発生させる負圧発生手段と、
該プリント基板のハンダ付け箇所の位置のデータと、そのハンダ付け箇所のリード先端部の折り曲げに関するデータとを記憶する記憶手段と、
該ハンダ付け箇所に対して該ノズル部材の先端部を相対的に移動させる相対移動手段と、
該記憶手段に記憶されている該ハンダ付け箇所の位置のデータ及びリード先端部の折り曲げに関するデータに基づいて、該相対移動手段及び該負圧発生手段を制御する制御手段と、を備え、
該制御手段は、リード先端部が折り曲げられたハンダ付け箇所に対して該ノズル部材の先端部を位置決めし、該ノズル部材の先端部で該ハンダ付け箇所を加熱しながら該ノズル部材の吸引ノズルを該リード先端部に挿入し、該ノズル部材又は該プリント基板の少なくとも一方を移動させて該プリント基板の表面から離間させるように該リード先端部を起こし、該吸引ノズルを介して該ハンダ付け箇所のハンダを吸引するように、該相対移動手段及び該負圧発生手段を制御することを特徴とするハンダ除去装置。
【請求項2】
請求項1のハンダ除去装置において、
上記相対移動手段は、
上記プリント基板のハンダ付け箇所がある表面に沿った面方向及び該表面に垂直な方向について該プリント基板と該ノズル部材とを相対的に移動させる手段を有することを特徴とするハンダ除去装置。
【請求項3】
請求項2のハンダ除去装置において、
上記相対移動手段は、
上記プリント基板の表面に垂直な軸を中心に上記ノズル部材を回転させる手段と、
該ノズル部材の長手方向の中心軸に沿った方向に該ノズル部材の先端部を移動させる手段と、
該ノズル部材の吸引ノズルが開口している先端を中心に該ノズル部材を揺動させる手段と、を更に有することを特徴とするハンダ除去装置。
【請求項4】
請求項1乃至3のいずれかのハンダ除去装置において、
上記ノズル部材の先端部又は上記ハンダ付け箇所にハンダを供給するハンダ供給手段を備え、
上記制御手段は、該ノズル部材の先端部又は該ハンダ付け箇所に該ハンダ供給手段でハンダを供給し、上記吸引ノズルで溶融したハンダを吸引するように制御することを特徴とするハンダ除去装置。
【請求項5】
請求項1乃至4のいずれかのハンダ除去装置において、
上記ノズル部材の吸引ノズルに上記リード先端部が挿入された状態で、上記ノズル部材の先端部を上記ハンダ付け箇所に対して付勢する弾性部材を備えたことを特徴とするハンダ除去装置。
【請求項6】
請求項1乃至5のいずれかのハンダ除去装置において、
上記制御手段は、
上記リード先端部の折り曲げ角度に応じて、上記ノズル部材の吸引ノズルが上記リード先端部に挿入可能な傾きに、該ノズル部材の傾きを変更するように制御することを特徴とするハンダ除去装置。
【請求項7】
請求項1乃至6のいずれかのハンダ除去装置において、
上記ハンダ付け箇所を上記ノズル部材で加熱する前に予め加熱させておく予備加熱手段を、更に備えたことを特徴とするハンダ除去装置。
【請求項8】
プリント基板の貫通孔を貫通して突出した電子部品のリード先端部がハンダ付けされているハンダ付け箇所からハンダを除去可能なハンダ除去方法であって、
溶融したハンダを吸引する吸引ノズルが先端部に形成されたノズル部材の先端部を、リード先端部が折り曲げられたハンダ付け箇所に対して位置決めする位置決め工程と、
該ノズル部材の先端部で該ハンダ付け箇所を加熱しながら該ノズル部材の吸引ノズルを該リード先端部に挿入する挿入工程と、
該ノズル部材又は該プリント基板の少なくとも一方を移動させて該プリント基板の表面から離間させるように該リード先端部を起こすリード起こし工程と、
該吸引ノズルを介して該ハンダ付け箇所のハンダを吸引する吸引工程と、を有することを特徴とするハンダ除去方法。
【請求項9】
請求項8のハンダ除去方法において、
上記位置決め工程は、
上記プリント基板のハンダ付け箇所がある表面に沿った面方向及び該表面に垂直な方向について該プリント基板と該ノズル部材とを相対的に移動させる移動工程を有することを特徴とするハンダ除去方法。
【請求項10】
請求項9のハンダ除去方法において、
上記位置決め工程は、
上記プリント基板の表面に垂直な軸を中心に上記ノズル部材を回転させる回転工程と、
該ノズル部材の長手方向の中心軸に沿った方向に該ノズル部材の先端部を移動させる先端部移動工程と、
該ノズル部材の吸引ノズルが開口している先端を中心に該ノズル部材を揺動させる揺動工程と、を更に有することを特徴とするハンダ除去方法。
【請求項11】
請求項8乃至10のいずれかのハンダ除去方法において、
上記ハンダの吸引の前に、上記ノズル部材の先端部又は上記ハンダ付け箇所にハンダを供給するハンダ供給工程を、更に有することを特徴とするハンダ除去方法。
【請求項12】
請求項8乃至11のいずれかのハンダ除去方法において、
上記挿入工程及び上記リード起こし工程の少なくとも一方では、上記ノズル部材の先端部を上記ハンダ付け箇所に対して後退可能に付勢することを特徴とするハンダ除去方法。
【請求項13】
請求項8乃至12のいずれかのハンダ除去方法において、
上記リード先端部の折り曲げ角度に応じて、上記ノズル部材の吸引ノズルが上記リード先端部に挿入可能なように該ノズル部材の傾きを変更する工程を、更に有することを特徴とするハンダ除去方法。
【請求項14】
請求項8乃至13のいずれかのハンダ除去方法において、
上記ハンダ付け箇所を上記ノズル部材で加熱する前に予め加熱させておく予備加熱工程を、更に有することを特徴とするハンダ除去方法。
【請求項1】
プリント基板の貫通孔を貫通して突出した電子部品のリード先端部がハンダ付けされているハンダ付け箇所からハンダを除去可能なハンダ除去装置であって、
溶融したハンダを吸引する吸引ノズルが先端部に形成されたノズル部材と、
該ノズル部材をハンダ溶融温度以上に加熱する加熱手段と、
該ノズル部材の吸引ノズルから溶融したハンダを吸引する負圧を発生させる負圧発生手段と、
該プリント基板のハンダ付け箇所の位置のデータと、そのハンダ付け箇所のリード先端部の折り曲げに関するデータとを記憶する記憶手段と、
該ハンダ付け箇所に対して該ノズル部材の先端部を相対的に移動させる相対移動手段と、
該記憶手段に記憶されている該ハンダ付け箇所の位置のデータ及びリード先端部の折り曲げに関するデータに基づいて、該相対移動手段及び該負圧発生手段を制御する制御手段と、を備え、
該制御手段は、リード先端部が折り曲げられたハンダ付け箇所に対して該ノズル部材の先端部を位置決めし、該ノズル部材の先端部で該ハンダ付け箇所を加熱しながら該ノズル部材の吸引ノズルを該リード先端部に挿入し、該ノズル部材又は該プリント基板の少なくとも一方を移動させて該プリント基板の表面から離間させるように該リード先端部を起こし、該吸引ノズルを介して該ハンダ付け箇所のハンダを吸引するように、該相対移動手段及び該負圧発生手段を制御することを特徴とするハンダ除去装置。
【請求項2】
請求項1のハンダ除去装置において、
上記相対移動手段は、
上記プリント基板のハンダ付け箇所がある表面に沿った面方向及び該表面に垂直な方向について該プリント基板と該ノズル部材とを相対的に移動させる手段を有することを特徴とするハンダ除去装置。
【請求項3】
請求項2のハンダ除去装置において、
上記相対移動手段は、
上記プリント基板の表面に垂直な軸を中心に上記ノズル部材を回転させる手段と、
該ノズル部材の長手方向の中心軸に沿った方向に該ノズル部材の先端部を移動させる手段と、
該ノズル部材の吸引ノズルが開口している先端を中心に該ノズル部材を揺動させる手段と、を更に有することを特徴とするハンダ除去装置。
【請求項4】
請求項1乃至3のいずれかのハンダ除去装置において、
上記ノズル部材の先端部又は上記ハンダ付け箇所にハンダを供給するハンダ供給手段を備え、
上記制御手段は、該ノズル部材の先端部又は該ハンダ付け箇所に該ハンダ供給手段でハンダを供給し、上記吸引ノズルで溶融したハンダを吸引するように制御することを特徴とするハンダ除去装置。
【請求項5】
請求項1乃至4のいずれかのハンダ除去装置において、
上記ノズル部材の吸引ノズルに上記リード先端部が挿入された状態で、上記ノズル部材の先端部を上記ハンダ付け箇所に対して付勢する弾性部材を備えたことを特徴とするハンダ除去装置。
【請求項6】
請求項1乃至5のいずれかのハンダ除去装置において、
上記制御手段は、
上記リード先端部の折り曲げ角度に応じて、上記ノズル部材の吸引ノズルが上記リード先端部に挿入可能な傾きに、該ノズル部材の傾きを変更するように制御することを特徴とするハンダ除去装置。
【請求項7】
請求項1乃至6のいずれかのハンダ除去装置において、
上記ハンダ付け箇所を上記ノズル部材で加熱する前に予め加熱させておく予備加熱手段を、更に備えたことを特徴とするハンダ除去装置。
【請求項8】
プリント基板の貫通孔を貫通して突出した電子部品のリード先端部がハンダ付けされているハンダ付け箇所からハンダを除去可能なハンダ除去方法であって、
溶融したハンダを吸引する吸引ノズルが先端部に形成されたノズル部材の先端部を、リード先端部が折り曲げられたハンダ付け箇所に対して位置決めする位置決め工程と、
該ノズル部材の先端部で該ハンダ付け箇所を加熱しながら該ノズル部材の吸引ノズルを該リード先端部に挿入する挿入工程と、
該ノズル部材又は該プリント基板の少なくとも一方を移動させて該プリント基板の表面から離間させるように該リード先端部を起こすリード起こし工程と、
該吸引ノズルを介して該ハンダ付け箇所のハンダを吸引する吸引工程と、を有することを特徴とするハンダ除去方法。
【請求項9】
請求項8のハンダ除去方法において、
上記位置決め工程は、
上記プリント基板のハンダ付け箇所がある表面に沿った面方向及び該表面に垂直な方向について該プリント基板と該ノズル部材とを相対的に移動させる移動工程を有することを特徴とするハンダ除去方法。
【請求項10】
請求項9のハンダ除去方法において、
上記位置決め工程は、
上記プリント基板の表面に垂直な軸を中心に上記ノズル部材を回転させる回転工程と、
該ノズル部材の長手方向の中心軸に沿った方向に該ノズル部材の先端部を移動させる先端部移動工程と、
該ノズル部材の吸引ノズルが開口している先端を中心に該ノズル部材を揺動させる揺動工程と、を更に有することを特徴とするハンダ除去方法。
【請求項11】
請求項8乃至10のいずれかのハンダ除去方法において、
上記ハンダの吸引の前に、上記ノズル部材の先端部又は上記ハンダ付け箇所にハンダを供給するハンダ供給工程を、更に有することを特徴とするハンダ除去方法。
【請求項12】
請求項8乃至11のいずれかのハンダ除去方法において、
上記挿入工程及び上記リード起こし工程の少なくとも一方では、上記ノズル部材の先端部を上記ハンダ付け箇所に対して後退可能に付勢することを特徴とするハンダ除去方法。
【請求項13】
請求項8乃至12のいずれかのハンダ除去方法において、
上記リード先端部の折り曲げ角度に応じて、上記ノズル部材の吸引ノズルが上記リード先端部に挿入可能なように該ノズル部材の傾きを変更する工程を、更に有することを特徴とするハンダ除去方法。
【請求項14】
請求項8乃至13のいずれかのハンダ除去方法において、
上記ハンダ付け箇所を上記ノズル部材で加熱する前に予め加熱させておく予備加熱工程を、更に有することを特徴とするハンダ除去方法。
【図1】



【図2】

【図3】
【図4】
【図5】
【図6】
【図7】

【図8】

【図9】

【図10】

【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2012−134269(P2012−134269A)
【公開日】平成24年7月12日(2012.7.12)
【国際特許分類】
【出願番号】特願2010−284086(P2010−284086)
【出願日】平成22年12月21日(2010.12.21)
【出願人】(593128172)リコーマイクロエレクトロニクス株式会社 (52)
【Fターム(参考)】
【公開日】平成24年7月12日(2012.7.12)
【国際特許分類】
【出願日】平成22年12月21日(2010.12.21)
【出願人】(593128172)リコーマイクロエレクトロニクス株式会社 (52)
【Fターム(参考)】
[ Back to top ]