
プリーツ付布製品形成用布帛及びプリーツ付布製品の形成方法
【課題】本発明はプリーツ付布製品形成用布帛に関し、継ぎ目の目立たない綺麗なプリーツをかけるようにすることを目的とする。
【解決手段】織布は多重組織にて織製され、布製品の輪郭に沿った上下層の接結部を備え、布帛の輪郭に沿って切り出すことにより布製品を得ることができる。織布の縦糸はポリエステル糸等の熱可塑性繊維糸条であり、ワンピース様の布製品におけるスカート部分となる織布の長さ領域LBにおいては緯糸としてポリエステル糸が打ち込まれ、ワンピース様の布製品における上衣部分となる長さ領域LAにおいては緯糸として非熱可塑性繊維糸条としてのシルク糸が打ち込まれ、領域LBから領域LAへの移行領域LA'ではシルク糸の打ち込み割合が漸増され、最終的にシルク糸が全量打ち込まれる。グラデーション様プリーツによりプリーツ部分から非プリーツ部分へのシームレスな移行が得られる。
【解決手段】織布は多重組織にて織製され、布製品の輪郭に沿った上下層の接結部を備え、布帛の輪郭に沿って切り出すことにより布製品を得ることができる。織布の縦糸はポリエステル糸等の熱可塑性繊維糸条であり、ワンピース様の布製品におけるスカート部分となる織布の長さ領域LBにおいては緯糸としてポリエステル糸が打ち込まれ、ワンピース様の布製品における上衣部分となる長さ領域LAにおいては緯糸として非熱可塑性繊維糸条としてのシルク糸が打ち込まれ、領域LBから領域LAへの移行領域LA'ではシルク糸の打ち込み割合が漸増され、最終的にシルク糸が全量打ち込まれる。グラデーション様プリーツによりプリーツ部分から非プリーツ部分へのシームレスな移行が得られる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明はプリーツ付布製品形成用布帛(織布若しくは編布)及びプリーツ付布製品の形成方法に関するものである。
【背景技術】
【0002】
衣類のプリーツのかけ方として、生地の段階でプリーツ加工したものを裁断し縫製する代わりに、前身頃と後身頃とを縫製後の衣類をプリーツ加工機に導入することで、前身頃と後身頃とに同時にプリーツを付すようにしたものがある。生地の段階でプリーツ加工するものと比較して、縫製したものに前身頃と後身頃を同時に縫製できるため、プリーツ加工効率において優れている(特許文献1)。また、上下一体の衣類を織布若しくは編布から形成する技術については本出願人により提案されたものがある(特許文献2及び3)。
【特許文献1】特開平05−093364号公報
【特許文献2】特開2001−115357号公報
【特許文献3】特開2001−115365号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
従来方法によりワンピースのような上下一体の衣類にプリーツをかける場合、上下にプリーツをかける場合は良いが、片方のみにプリーツをかける場合に上下の継ぎ目(シーム)の部分の処理が困難であり、綺麗なプリーツがかけられなかった。また、袖口、襟元等の複雑に継ぎ目が出て来る部位にも綺麗なプリーツがかかり難い問題があった。この発明はかかる問題点に鑑みてなされたものであり、継ぎ目の目立たない綺麗なプリーツをかけるようにすることにある。
【課題を解決するための手段】
【0004】
この発明によれば、織布若しくは編布としての布帛はジャカードにて多重組織にて織製若しくは編製され、布製品の輪郭に沿った上下層の接結部を備え、前記接結部を少なくとも一部は残して布帛の輪郭に沿って切り出すことにより布製品を得ることができる。布製品はプリーツ成形性部分とプリーツ非成形性部分とを備え、プリーツ成形性部分に対応した織布若しくは編布部位における熱可塑性繊維比率はプリーツ非成形性部分に対応した織布若しくは編布部位における熱可塑性繊維比率より大きくされている。そのため、織布若しくは編布又は織布若しくは編布から切り出された布製品にプリーツをかけることにより、布製品における要プリーツ部分の上下層に同時にプリーツをかけることができ、他方プリーツ成形不要部分には実質的にプリーツがかからないようにすることができる。
【0005】
布帛として織布にて構成した場合においては、熱可塑性繊維比率を縦緯で変化させるため、縦糸は全体をポリエステルのような熱可塑性繊維糸とし、緯糸としてプリーツ成形部分ではポリエステルのような熱可塑性繊維糸を打ち込み、非プリーツ成形部分ではシルクのような非熱可塑性繊維糸を打ち込むことができる。そのため、熱可塑性繊維糸のみのプリーツ成形部分に本来のプリーツがかかり、熱可塑性繊維糸が少ない非プリーツ成形部分にはプリーツが掛からないかプリーツは弱い又は実質的にプリーツがかからない。この場合において、プリーツ成形性部分に対応した織布部位からプリーツ非成形性部分に対応した織布部位への境界部分においては、プリーツ成形性部分に対応した織布部位からプリーツ非成形性部分に対応した織布部位に向けて熱可塑性繊維により構成される緯糸の本数割合を徐々に減少させる等の手段により、プリーツ加工部分から非プリーツ加工部分へのグラデーション様のスムースな移行を得ることができる。
【0006】
布帛として丸編などの編布にて構成する場合は給糸口として非熱可塑性繊維よりなる糸条を供給する供給する給糸口と熱可塑性繊維よりなる糸条を供給する供給する給糸口とを設け、給糸口からの選択的供給により切り出したとき布製品におけるプリーツ成形部分となる布帛の部位における熱可塑性繊維の割合を切り出したとき布製品におけるプリーツ非成形部分となる布帛の部位における熱可塑性繊維の割合より多くするような編製構造とする。これにより、布製品における要プリーツ部分にプリーツをかけることができ、他方プリーツ成形不要部分には実質的にプリーツがかからないようにすることができる。
【発明の効果】
【0007】
この発明では織布若しくは編布における布製品の輪郭部分に熱可塑性繊維を多く含んだ部分と、熱可塑性繊維が少ないか含まない部分とを設けることで、実質的に継ぎ目のないプリーツ成形部分とプリーツ非成形部分との移行状態を得ることができる。
【0008】
また、本発明によれば、プリーツ成形部分とプリーツ非成形部分との移行状態が得られるため、綺麗なドレープを掛けられるようになる点で優れている。
【発明を実施するための最良の形態】
【0009】
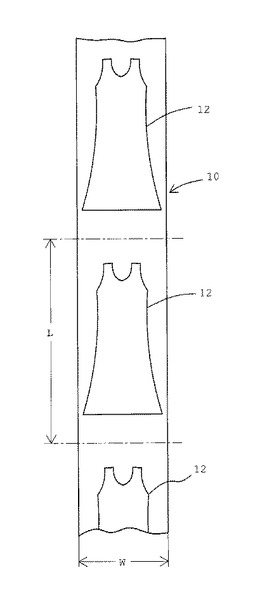
図1はこの発明の実施形態としての多重織布における織製パターンを概略的に示しており、織布10はジャカードにて多重組織にて織製され、布製品としてのノースリーブのワンピースのような衣類は前身頃及び後身頃の輪郭線12に沿って接結され、接結部を少なくとも一部は残して輪郭線12に沿って織布10の切り出しを行うことで、前後の身頃を外周にて接結した衣類を縫製なしに得ることができる。このような無縫製の衣類の形成は出願人と同一の出願人により既に提案されている特開2001−115357号公報に開示の技術と同様であり、必要あれば同公報の記載を参照されたい。図1において、織布の長さLは衣類の一つの輪郭部分12を有した織布の繰り返し部分を示しており、織布の長さ方向沿ってこのような輪郭部分12が繰り返し形成される。
【0010】
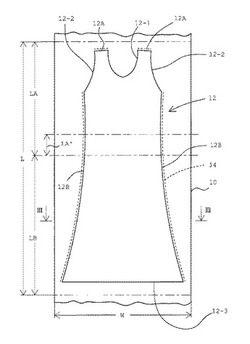
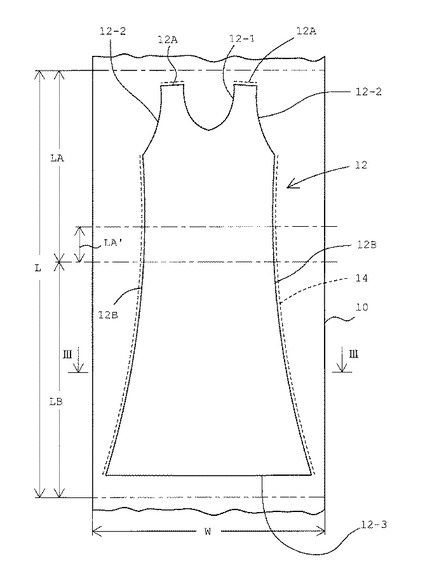
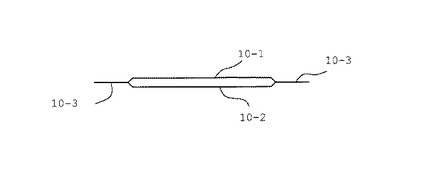
図2は織布10から切り出すべきノースリーブのワンピース様の衣類の1区画12を含む長さ部分Lを拡大して示しており、切り出したとき衣類の前身頃となる上下面は衣類の首12-1及び袖12-2及び裾12-3以外の肩及び両脇の部位12A, 12Bでは上下層が接結されており、身頃となる上下層10-1, 10-2は図3のように分離され、その間は空洞となっている。そして、この実施形態では織布10における衣類となる以外の地の部分10-3は図3のように上下は分離しておらず1重組織となっている。上下層の接結線12A, 12Bは1重組織と2重(多重)組織との境界線で、一種の織製パターンであるが、この織製パターン(折柄)は織布の実質的に全幅にわたる大柄のものであり、図1の織布の織製のためには織布の実質的全幅で綜絖の独立制御の必要があり、ジャカードの採用が必須となる。
【0011】
図2の破線14は織布10からの衣類の切り出しラインであり、衣類の輪郭線の幾分外側に位置しているため、切り出した状態で肩及び両脇の接結部12A, 12Bは残っているため上下の身頃(上下層10-1, 10-2)は一重組織部分10-3にて接結され、襟12-1及び袖12-2及び裾12-3では上下層10-1, 10-2は分離された一体型の衣類を得ることができ、このような、織布からの切り出しによる衣類の形成技術は本出願人と同一出願人になる特開2001−115357号公報に開示された技術と同様であり、必要あれば同公報の記載を参照れたい。
【0012】
次に、この発明のプリーツ加工を実現する織布10の織製構造について説明すると、図2について既に説明のように織布10から切り出される衣類は上衣部分とスカート部分が一体のワンピース様であり、プリーツ加工はスカート部分にのみ掛け、上衣部分にはプリーツ部分を掛けないものとする。即ち、図2の織布において、ワンピース様の衣類に相当する織布10の繰り返し部分の長さはLとしたとき、プリーツを掛けない上衣部分(プリーツ非成形性部分)となる長さはLAにて表され、プリーツを掛けるスカート部分(プリーツ成形性部分)となる長さはLBにて表されるものとする。この実施形態においては織布10の縦糸は実質的に全織幅Wに亘ってポリエステルなどの熱可塑性繊維糸を使用している。他方、緯糸については、プリーツ成形性部分であるスカート部分となる長さLBの部位についてはポリエステルなどの熱可塑性繊維糸が打ち込まれるが、プリーツ非成形部分である上衣部分となる長さLAの部位については、シルクなどの非熱可塑性繊維糸の打ち込みが行われる。そして、プリーツ非成形性部分である上衣部分となる長さLAの部位における、プリーツ成形性部分であるスカート部分となる長さLBの部位との境界域の長さLA´の領域についてはプリーツ成形性部分に対応した織布部位LBから離間するに従って(プリーツ非成形性部分に対応した織布部位LAに接近するに従って)、シルク糸の打ち込み割合が増加し(ポリエステル糸の打ち込み割合が減少し)、最終的には全量シルク糸の打ち込みが行われるようにされる。
【0013】
このようにして得られた織布10若しくは織布10から切り出された衣類はプリーツ加工に付される。即ち、織布10若しくは布10から切り出された衣類は前後の身頃を重ねた状態で一対のプリーツ加工ローラに布帛や衣類を通過させる。ワンピース様衣類のスカート部分となる長さ領域LBでは縦緯の糸が全てポリエステル糸などの熱可塑性糸であるため、強いプリーツが掛かるが、ワンピース様衣類の上衣部分となる長さ領域LAでは縦糸はポリエステルであるも緯糸がシルクであるためプリーツが掛からないか、掛かっても弱いプリーツとなり、実質的にプリーツはかからないようにすることが可能である。そして、上衣部分となる長さ領域LAにおける、スカート部分となる長さ領域LBとの境界領域LA´では領域LBから離間するに従って(領域LAに接近するに従って)ポリエステルの打ち込み本数割合が減少(シルクの打ち込み本数割合が増加)し、最終的には緯糸として全てシルク糸を打ち込んでいるため、領域LBから領域LAに向けて徐々にプリーツが弱くなり(グラデーション様のプリーツが得られ)、そのため、プリーツ部分から非プリーツ部分に向けてスムースなプリーツ状態の移行が得られる。この発明によれば、グラデーション様のプリーツにより、プリーツ部分と非プリーツ部分とでシームレスな外観が得られ、ドレープ性からみても綺麗なものを得ることができる。
【0014】
以上説明の実施形態では、布帛を織布にて構成し、縦糸としてはポリエステル糸のような熱可塑性糸を100%とし、横糸におけるポリエステル糸のような熱可塑性糸の割合を代えることで、所期のグラデーション的プリーツ効果を得ているが、織組織との組合せにより一層の調整が可能である。即ち、綾組織や朱子組織の選定で浮き糸割合が変化するので、組織の選定により表面に出て来る熱可塑性繊維の割合の調節が可能であり、延いてはプリーツ効果を微細に調整することが可能となる。
【0015】
以上は織布を2重組織にて構成し、その上下層を切り出したときの衣類の上下の身頃とした場合における本発明の実施についての説明であるが、本発明は丸編などの編布において2重布帛より衣類を直接切り出す場合においても実現可能である。即ち、この手法は本出願人に係る特開2001−115365号公報に記載のようにジャカード式選針機構を備えた丸編機を使用し、ダイヤル針、シリンダ針により内層、外層を別体に編製し、内層と外層とを、衣類の輪郭に沿ってダイヤル針とシリンダ針との双方によって編製することで、衣類の輪郭に沿って接結が行われた編布とし、切断により衣類に切り出すものが提案されている。この方法においても衣類にプリーツに部分的なプリーツをかける必要がある場合があるが、この場合、丸編機において円周方向に複数設置される給糸口を熱可塑性繊維糸条を供給する給糸口と非熱可塑性繊維を供給する給糸口とに分け、これらの給糸口からの糸供給の選択的制御により切断後衣類におけるプリーツ部分となる部位と非プリーツ部位となる部位で熱可塑性繊維糸条に対する非熱可塑性繊維の割合の非を適宜変化させるような編製が可能である。即ち、図2と同様な布帛を丸編機にて編製する場合、特開2001−115365号公報に記載されたように、分離された上下層はダイヤル針、シリンダ針により別個に編製し、衣類の輪郭に沿って、上下層はダイヤル針とシリンダ針との双方での編製で接結する。そして、衣類の下側部位となる編布の部位をプリーツ部とした場合、この部位における丸編布を構成する熱可塑性繊維糸条の割合を多くし、残余の非プリーツ部となる部位における丸編布を構成する熱可塑性繊維糸条の割合を減らす。そして、このように得られた編布若しくは編布から切り出された衣類をプリーツ機に通すことで、織布の場合の実施形態と同様に、要プリーツ部位のみに綺麗にプリーツをかけ、またプリーツ部と非プリーツ部との境界部でのグラデーション的なプリーツ効果も得ることも可能である。
【図面の簡単な説明】
【0016】
【図1】図1はこの発明の衣類を織り込んだ織布を概略的に示す平面図である。
【図2】図2は図1の織布における1枚の衣類に対応する部位を拡大して示す図である。
【図3】図3は図2のIII−III線に沿った矢視断面図である。
【符号の説明】
【0017】
10…織布
12…輪郭線
14…衣類の切り出しライン
LA…プリーツ非成形性部分の長さ
LB…プリーツ成形性部分の長さ
W…全織幅
【技術分野】
【0001】
この発明はプリーツ付布製品形成用布帛(織布若しくは編布)及びプリーツ付布製品の形成方法に関するものである。
【背景技術】
【0002】
衣類のプリーツのかけ方として、生地の段階でプリーツ加工したものを裁断し縫製する代わりに、前身頃と後身頃とを縫製後の衣類をプリーツ加工機に導入することで、前身頃と後身頃とに同時にプリーツを付すようにしたものがある。生地の段階でプリーツ加工するものと比較して、縫製したものに前身頃と後身頃を同時に縫製できるため、プリーツ加工効率において優れている(特許文献1)。また、上下一体の衣類を織布若しくは編布から形成する技術については本出願人により提案されたものがある(特許文献2及び3)。
【特許文献1】特開平05−093364号公報
【特許文献2】特開2001−115357号公報
【特許文献3】特開2001−115365号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
従来方法によりワンピースのような上下一体の衣類にプリーツをかける場合、上下にプリーツをかける場合は良いが、片方のみにプリーツをかける場合に上下の継ぎ目(シーム)の部分の処理が困難であり、綺麗なプリーツがかけられなかった。また、袖口、襟元等の複雑に継ぎ目が出て来る部位にも綺麗なプリーツがかかり難い問題があった。この発明はかかる問題点に鑑みてなされたものであり、継ぎ目の目立たない綺麗なプリーツをかけるようにすることにある。
【課題を解決するための手段】
【0004】
この発明によれば、織布若しくは編布としての布帛はジャカードにて多重組織にて織製若しくは編製され、布製品の輪郭に沿った上下層の接結部を備え、前記接結部を少なくとも一部は残して布帛の輪郭に沿って切り出すことにより布製品を得ることができる。布製品はプリーツ成形性部分とプリーツ非成形性部分とを備え、プリーツ成形性部分に対応した織布若しくは編布部位における熱可塑性繊維比率はプリーツ非成形性部分に対応した織布若しくは編布部位における熱可塑性繊維比率より大きくされている。そのため、織布若しくは編布又は織布若しくは編布から切り出された布製品にプリーツをかけることにより、布製品における要プリーツ部分の上下層に同時にプリーツをかけることができ、他方プリーツ成形不要部分には実質的にプリーツがかからないようにすることができる。
【0005】
布帛として織布にて構成した場合においては、熱可塑性繊維比率を縦緯で変化させるため、縦糸は全体をポリエステルのような熱可塑性繊維糸とし、緯糸としてプリーツ成形部分ではポリエステルのような熱可塑性繊維糸を打ち込み、非プリーツ成形部分ではシルクのような非熱可塑性繊維糸を打ち込むことができる。そのため、熱可塑性繊維糸のみのプリーツ成形部分に本来のプリーツがかかり、熱可塑性繊維糸が少ない非プリーツ成形部分にはプリーツが掛からないかプリーツは弱い又は実質的にプリーツがかからない。この場合において、プリーツ成形性部分に対応した織布部位からプリーツ非成形性部分に対応した織布部位への境界部分においては、プリーツ成形性部分に対応した織布部位からプリーツ非成形性部分に対応した織布部位に向けて熱可塑性繊維により構成される緯糸の本数割合を徐々に減少させる等の手段により、プリーツ加工部分から非プリーツ加工部分へのグラデーション様のスムースな移行を得ることができる。
【0006】
布帛として丸編などの編布にて構成する場合は給糸口として非熱可塑性繊維よりなる糸条を供給する供給する給糸口と熱可塑性繊維よりなる糸条を供給する供給する給糸口とを設け、給糸口からの選択的供給により切り出したとき布製品におけるプリーツ成形部分となる布帛の部位における熱可塑性繊維の割合を切り出したとき布製品におけるプリーツ非成形部分となる布帛の部位における熱可塑性繊維の割合より多くするような編製構造とする。これにより、布製品における要プリーツ部分にプリーツをかけることができ、他方プリーツ成形不要部分には実質的にプリーツがかからないようにすることができる。
【発明の効果】
【0007】
この発明では織布若しくは編布における布製品の輪郭部分に熱可塑性繊維を多く含んだ部分と、熱可塑性繊維が少ないか含まない部分とを設けることで、実質的に継ぎ目のないプリーツ成形部分とプリーツ非成形部分との移行状態を得ることができる。
【0008】
また、本発明によれば、プリーツ成形部分とプリーツ非成形部分との移行状態が得られるため、綺麗なドレープを掛けられるようになる点で優れている。
【発明を実施するための最良の形態】
【0009】
図1はこの発明の実施形態としての多重織布における織製パターンを概略的に示しており、織布10はジャカードにて多重組織にて織製され、布製品としてのノースリーブのワンピースのような衣類は前身頃及び後身頃の輪郭線12に沿って接結され、接結部を少なくとも一部は残して輪郭線12に沿って織布10の切り出しを行うことで、前後の身頃を外周にて接結した衣類を縫製なしに得ることができる。このような無縫製の衣類の形成は出願人と同一の出願人により既に提案されている特開2001−115357号公報に開示の技術と同様であり、必要あれば同公報の記載を参照されたい。図1において、織布の長さLは衣類の一つの輪郭部分12を有した織布の繰り返し部分を示しており、織布の長さ方向沿ってこのような輪郭部分12が繰り返し形成される。
【0010】
図2は織布10から切り出すべきノースリーブのワンピース様の衣類の1区画12を含む長さ部分Lを拡大して示しており、切り出したとき衣類の前身頃となる上下面は衣類の首12-1及び袖12-2及び裾12-3以外の肩及び両脇の部位12A, 12Bでは上下層が接結されており、身頃となる上下層10-1, 10-2は図3のように分離され、その間は空洞となっている。そして、この実施形態では織布10における衣類となる以外の地の部分10-3は図3のように上下は分離しておらず1重組織となっている。上下層の接結線12A, 12Bは1重組織と2重(多重)組織との境界線で、一種の織製パターンであるが、この織製パターン(折柄)は織布の実質的に全幅にわたる大柄のものであり、図1の織布の織製のためには織布の実質的全幅で綜絖の独立制御の必要があり、ジャカードの採用が必須となる。
【0011】
図2の破線14は織布10からの衣類の切り出しラインであり、衣類の輪郭線の幾分外側に位置しているため、切り出した状態で肩及び両脇の接結部12A, 12Bは残っているため上下の身頃(上下層10-1, 10-2)は一重組織部分10-3にて接結され、襟12-1及び袖12-2及び裾12-3では上下層10-1, 10-2は分離された一体型の衣類を得ることができ、このような、織布からの切り出しによる衣類の形成技術は本出願人と同一出願人になる特開2001−115357号公報に開示された技術と同様であり、必要あれば同公報の記載を参照れたい。
【0012】
次に、この発明のプリーツ加工を実現する織布10の織製構造について説明すると、図2について既に説明のように織布10から切り出される衣類は上衣部分とスカート部分が一体のワンピース様であり、プリーツ加工はスカート部分にのみ掛け、上衣部分にはプリーツ部分を掛けないものとする。即ち、図2の織布において、ワンピース様の衣類に相当する織布10の繰り返し部分の長さはLとしたとき、プリーツを掛けない上衣部分(プリーツ非成形性部分)となる長さはLAにて表され、プリーツを掛けるスカート部分(プリーツ成形性部分)となる長さはLBにて表されるものとする。この実施形態においては織布10の縦糸は実質的に全織幅Wに亘ってポリエステルなどの熱可塑性繊維糸を使用している。他方、緯糸については、プリーツ成形性部分であるスカート部分となる長さLBの部位についてはポリエステルなどの熱可塑性繊維糸が打ち込まれるが、プリーツ非成形部分である上衣部分となる長さLAの部位については、シルクなどの非熱可塑性繊維糸の打ち込みが行われる。そして、プリーツ非成形性部分である上衣部分となる長さLAの部位における、プリーツ成形性部分であるスカート部分となる長さLBの部位との境界域の長さLA´の領域についてはプリーツ成形性部分に対応した織布部位LBから離間するに従って(プリーツ非成形性部分に対応した織布部位LAに接近するに従って)、シルク糸の打ち込み割合が増加し(ポリエステル糸の打ち込み割合が減少し)、最終的には全量シルク糸の打ち込みが行われるようにされる。
【0013】
このようにして得られた織布10若しくは織布10から切り出された衣類はプリーツ加工に付される。即ち、織布10若しくは布10から切り出された衣類は前後の身頃を重ねた状態で一対のプリーツ加工ローラに布帛や衣類を通過させる。ワンピース様衣類のスカート部分となる長さ領域LBでは縦緯の糸が全てポリエステル糸などの熱可塑性糸であるため、強いプリーツが掛かるが、ワンピース様衣類の上衣部分となる長さ領域LAでは縦糸はポリエステルであるも緯糸がシルクであるためプリーツが掛からないか、掛かっても弱いプリーツとなり、実質的にプリーツはかからないようにすることが可能である。そして、上衣部分となる長さ領域LAにおける、スカート部分となる長さ領域LBとの境界領域LA´では領域LBから離間するに従って(領域LAに接近するに従って)ポリエステルの打ち込み本数割合が減少(シルクの打ち込み本数割合が増加)し、最終的には緯糸として全てシルク糸を打ち込んでいるため、領域LBから領域LAに向けて徐々にプリーツが弱くなり(グラデーション様のプリーツが得られ)、そのため、プリーツ部分から非プリーツ部分に向けてスムースなプリーツ状態の移行が得られる。この発明によれば、グラデーション様のプリーツにより、プリーツ部分と非プリーツ部分とでシームレスな外観が得られ、ドレープ性からみても綺麗なものを得ることができる。
【0014】
以上説明の実施形態では、布帛を織布にて構成し、縦糸としてはポリエステル糸のような熱可塑性糸を100%とし、横糸におけるポリエステル糸のような熱可塑性糸の割合を代えることで、所期のグラデーション的プリーツ効果を得ているが、織組織との組合せにより一層の調整が可能である。即ち、綾組織や朱子組織の選定で浮き糸割合が変化するので、組織の選定により表面に出て来る熱可塑性繊維の割合の調節が可能であり、延いてはプリーツ効果を微細に調整することが可能となる。
【0015】
以上は織布を2重組織にて構成し、その上下層を切り出したときの衣類の上下の身頃とした場合における本発明の実施についての説明であるが、本発明は丸編などの編布において2重布帛より衣類を直接切り出す場合においても実現可能である。即ち、この手法は本出願人に係る特開2001−115365号公報に記載のようにジャカード式選針機構を備えた丸編機を使用し、ダイヤル針、シリンダ針により内層、外層を別体に編製し、内層と外層とを、衣類の輪郭に沿ってダイヤル針とシリンダ針との双方によって編製することで、衣類の輪郭に沿って接結が行われた編布とし、切断により衣類に切り出すものが提案されている。この方法においても衣類にプリーツに部分的なプリーツをかける必要がある場合があるが、この場合、丸編機において円周方向に複数設置される給糸口を熱可塑性繊維糸条を供給する給糸口と非熱可塑性繊維を供給する給糸口とに分け、これらの給糸口からの糸供給の選択的制御により切断後衣類におけるプリーツ部分となる部位と非プリーツ部位となる部位で熱可塑性繊維糸条に対する非熱可塑性繊維の割合の非を適宜変化させるような編製が可能である。即ち、図2と同様な布帛を丸編機にて編製する場合、特開2001−115365号公報に記載されたように、分離された上下層はダイヤル針、シリンダ針により別個に編製し、衣類の輪郭に沿って、上下層はダイヤル針とシリンダ針との双方での編製で接結する。そして、衣類の下側部位となる編布の部位をプリーツ部とした場合、この部位における丸編布を構成する熱可塑性繊維糸条の割合を多くし、残余の非プリーツ部となる部位における丸編布を構成する熱可塑性繊維糸条の割合を減らす。そして、このように得られた編布若しくは編布から切り出された衣類をプリーツ機に通すことで、織布の場合の実施形態と同様に、要プリーツ部位のみに綺麗にプリーツをかけ、またプリーツ部と非プリーツ部との境界部でのグラデーション的なプリーツ効果も得ることも可能である。
【図面の簡単な説明】
【0016】
【図1】図1はこの発明の衣類を織り込んだ織布を概略的に示す平面図である。
【図2】図2は図1の織布における1枚の衣類に対応する部位を拡大して示す図である。
【図3】図3は図2のIII−III線に沿った矢視断面図である。
【符号の説明】
【0017】
10…織布
12…輪郭線
14…衣類の切り出しライン
LA…プリーツ非成形性部分の長さ
LB…プリーツ成形性部分の長さ
W…全織幅
【特許請求の範囲】
【請求項1】
ジャカードにて多重組織にて形成され、布製品の輪郭に沿った上下層の接結部を備え、前記接結部を少なくとも一部は残して布帛の輪郭に沿って切り出すことにより布製品を得ることができる布帛であって、布製品はプリーツ成形性部分とプリーツ非成形性部分とを備え、プリーツ成形性部分に対応した布帛部位における熱可塑性繊維比率はプリーツ非成形性部分に対応した布帛部位における熱可塑性繊維比率より大きな値とされているプリーツ付布製品形成用布帛。
【請求項2】
請求項1に記載の発明において、プリーツ成形性部分に対応した布帛部位からプリーツ非成形性部分に対応した布帛部位への境界部分を備え、前記境界部分においては、プリーツ成形性部分に対応した布帛部位における熱可塑性繊維比率からプリーツ非成形性部分に対応した布帛部位における熱可塑性繊維比率に向けて熱可塑性繊維比率が徐々に減少するようにされるプリーツ付布製品形成用布帛。
【請求項3】
ジャカードにて多重組織にて織製され、布製品の輪郭に沿った上下層の接結部を備え、前記接結部を少なくとも一部は残して布帛の輪郭に沿って切り出すことにより布製品を得ることができる織布であって、布製品はプリーツ成形性部分とプリーツ非成形性部分とを備え、プリーツ成形性部分に対応した織布部位においては縦糸及び緯糸の双方が熱可塑性繊維で構成され、プリーツ非成形性部分に対応した織布部位においては縦糸及び緯糸の少なくとも片方が非熱可塑性繊維で構成されるプリーツ付布製品形成用織布。
【請求項4】
請求項3に記載の発明において、プリーツ成形性部分に対応した織布部位からプリーツ非成形性部分に対応した織布部位への境界部分を備え、前記境界部分においては、プリーツ成形性部分に対応した織布部位からプリーツ非成形性部分に対応した織布部位に向けて熱可塑性繊維により構成される縦糸及び緯糸の本数割合が徐々に減少するようにされるプリーツ付布製品形成用織布。
【請求項5】
プリーツ成形性部分及びプリーツ非成形性部分を備えた布製品の輪郭に沿った上下層の接結部を備えた多重組織の布帛をジャカードにて形成する工程と、布製品の輪郭に沿って接結部は少なくとも一部は残して布製品を切り出す工程と、布製品におけるプリーツ成形性部分にプリーツを付与すべくプリーツ加工を行う工程とを備えたプリーツ付布製品の形成方法において、前記布帛形成工程に際して、布製品におけるプリーツ成形性部分に対応した布帛部位における熱可塑性繊維比率はプリーツ非成形性部分に対応した布帛部位における熱可塑性繊維比率より大きくなるように布帛形成を行うことを特徴とする方法。
【請求項6】
プリーツ成形性部分及びプリーツ非成形性部分を備えた布製品の輪郭に沿った上下層の接結部を備えた多重組織の織布をジャカードにて織製する工程と、布製品の輪郭に沿って接結部は少なくとも一部は残して布製品を切り出す工程と、布製品におけるプリーツ成形性部分にプリーツを付与すべくプリーツ加工を行う工程とを備えたプリーツ付布製品の形成方法において、前記織製工程に際して、布製品におけるプリーツ成形性部分に対応した織布部位における熱可塑性繊維比率はプリーツ非成形性部分に対応した織布部位における熱可塑性繊維比率より大きくなるように織製を行うことを特徴とする方法。
【請求項7】
請求項6に記載の発明において、プリーツ成形性部分に対応した織布部位における熱可塑性繊維比率をプリーツ非成形性部分に対応した織布部位における熱可塑性繊維比率より大きくするため、プリーツ成形性部分では熱可塑性繊維糸を緯糸として打ち込み、プリーツ非成形性部分では非熱可塑性繊維糸を緯糸として打ち込むことを特徴とする方法。
【請求項8】
請求項7に記載の発明において、プリーツ成形性部分からプリーツ非成形性部分への境界領域においては緯糸打ち込み本数割合をプリーツ成形性部分からプリーツ非成形性部分に向けて徐々に減少させることを特徴とする方法。
【請求項1】
ジャカードにて多重組織にて形成され、布製品の輪郭に沿った上下層の接結部を備え、前記接結部を少なくとも一部は残して布帛の輪郭に沿って切り出すことにより布製品を得ることができる布帛であって、布製品はプリーツ成形性部分とプリーツ非成形性部分とを備え、プリーツ成形性部分に対応した布帛部位における熱可塑性繊維比率はプリーツ非成形性部分に対応した布帛部位における熱可塑性繊維比率より大きな値とされているプリーツ付布製品形成用布帛。
【請求項2】
請求項1に記載の発明において、プリーツ成形性部分に対応した布帛部位からプリーツ非成形性部分に対応した布帛部位への境界部分を備え、前記境界部分においては、プリーツ成形性部分に対応した布帛部位における熱可塑性繊維比率からプリーツ非成形性部分に対応した布帛部位における熱可塑性繊維比率に向けて熱可塑性繊維比率が徐々に減少するようにされるプリーツ付布製品形成用布帛。
【請求項3】
ジャカードにて多重組織にて織製され、布製品の輪郭に沿った上下層の接結部を備え、前記接結部を少なくとも一部は残して布帛の輪郭に沿って切り出すことにより布製品を得ることができる織布であって、布製品はプリーツ成形性部分とプリーツ非成形性部分とを備え、プリーツ成形性部分に対応した織布部位においては縦糸及び緯糸の双方が熱可塑性繊維で構成され、プリーツ非成形性部分に対応した織布部位においては縦糸及び緯糸の少なくとも片方が非熱可塑性繊維で構成されるプリーツ付布製品形成用織布。
【請求項4】
請求項3に記載の発明において、プリーツ成形性部分に対応した織布部位からプリーツ非成形性部分に対応した織布部位への境界部分を備え、前記境界部分においては、プリーツ成形性部分に対応した織布部位からプリーツ非成形性部分に対応した織布部位に向けて熱可塑性繊維により構成される縦糸及び緯糸の本数割合が徐々に減少するようにされるプリーツ付布製品形成用織布。
【請求項5】
プリーツ成形性部分及びプリーツ非成形性部分を備えた布製品の輪郭に沿った上下層の接結部を備えた多重組織の布帛をジャカードにて形成する工程と、布製品の輪郭に沿って接結部は少なくとも一部は残して布製品を切り出す工程と、布製品におけるプリーツ成形性部分にプリーツを付与すべくプリーツ加工を行う工程とを備えたプリーツ付布製品の形成方法において、前記布帛形成工程に際して、布製品におけるプリーツ成形性部分に対応した布帛部位における熱可塑性繊維比率はプリーツ非成形性部分に対応した布帛部位における熱可塑性繊維比率より大きくなるように布帛形成を行うことを特徴とする方法。
【請求項6】
プリーツ成形性部分及びプリーツ非成形性部分を備えた布製品の輪郭に沿った上下層の接結部を備えた多重組織の織布をジャカードにて織製する工程と、布製品の輪郭に沿って接結部は少なくとも一部は残して布製品を切り出す工程と、布製品におけるプリーツ成形性部分にプリーツを付与すべくプリーツ加工を行う工程とを備えたプリーツ付布製品の形成方法において、前記織製工程に際して、布製品におけるプリーツ成形性部分に対応した織布部位における熱可塑性繊維比率はプリーツ非成形性部分に対応した織布部位における熱可塑性繊維比率より大きくなるように織製を行うことを特徴とする方法。
【請求項7】
請求項6に記載の発明において、プリーツ成形性部分に対応した織布部位における熱可塑性繊維比率をプリーツ非成形性部分に対応した織布部位における熱可塑性繊維比率より大きくするため、プリーツ成形性部分では熱可塑性繊維糸を緯糸として打ち込み、プリーツ非成形性部分では非熱可塑性繊維糸を緯糸として打ち込むことを特徴とする方法。
【請求項8】
請求項7に記載の発明において、プリーツ成形性部分からプリーツ非成形性部分への境界領域においては緯糸打ち込み本数割合をプリーツ成形性部分からプリーツ非成形性部分に向けて徐々に減少させることを特徴とする方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2008−7879(P2008−7879A)
【公開日】平成20年1月17日(2008.1.17)
【国際特許分類】
【出願番号】特願2006−178635(P2006−178635)
【出願日】平成18年6月28日(2006.6.28)
【出願人】(390033891)株式会社三宅デザイン事務所 (9)
【Fターム(参考)】
【公開日】平成20年1月17日(2008.1.17)
【国際特許分類】
【出願日】平成18年6月28日(2006.6.28)
【出願人】(390033891)株式会社三宅デザイン事務所 (9)
【Fターム(参考)】
[ Back to top ]