
ポリエステル複合繊維およびその製造方法
【課題】毛羽やタルミが改善され、織編物に使用した際に優れた表面品位とソフトな風合いおよびストレッチ特性を発現するポリトリメチレンテレフタレート系単繊維細繊度ポリエステル複合繊維、およびその製造に際して糸切れが少なく工程的に安定した製糸性が得られる方法を提供する。
【解決手段】高粘度ポリエステル成分と低粘度ポリエステル成分がサイドバイサイド型に貼り合わされた複合繊維であって、その高粘度ポリエステル成分がポリトリメチレンテレフタレートであり、低粘度ポリエステル成分がポリエチレンテレフタレートであり、かつ、次の(a)〜(d)の構成要件を全て満足するポリエステル複合繊維。(a)単繊維繊度が0.5dtex〜1.5dtexの範囲。(b)長さ3mm以上の毛羽の発生頻度が0.30コ/10,000m以下。(c)長さ3mm以上のタルミの発生頻度が0.20コ/m以下。(d)ウースター斑U%(N)が2.0%以下。
【解決手段】高粘度ポリエステル成分と低粘度ポリエステル成分がサイドバイサイド型に貼り合わされた複合繊維であって、その高粘度ポリエステル成分がポリトリメチレンテレフタレートであり、低粘度ポリエステル成分がポリエチレンテレフタレートであり、かつ、次の(a)〜(d)の構成要件を全て満足するポリエステル複合繊維。(a)単繊維繊度が0.5dtex〜1.5dtexの範囲。(b)長さ3mm以上の毛羽の発生頻度が0.30コ/10,000m以下。(c)長さ3mm以上のタルミの発生頻度が0.20コ/m以下。(d)ウースター斑U%(N)が2.0%以下。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、織編物用途に適したポリエステル複合繊維、詳しくは、ポリトリメチレンテレフタレート系単繊維細繊度ポリエステル複合繊維およびその製造方法に関するものである。
【背景技術】
【0002】
近年、織編物のなかでもストレッチ性能を付与したストレッチ織編物が、その着用感から強く要望されている。このような要望を満足するために、例えば、ポリウレタン系繊維をポリエステル系繊維等に混繊することにより、ストレッチ性を付与した織編物が多数用いられている。しかしながら、ポリウレタン系繊維は、ポリエステル系繊維に用いられる分散染料に染まり難いために染色工程が煩雑になることや、長時間の使用により脆化し、性能が低下するなどの問題がある。また、ポリウレタン系繊維は、特に水着用編物に展開した場合、水に含まれる塩素によりポリウレタン系繊維が脆化し、十分な機能を付与することができていない。このような欠点を回避する目的で、ポリウレタン系繊維の代わりに、ポリエステル系繊維の捲縮糸の応用が検討されている。
【0003】
そのなかで現在、ポリトリメチレンテレフタレート(以下、PTTと称することがある。)系繊維が、ヤング率が低く、編織物等の衣料用途に用いた場合にソフトな風合いを有することから、その需要を大きく拡大しつつある。特に、2種類のポリマーをサイドバイサイド型または偏心的に貼り合わせて、熱処理後に捲縮を発現させる潜在捲縮複合繊維が多数提案されており、なかでも単繊維繊度が1.5デシテックス(dtex)以下のPTT系単繊維細繊度複合繊維は、優れたソフト感を有するものとなることが知られている。
【0004】
しかしながら、これらのPTT系単繊維細繊度複合繊維は、従来、毛羽やタルミの発生を抑えることができず、織編物用途への展開が制約されるという問題があった。
【0005】
そして、本発明者らの検討によれば、PTT系単繊維細繊度複合繊維の製造上の課題として、次に述べる理由により、毛羽やタルミの発生と延伸の均一性を両立することが極めて困難であることが明らかになった。すなわち、単繊維細繊度繊維は、繊維表面の面積が大きいために、延伸前の予熱において従来の製造条件ではPTT成分同士の融着を回避することができず、毛羽やタルミが発生し、一方、融着を回避するような延伸条件では、均一な延伸が達成されないのである。
【0006】
従来、少なくとも一方の成分にPTTを用いるか、両方の成分に固有粘度の異なるPTTを用いたサイドバイサイド型および偏心芯鞘型PTT系単繊維細繊度複合繊維とその製造方法が提案されている(特許文献1〜3参照。)。しかしながら、この提案は、延伸前予熱温度が50℃以上と高温であり、また、繊維処理剤についても十分な油膜強度を形成するような設計となっていないため、単繊維細繊度複合繊維においてはPTT成分同士の融着を回避することができず、毛羽やタルミの発生を抑えることができない。
【0007】
また、複合繊維の一方の成分にPTTを用い、他方の成分にポリエチレンテレフタレート(以下、PETと称することがある。)を用いたサイドバイサイド型および偏心芯鞘型PTT系複合繊維において、繊維に含有される重合金属触媒を除去することにより、紡糸口金周辺への金属付着物を抑え、毛羽の改善および安定した製糸性を得る方法が提案されている(特許文献4参照。)。また別に、粘度の異なる2種のポリマーからなるサイドバイサイド型ポリエステル複合繊維において、高粘度成分がPTTからなり、紡糸の複数の段階で交絡を付与することにより操業安定性および高次加工での工程通過性を改善する方法が提案されている(特許文献5参照。)。しかしながら、これらの方法は、いずれも延伸予熱時のPTT成分同士の融着回避を意識した技術ではないため、単繊維細繊度複合繊維において、延伸予熱段階における毛羽やタルミの発生を抑えることはできない。
【0008】
したがって、毛羽やタルミの発生が改善され、かつ延伸不良のない単繊維細繊度繊維の製造法およびそれにより得られる単繊維細繊度繊維の出現が強く求められていた。
【特許文献1】国際公開WO2003/100145号公報(特許請求の範囲)
【特許文献2】特許第4021794号公報(特許請求の範囲)
【特許文献3】特開2006−200096号公報(特許請求の範囲)
【特許文献4】特開2004−285499号公報(特許請求の範囲)
【特許文献5】特開2006−83512号公報(特許請求の範囲)
【発明の開示】
【発明が解決しようとする課題】
【0009】
そこで本発明の目的は、上記従来の問題点を解決しようとするものであり、毛羽やタルミが改善され、織編物に使用した際に優れた表面品位とソフトな風合いおよびストレッチ特性を発現するポリエステル複合繊維、詳しくは、ポリトリメチレンテレフタレート系単繊維細繊度ポリエステル複合繊維を提供することにある。
【0010】
本発明の他の目的は、糸切れが少なく工程的に安定した製糸性が得られる上記のポリエステル複合繊維の製造方法を提供することにある。
【課題を解決するための手段】
【0011】
本発明者らは、上記の課題を解決するために鋭意検討の結果、PTT系単繊維細繊度ポリエステル複合繊維の製造において、延伸前の予熱の際にPTT成分同士の融着を回避でき、かつ延伸不良のない条件により毛羽やタルミの発生を改善できることを見出し、本発明に到達した。
【0012】
すなわち、本発明は上記の目的を達成するため、次の構成を採用するものである。
【0013】
(1)高粘度ポリエステル成分と低粘度ポリエステル成分がサイドバイサイド型に貼り合わされた複合繊維であって、該高粘度ポリエステル成分がポリトリメチレンテレフタレートからなり、該低粘度ポリエステル成分がポリエチレンテレフタレートからなり、かつ、次の(a)〜(d)の構成要件を全て満足することを特徴とするポリエステル複合繊維。
(a)単繊維繊度が0.5dtex〜1.5dtexの範囲であること。
(b)長さ3mm以上の毛羽の発生頻度が0.30コ/10,000m以下であること。
(c)長さ3mm以上のタルミの発生頻度が0.20コ/m以下であること。
(d)ウースター斑U%(N)が2.0%以下であること。
【0014】
(2)高粘度ポリエステル成分のポリトリメチレンテレフタレートと低粘度ポリエステル成分のポリエチレンテレフタレートの2成分を、サイドバイサイド型に複合して紡糸口金から溶融押出しして冷却固化した後、得られた繊維糸条を一旦巻き取ることなく、第1ロールと第2ロールとの間で連続して延伸し巻き取る直接紡糸延伸法によりポリエステル複合繊維を製造するに際して、次の(e)〜(g)の工程要件を全て満足することを特徴とする請求項1記載のポリエステル複合繊維を製造する方法。
(e)繊維処理剤有効成分に対しホスフェート金属塩を6重量%〜20重量%含有した処理剤を、繊維糸条の延伸前に繊維表面に繊維重量を基準として1.5重量%〜2.0重量%の範囲で付着させる。
(f)第1ロール温度を45℃〜49℃の範囲で制御する。
(g)第1ロール前の交絡付与装置の空気圧を0.08MPa〜0.15MPaの範囲で制御する。
【0015】
(3)前記の(1)記載のポリエステル複合繊維、もしくは前記の(2)に記載のポリエステル複合繊維を製造する方法によって得られたポリエステル複合繊維を用いてなる布帛。
【発明の効果】
【0016】
本発明によれば、従来技術では成し得なかった織編物用途に適したポリトリメチレンテレフタレート系単繊維細繊度ポリエステル複合繊維が得られる。更に詳しくは、本発明によれば、延伸前の予熱の際にPTT成分同士の融着を回避でき、かつ延伸不良のない条件により、毛羽やタルミが改善され、織編物に使用した際に優れた表面品位とソフトな風合いおよびストレッチ特性を発現するポリトリメチレンテレフタレート系単繊維細繊度ポリエステル複合繊維が得られ、その製造に際して糸切れが少なく工程的に安定した製糸性が得られる。
【発明を実施するための最良の形態】
【0017】
以下、本発明のポリエステル複合繊維とその製造方法について、詳細に説明する。
【0018】
まず、本発明のポリエステル複合繊維について説明する。
【0019】
本発明のポリエステル複合繊維は、良好な捲縮特性を得るために、高粘度ポリエステル成分と低粘度ポリエステル成分がサイドバイサイド型に貼り合わされた形態をとるものである。粘度の異なるポリエスエルをサイドバイサイド型に貼り合わせることによって、紡糸と延伸時に高粘度側に応力が集中するため、各成分間で内部歪みが異なる。そのため、延伸後の弾性回復率差および布帛の熱処理工程での熱収縮差により高粘度側が大きく収縮し、単繊維内で歪みが生じて3次元コイルの形態をとる。この3次元コイルの径および単位繊維長当たりのコイル数は、高粘度ポリエステル成分と低粘度ポリエステル成分との収縮差によって決まるといってもよく、ストレッチ素材として要求されるコイル捲縮特性を満足するためには、ポリエステル成分の固有粘度差が必要となってくる。
【0020】
本発明におけるポリエステル成分の固有粘度(IV)は、高粘度側の高粘度ポリエステル成分においては0.7〜2.0の範囲であることが好ましい。固有粘度を0.7以上とすることにより、十分な強度と伸度を兼ね備えた繊維を製造することが容易となる。より好ましい固有粘度は0.8以上である。また、固有粘度を2.0以下とすることにより、生産安定性が得られやすい。より好ましい固有粘度は、1.8以下である。
【0021】
一方、低粘度側の低粘度ポリエステル成分は、固有粘度を0.4以上にすることにより安定した製糸性が得られる。より好ましい固有粘度は0.5以上である。さらに高い捲縮特性を得るためには、低粘度ポリエステル成分の固有粘度は0.7以下であることが好ましい。
【0022】
本発明においては、捲縮特性に優れた原糸を得るために、上記の高粘度ポリエステル成分と低粘度ポリエステル成分の固有粘度差を0.3以上とすることが好ましい。固有粘度差を0.5以上大きくすると、さらに伸縮性の優れた原糸が得られる。一方、固有粘度差が1.5を超えると、得られた繊維糸条の捲縮特性は良好であるものの、紡糸された繊維糸条が高粘度成分側に過度に曲がるため、長時間にわたって安定して製糸することができず、好ましくない。したがって、安定した製糸性とストレッチ回復性の両方を満たすため、固有粘度差は0.3以上1.5以下の範囲であることが望ましい。
【0023】
ここで、本発明のポリエステル複合繊維の高粘度ポリエステル成分には、PTTを主成分とするポリマーを用いることが肝要である。PTTは、結晶構造においてアルキレングリコール部のメチレン鎖がゴーシュ−ゴーシュの構造(分子鎖が90°に屈曲)であること、さらにはベンゼン環同士の相互作用(スタッキング、並列)による拘束点密度が低く、フレキシビリティーが高いことから、メチレン基の回転により分子鎖が容易に伸長し回復するという特有のストレッチバック性を有しており、非常にソフトな風合いを与えることができる。
【0024】
本発明で用いられるPTTとは、90モル%以上がトリメチレンテレフタレートの繰り返し単位からなるPTTである。ここでいうPTTとしては、テレフタル酸を主たる酸成分とし、1,3−プロパンジオールを主たるグリコール成分として得られるポリエステルである。ただし、10モル%未満の割合で他のエステル結合を形成可能な共重合成分を含むものであってもよい。このような共重合成分としては、例えば、酸性分として、例えば、イソフタル酸、シクロヘキサンジカルボン酸、アジピン酸、ダイマ酸およびセバシン酸などのジカルボン酸類が挙げられ、また、グリコール成分として、例えば、エチレングリコール、ジエチレングリコール、ブタンジオール、ネオペンチルグリコール、シクロヘキサンジメタノール、ポリエチレングリコールおよびポリプロピレングリコールなどを挙げることができるが、これらに限られるものではない。
【0025】
また、艶消剤として二酸化チタン、滑剤としてシリカやアルミナの微粒子、抗酸化剤としてヒンダードフェノール誘導体、さらには難燃剤、帯電防止剤、紫外線吸収剤および着色顔料等を、必要に応じてPTTに添加することができる。
【0026】
一方、本発明のポリエステル複合繊維の低粘度ポリエステル成分には、ポリエチレンレンテレフタレート(以下、PETと称することがある。)を主成分とするポリマーを用いることが肝要である。
【0027】
低粘度ポリエステル成分であるPETとしては、テレフタル酸を主たる酸成分としエチレングリコールを主たるグリコール成分とする、90モル%以上がエチレンレンテレフタレートの繰り返し単位からなるポリエステルを用いることができる。ただし、10モル%未満の割合で他のエステル結合を形成可能な共重合成分を含むものであっても良い。このような共重合成分として、例えば、酸性分として、例えば、イソフタル酸、シクロヘキサンジカルボン酸、アジピン酸、ダイマ酸およびセバシン酸などのジカルボンサン類が挙げられ、また、グリコール成分として、例えば、エチレングリコール、ジエチレングリコール、ブタンジオール、ネオペンチルグリコール、シクロヘキサンジメタノール、ポリエチレングリコールおよびポリプロピレングリコールなどを挙げることができるが、これらに限られるものではない。
【0028】
また、艶消剤として二酸化チタン、滑剤としてシリカやアルミナの微粒子、抗酸化剤としてヒンダードフェノール誘導体および着色顔料などを、必要に応じてPETに添加することができる。
【0029】
本発明のポリエステル複合繊維のポリエステル成分に、上記のようにPTTを用いることにより、PTT系ポリエステル複合繊維と称する。
【0030】
次に、本発明のポリエステル複合繊維の形状について説明する。
【0031】
本発明のポリエステル複合繊維を構成する単繊維の横断面異形度は、1.2〜5.0の範囲であることが好ましい。このような異形断面繊維は、丸断面繊維とは異なり、曲げに対して断面異方性を有しており、異形断面の短軸方向に曲がりやすく、長軸方向には曲がりにくいという特徴をもつ。そのため、短軸方向に複合界面を与えた場合、曲げ剛性の高い方向に収縮差に伴う曲げが生じるため、コイル捲縮にねじれが加わり、複合繊維糸条を構成する単繊維間でコイル捲縮の会合が生じにくく、各々独立して捲縮を発現せしめることが可能となる。これにより、織編物等の布帛において異形断面特有の膨らみ感や嵩高性とともに、ソフトで反発感のある風合いを得ることができる。単繊維が丸断面のポリエステル複合繊維からなる布帛は、単繊維間で複合接合面は実質的に同一となるため捲縮形態が同一となり、合成繊維特有のつるつるとした風合いとなる。横断面異形度を1.2〜5.0の範囲内にすることにより、好ましい捲縮発現性のランダム感と機能性を付与することができる。また、製糸安定面を考慮すると、より好ましい横断面異形度は1.5〜3.0の範囲である。
【0032】
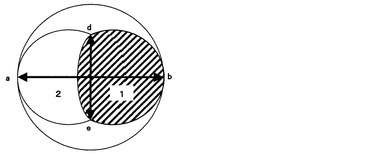
図1は、本発明のポリエステル複合繊維を構成する単繊維の横断面異形度を説明するための模式断面図である。図1において、単繊維は、PTTを主成分とする高粘度側のポリマーからなる領域1と、PETを主成分とする低粘度側のポリマーからなる領域2で構成されている。
【0033】
本発明で定義する横断面異形度とは、図1において、各単繊維の横断面の外接円の直径である長軸長abを、各単繊維の断面の複合界面と繊維表面との交点の2点間の距離である短軸長deで除した値であり、その値が大きいほど扁平であることを示している。単繊維の横断面異形度は、次式で示される。
・単繊維の横断面異形度=長軸長ab/短軸長de。
【0034】
また、本発明のポリエステル複合繊維の高粘度ポリエステル成分と低粘度ポリエステル成分の複合比は、製糸性、捲縮性能の発現性および繊維長さ方向のコイルの寸法均質性の点で、高粘度成分:低粘度成分=80:20〜20:80(重量%)の範囲が好ましく、より好ましい複合比は、70:30〜30:70の範囲である。
【0035】
本発明で定義する複合比とは、単繊維の横断面写真において、単繊維を構成する2種のポリエステル成分の横断面積比率である。横断面積比率は、次式で表される。
・横断面積比率=高粘度ポリエステル成分の断面積/低粘度ポリエステル成分の断面積。
【0036】
本発明のポリエステル複合繊維を構成する単繊維の単繊維繊度は、0.5〜1.5dtexの範囲であることが重要である。単繊維繊度を0.5dtex以上とすることにより、工業的に安定した製糸が可能となり、単繊維繊度を1.5dtex以下とすることにより、本発明のポリエステル複合繊維を布帛、特に織編物に用いた際に十分なソフト感が得られる。単繊維繊度は、小さいほど布帛にしたときのソフト性が向上するため、好ましくは0.5〜1.2dtexの範囲であり、より好ましくは0.5〜1.0dtexの範囲である。上記のような単繊維繊度を達成するためには、ポリエステル複合繊維の製造において、吐出量および紡糸口金(孔数)を適宜変更すればよい。
【0037】
本発明のポリエステル複合繊維を構成する単繊維の単繊維繊度を上記のように細繊度としたものを、単繊維細繊度ポリエステル複合繊維と称する。
【0038】
次に、本発明のポリエステル複合繊維の物性について述べる。
【0039】
本発明のポリエステル複合繊維において、織編物にした際に優れた布帛表面品位を得るためには、ポリエステル複合繊維の長手方向において、長さが3mm以上の毛羽発生頻度が0.30コ/10,000m以下であり、かつ、長さが3mm以上のタルミ発生頻度が0.20コ/m以下であることが必要である。長さが3mm以上の毛羽発生頻度が0.30コ/10,000mを超える繊維では、布帛とした際に毛羽が布帛の表面に現われ、表面均一性と風合いに乏しいものとなる。また、長さが3mm以上のタルミの個数が0.20コ/mを超える繊維についても同様である。毛羽とタルミの両者が前述の要件を満たさないと、表面が均一で良好な風合いの布帛を得ることができない。毛羽とタルミ発生頻度はいずれも0に近付くほど好ましく、本発明のポリエステル複合繊維においては、より好ましい毛羽発生頻度は0.10コ/10,000m以下であり、タルミ発生頻度は0.10コ/m以下である。上記のような毛羽とタルミ発生頻度を達成するためには、後述のとおり、ポリエステル複合繊維の製造において、延伸前の予熱の際にPTT成分同士の融着を回避でき、かつ延伸不良のない条件とすればよい。
【0040】
また、本発明のポリエステル複合繊維において、織編物にした際に優れた布帛表面品位を得るためには、糸長手方向の太さ斑の指標であるウースター斑U%(N)が2.0%以下であることが必要である。ウースター斑U%(N)が2.0%を超えるポリエステル複合繊維では、繊度斑に起因した染色斑により布帛とした場合にヨコ斑やタテ筋のような欠点が発生する。また、布帛を構成する糸条の収縮斑により、均一で美しい布帛表面を得ることができない。ウースター斑U%(N)は、繊維糸条の太さ斑のない値、すなわち0%に近付くほど好ましく、本発明のポリエステル複合繊維においては、より好ましいウースター斑U%(N)は1.5%以下である。上記のようなU%(N)を達成するためには、後述のとおり、ポリエステル複合繊維の製造において、均一な延伸が可能となるような条件とすればよい。
【0041】
本発明のポリエステル複合繊維は、破断伸度が20〜50%の範囲であることが好ましい。破断伸度を20%以上にすることにより延伸切れの発生を抑えることができ、工業的に安定した製造が可能となる。または、破断伸度を50%以下にすることにより破断強度が2.8cN/dtex以上となり、布帛において良好な引き裂き強度を得ることができる。さらに好ましい破断伸度は、25〜45%の範囲である。
【0042】
また、布帛拘束力に打ち勝って、安定的にコイル捲縮させるためには、収縮応力および収縮応力の極大を示す温度も重要な特性となる場合がある。収縮応力は、高いほど布帛拘束下での捲縮発現性がよく、収縮応力の極大を示す温度が高いほど仕上げ工程での取り扱いが容易となる。したがって、布帛の熱処理工程で捲縮発現性を高めるためには、収縮応力の極大を示す温度範囲は110〜200℃であり、好ましくは120〜200℃であり、より好ましくは125℃〜200℃である。
【0043】
本発明のポリエステル複合繊維の収縮応力は、0.05〜0.30cN/dtexの範囲であることが好ましい。収縮応力の極大値が0.30cN/dtexを超えると、巻き取られた複合糸条が経時的に収縮して巻き締まりを生じ、解じょ張力の変動をきたし、布帛にシボが発生し品位が低下することがある。収縮応力が0.05cN/dtex未満では、布帛にした際に組織による拘束によって十分な収縮性能が出ず、膨らみ感の乏しいものとなる。さらに好ましい収縮応力の極大値は、0.10〜0.28cN/dtexの範囲である。また、ここで言う収縮応力および収縮応力の極大を示す温度とは、カネボウエンジニアリング製熱応力測定機KE−2Sを用い、試料長を200mm、初期荷重として3.27×10−2cN/dtex掛け、300℃/120秒の昇温速度で20℃から200℃の温度まで昇温した場合に、温度に対する応力の曲線を描いたときの最大応力値およびそのときの温度を指す。
【0044】
次いで、本発明のポリエステル複合繊維の好ましい製造方法について説明する。
【0045】
本発明のポリエステル複合繊維の製造方法としては、紡糸口金から吐出された繊維糸条を一旦ドラムに巻き取った後に延伸や延伸仮撚する方法や、紡糸段階で連続的に繊維糸条を延伸する方法などが挙げられる。次に、これらの製造方法について、具体的に説明する。
【0046】
本発明のポリエステル複合繊維は、PTTとPETをそれぞれ溶融し押出し、複合紡糸機を用い、所定の複合パックに送り、パック内で両ポリマーを濾過した後、紡糸口金でサイドバイサイド型に貼り合わせて複合紡糸し、一旦未延伸糸条を巻き取った後、通常の延伸機で所定の破断伸度となるように延伸する2工程法によって製造することができる。または、紡糸口金から吐出された繊維糸条を一旦巻き取ることなく引き続き延伸を行う1工程法によっても製造することができる。繊維長手方向での品質安定性と生産安定性を考慮すると、直接紡糸延伸法(以下、DSD法と称することがある。)による生産が最も優れている。
【0047】
本発明のポリエステル複合繊維をDSD法により製造するにあたっては、紡糸口金から吐出された繊維糸条を、冷却、固化させた後、繊維処理剤有効成分に対しホスフェート金属塩を6重量%〜20重量%含有した処理剤を、延伸前に繊維表面に繊維重量を基準として1.5重量%〜2.0重量%の範囲で付与する。
【0048】
ホスフェート金属塩は、ポリエステル複合繊維に制電性を付与するばかりでなく、ポリエステル複合繊維と金属との擦過において金属の摩耗を防止する効果がある他、金属以外のガイド類との擦過を抑制する効果があるため、紡糸中の毛羽の発生を抑えることができる。ホスフェート金属塩の含有率が6重量%未満では擦過低減効果が十分に得られず、毛羽の発生を抑えることはできない。一方、ホスフェート金属塩の含有率が20重量%を超えると、処理剤の粘度が上がり、複合繊維が紡糸機のロールやガイド類に接触した際に張力が上がってしまい、製糸性の好ましくないものとなる。
【0049】
また、処理剤の付着量は、第1ロールにおける延伸前予熱時に、繊維表面に十分な油膜を形成することによりPTT成分同士の融着を回避し、毛羽とタルミの発生を抑えるとの観点から、1.5重量%〜2.0重量%の範囲である。付着量が1.5重量%未満では繊維表面に十分な油膜が形成されず、延伸前予熱時のPTT同士の融着を回避できず、毛羽とタルミの発生を抑えることができない。一方、付着量が2.0重量%を超えると、繊維表面の摩擦係数が大きくなりすぎるため、安定した製糸性が得られなくなる上、延伸前に十分な予熱ができず、延伸不良が発生する。
【0050】
また、本発明で用いられる処理剤には、ホスフェート金属塩成分の他に、本発明の効果を阻害しない範囲で、従来から使用されているポリエーテル、平滑剤、乳化剤、酸化防止剤および制電剤などの添加剤成分を配合してもよい。処理剤としては、処理剤成分を1.0重量%〜20.0重量%含有する水性エマルジョンとして繊維糸条に付与することが適当であるが、水を含有せず処理剤のみ、あるいは有機溶媒で希釈したものを用いることもできる。この際、処理剤を付与する方法としては、オイリングローラー方式やノズルを用いる方式など従来使用されている方法を用いることができる。
【0051】
上記の方法で処理剤(油剤)が付与された繊維糸条は、第1ロールと第2ロールの間で延伸されるに際し、第1ロール以前の工程で交絡付与装置を用いて0.08MPa〜0.15MPaの範囲の空気圧で交絡を付与することが好ましい。第1ロール以前の工程で0.08MPa以上の空気圧で交絡を付与することにより、繊維糸条を構成するフィラメントの収束性が向上するため、ロール上でのフィラメント割れを抑制することができ、フィラメント間で均一な延伸が保てるようになる上、第1ロール以降の工通過性が向上して、毛羽とタルミの少ない製品が得られるようになる。一方、空気圧が0.15MPaを超えると、交絡点が多くなりすぎ延伸不良となる。
【0052】
また、本発明のポリエステル複合繊維の製造においては、第1ロールの温度は45℃〜49℃である。一般に、ポリエステル複合繊維糸条を延伸する際には、延伸前にガラス転移温度以上に予熱することが必要である。本発明で用いられるPTTのガラス転移温度は43℃付近であり、予熱時のPTT成分同士の融着を回避し、毛羽とタルミの発生を抑えるためには、予熱温度を極力PTTのガラス転移温度に近づけることが好ましい。本発明のポリエステル複合繊維は、単繊維繊度が0.5dtex〜1.5dtexと極細細繊度であり、繊維表面の面積が大きいため、第1ロール温度を45℃以上とすることにより十分な予熱、すなわち均一な延伸が可能となる。一方、第1ロール温度が49℃を超えると、繊維表面の表面積が大きいためPTT成分同士の融着を回避することができず、毛羽とタルミの発生を抑えることができない上、熱結晶化による繊維長の伸長が大きくなりすぎ、第1ロール上での糸条走行状態が不安定となり、糸条干渉糸切れが発生する。
【0053】
さらに、第2ロールから巻取までの間にゴデットローラを設けると、熱セットされた繊維糸条の冷却が促進されると共に、繊維糸条にかかる張力を容易に調整することができ、良好なパッケージを得易くなる。
【0054】
本発明のポリエステル複合繊維の製造方法の一例として、次に、第1ホットローラ、第2ホットローラおよび2個のゴデットローラを介する方法について詳しく説明する。
【0055】
本発明のポリエステル複合繊維を溶融紡糸する上では、一方の高粘度ポリエステル成分となるPTTは、240〜280℃の範囲の温度で溶融されることが好ましい。PTTを溶融する方法として、プレッシャーメルター法およびエクストルーダー法が挙げられるが、均一溶融と滞留防止の観点から、エクストルーダー法による溶融が好ましい。
【0056】
一方、他方の低粘度ポリエステル成分であるPETは、PTTと同様にエクストルーダーを用い、280〜300℃の範囲の温度で溶融することが好ましい。
【0057】
別々に溶融されたポリマーは、別々の配管を通り、計量された後、紡糸口金パックへ流入される。この際、熱劣化を抑制する観点から、配管通過時間は30分以内であることが好ましい。パックへ流入され両たポリマーは、前述の紡糸口金により合流され、サイドバイサイドの形態に複合され、紡糸口金から吐出される。この際の紡糸温度は、265〜280℃の範囲が適当である。紡糸温度がこの範囲であれば、PTTの特徴を活かしたポリエステル複合繊維が製造できる。
【0058】
紡糸口金から吐出されたポリマーは、冷却、固化され、処理剤(油剤)が付与された後、交絡装置で交絡を付与され、ホットローラとゴデットローラを介して巻き取られる。巻取速度は、通常2500〜5000m/分の範囲において製造可能であり、工程安定性を考慮すると巻取速度は2700〜4500m/分の範囲であることがより好ましい態様である。また、必要であれば、処理剤(油剤)付与から巻取の間に、複数個の交絡装置を設けることにより交絡数を上げることも可能である。また、巻取直前に、追加で処理剤(油剤)を付与することもできる。
【0059】
次に、製糸工程で好ましく用いられる装置について説明する。
【0060】
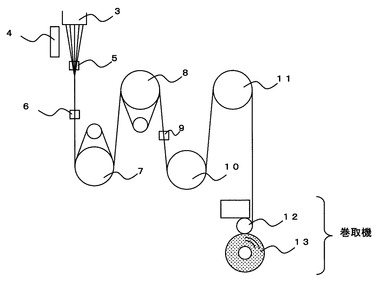
図2は、本発明で好ましく用いられる製糸工程(直接紡糸延伸法)の一例を示す側面図である。
【0061】
図2において、紡糸口金3から吐出された繊維糸条は、冷却後、油剤付与装置5による油剤の付与を経て、交絡装置6で交絡が付与される。次いで、温度45〜49℃の範囲、速度1000〜3500m/分の範囲で、鏡面の第1ホットローラ7上に数ターン巻付けられて予熱された後、第2ホットローラ8との間で延伸される。さらに、温度90〜180℃の範囲の第2ホットローラ8上に数ターン巻付けられて熱セットされ、交絡付与装置9を経て、ホットローラ8より−10〜10%速い速度で回転するゴデットローラ10、11へ引き回される。熱セットされた繊維糸条は、ゴデットローラ10、11によって冷却されるとともに張力が調整され、巻取機で速度2500〜5000m/分の範囲でパッケージ13に巻付けられる。巻取機においては、パッケージ13に接するコンタクトローラ12によってパッケージ巻付け張力が調整される。
【0062】
ここで、第1ホットローラ7は、鏡面ローラであることが好ましく、ゴデットローラは、鏡面または溝付き鏡面ローラとすることが好ましい。ここでいう鏡面とは、ローラの表面粗さが1S以下のものであり、梨地とは表面粗さが2〜4Sのものを指す。表面粗さとは、JIS−B−0601に記載される最大高さ(Rmax)の区分である。鏡面または溝付き鏡面とすることにより、繊維糸条を効率的に把持することができる。そのため、繊維糸条はローラの前後で一定の張力を保って安定した走行が可能となり、繊維糸条(原糸)の長手方向での物性ばらつきの小さい良好な品質の製品を易くなる。
【0063】
ゴデットローラとしては、梨地ローラも使用可能であるが、糸条把持性を維持すするためには、鏡面や溝付き鏡面ローラに比べて高度な張力管理が要求される。仮にゴデットローラ上で繊維糸条のスリップが発生した場合、繊維糸条(原糸)の長手方向で繊度斑、収縮斑および染色斑を誘発し、仮撚工程における糸切れや、布帛とした際の品位低下を引き起こす。高度な張力管理が要求される場合は、ゴデットローラを複数個設置することが有効な手段である。
【0064】
一方、コンタクトローラ12の速度は、パッケージ13の巻取速度に対して1.001〜1.01倍早く設定することによりパッケージ13の良好なふくらみ率と耳高率を容易に得ることができる。コンタクトローラ速度のオーバーフィードを1.001以上とすることにより、パッケージ13に巻かれる際の張力を低減させることができ、ふくらみ率と耳高率を抑制することが可能となる。オーバーフィードのより好ましい範囲は、1.0015以上である。また、オーバーフィードを1.01以下とすることによりパッケージ端面からの糸落ちを防止することができ、良好な解舒性を確保することができる。より好ましいオーバーフィードの範囲は、1.008以下である。
【0065】
さらに、コンタクトローラ入口での繊維糸条の張力は、0.1〜0.3cN/dtexの範囲であることが好ましい。張力を0.1cN/dtex以上に設定することにより、ゴデットローラ12から巻取機間の糸揺れを低減することができ、巻取速度を上げた場合でも安定して繊維糸条を巻き取ることができる。より好ましい張力は、0.12cN/dtex以上である。また、張力を0.3cN/dtex以下にすると、コンタクトローラ12での張力制御が容易となり、良好なパッケージフォームが得られる。より好ましい張力は、0.25cN/dtex以下である。
【0066】
本発明のポリエステル複合繊維は、ストレッチ織編物として、例えば、シャツ、ブラウス、パンツおよびスーツなどに好適に用いることができる。織物としては、このまま単独で経糸や緯糸に用いてもよく、他の繊維糸条と混繊または交織して用いてもよく、本発明のポリエステル複合繊維の特長を発揮させるいかなる方法を用いても何ら差し支えない。また、編物としては、シャツや水着やインナーなどのニット製品に使用することが好ましい。これは、本発明のポリエステル複合繊維を布帛拘束力の弱い編物に使用した際に、個々の単繊維が細繊度であるため捲縮の位相が一致することなく、バンド状斑やスジ状欠点のない表面品位の良好な布帛を提供することができるからである。
【実施例】
【0067】
以下、本発明のポリエステル複合繊維について実施例をもって具体的に説明するが、本発明はこれらの実施例に限定されるものではない。実施例の測定値は、次の方法で測定した。
【0068】
(1)固有粘度(IV)
定義式のηrは、PTTについては、160℃の温度の純度98%以上のo−クロロフェノール(以下、OCPと略記する。)10mL中に試料ポリマーを0.8g溶かし、25℃の温度に冷却後、オストワルド粘度計を用いて相対粘度ηrを下式により求め、固有粘度(IV)を算出した。他のポリマーについては、25℃の温度の純度98%以上のOCP10mL中に試料ポリマーを0.8g溶かし、25℃の温度にてオストワルド粘度計を用いて相対粘度ηrを下式により求め、固有粘度(IV)を算出した。
・ηr=η/η0=(t×d)/(t0×d0)
固有粘度(IV)=0.0242ηr+0.2634
ここで、
η:ポリマー溶液の粘度
η0:OCPの粘度
t:溶液の落下時間(秒)
d:溶液の密度(g/cm3)
t0:OCPの落下時間(秒)
d0:OCPの密度(g/cm3)。
【0069】
(2)破断強度(cN/dtex)と破断伸度(%)
JIS L1013(1999)に従い、オリエンテック製テンシロンUCT−100を用いて測定した。
【0070】
(3)ウースター斑 U%(N)
糸条長手方向の太さ斑(ノーマルテスト)は、ツエルベガーウースター社製ウースターテスターUT−4CXを用い、下記の測定条件で繊度変動チャート(Diagram Mass)を得ると同時に、ノーマルモードで平均偏差率(U%)を測定した。
・給糸速度 :200m/分
・測定糸長 :200m
・ツイスター :S撚 12000ターン/分
・ディスクテンション強さ:10%
・スケール :−10%〜+10%。
【0071】
(4)毛羽発生頻度(コ/10,000m)
パッケージ巻きしたポリエステル複合繊維糸条を毛羽検出装置付きの整経機に掛けて、500m/分の速度で引き取りした。整経機が停止するごとに目視で毛羽の有無を確認し、長さ3mm以上の毛羽の個数をカウントした。各実施例と各比較例について、50,000m×32サンプル、計1,600,000m測定し、10,000mあたりの平均の毛羽の個数を算出した。
【0072】
(5)タルミ発生頻度(コ/m)
マイクロスコープを用い、倍率150倍で捲縮の形態を確認し、長さ3mm以上のタルミの個数をカウントした。各実施例と各比較例について、10m×10サンプル、計100m分観察し、1mあたりの平均のタルミの個数を算出した。
【0073】
(6)操業性(製糸性)
32錘建て直接紡糸延伸機を用いて、168時間(7日間)連続紡糸を行い、製糸性(糸切れ率)を次の4段階で評価した。合格レベルは、○以上である。
○○:糸切れ率が3.0%未満
○ :糸切れ率が3.0%以上5.0%未満
△ :糸切れ率が5.0%以上7.0%未満
× :糸切れ率が7.0%以上。
【0074】
(7)布帛表面品位
経糸に56dtex−24フィラメントのPET繊維の無撚糊付け糸条を用い、緯糸に本発明の各実施例および各比較例のPTT繊維糸条を用いて、下記の平織物を作成した。
経密度 :110本/2.54cm
緯密度 :98本/2,54cm
織機 :津田駒工業社製 ウォータージェットルームZW−303
製織速度:450回転/分
得られた生機を、オープンソーパーを用いて95℃の温度で連続精錬後、120℃の温度でシリンダー乾燥した後、液流染色機を用いて120℃の温度で染色を行った。次いで、175℃の温度で仕上げと幅だし熱セットの一連の処理を行った。得られた織物を、熟練した検査技術者が検査し、緯の染め品位および表面風合いを、次の4段階で評価した。合格レベルは○以上である。
○○:染色斑の欠点がなく、表面均一性・ソフト風合いが極めて良好
○ :染色斑の欠点がなく、表面均一性・ソフト風合いが良好
△ :染色斑の欠点はないが、表面均一性・ソフト風合いが不良
× :染色斑の欠点があり、表面均一性・ソフト風合いが不良。
【0075】
(実施例1〜11、比較例1〜11)
本実施例と比較例については、表1〜表4のとおりの製造条件で、DSD法にてポリエステル複合繊維を得た。表中ではホットローラをHR、ゴデットローラをGR、コンタクトローラをCRと称する。
【0076】
[実施例1]
固有粘度1.43のPTTと固有粘度0.51のPETを、エクストルーダーを用いてそれぞれ260℃と285℃の温度で溶融後、ポリマー温度270℃で複合比が5/5、すなわち吐出量が各ポリマー9.9g/分となるようにポンプ計量を行い、吐出孔数が48で横断面異形度が1.4となるような吐出孔形状の公知の複合口金に流入させた。口金にかかる圧力は各ポリマーそれぞれ15MPaであった。また、各ポリマーの配管通過時間は、PTTが12分でありPETは8分であった。口金から吐出された糸条は、図2の設備を用いて紡糸・延伸した。すなわち、紡糸口金3から吐出されたポリエステル複合繊維糸条を糸条冷却送風装置4により冷却し、油剤付与装置5により、繊維処理剤有効成分に対しホスフェート金属塩を8重量%含有した処理剤を繊維重量を基準として1.7重量%付着させ、交絡装置6により空気圧0.10MPaで交絡を付与した後、1160m/分の速度で48℃の温度に加熱された第1ホットローラ7に引き取り、一旦巻き取ることなく、3780m/分の速度で155℃の温度に加熱された第2ホットローラ8に引き回し、延伸、熱セットを行った。さらに、交絡装置9により再度交絡を付与し、3610m/分の速度で2個のゴデットローラ10、11に引き回した後、コンタクトローラ12入口での張力を0.13cN/dtex、コンタクトローラ速度3782m/分、パッケージ巻き取り速度3575m/分、すなわちオーバーフィードを1.0020としてパッケージ13に巻取り、56dtex−48フィラメントで横断面異形度が1.4のポリエステル複合繊維糸条を得た。この複合繊維糸条の特性評価結果は表1のとおりであり、非常に優れた製糸性および布帛表面品位が得られた。
【0077】
[実施例2]
繊維処理剤のホスフェート金属塩の含有量を14重量%としたこと以外は、実施例1と同様にしてポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表1のとおりであり、処理剤の粘度が上がり、繊維糸条が紡糸機のロールやガイド類に接触した際の張力がやや上がったため、製糸性は実施例1に一歩譲るものとなったが、毛羽とタルミの発生頻度に優れ、布帛表面品位は実施例1と同等に非常に優れたものとなった。
【0078】
[実施例3]
繊維処理剤の付着量を1.5重量%としたこと以外は、実施例1と同様にしてポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表1のとおりであり、製糸性は実施例1と同等に非常に優れていたが、繊維表面の油膜形成がやや少なくなったため毛羽とタルミの発生頻度が若干増加し、布帛表面品位は実施例1に一歩譲るものとなった。
【0079】
[実施例4]
繊維処理剤の付着量を2.0重量%としたこと以外は、実施例1と同様にしてポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表1のとおりであり、繊維表面の摩擦係数がやや大きくなり製糸性は実施例1に一歩譲るものとなったが、毛羽とタルミの発生頻度に優れ、布帛表面品位は実施例1と同等に非常に優れたものとなった。
【0080】
[実施例5]
交絡付与装置6の空気圧を0.15MPaとしたこと以外は、実施例1と同様にしてポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表1のとおりであり、製糸性は実施例1と同等に非常に優れていたが、延伸前の交絡点が多いため延伸の均一性にやや劣り、染色斑の点から布帛表面品位は実施例1に一歩譲るものとなった。
【0081】
【表1】

【0082】
[実施例6]
交絡付与装置6の空気圧を0.08MPaとしたこと以外は、実施例1と同様にしてポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表2のとおりであり、製糸性は実施例1と同等に非常に優れていたが、フィラメントの収束性がやや低下したため毛羽とタルミの発生頻度が若干増加し、布帛表面品位は実施例1に一歩譲るものとなった。
【0083】
[実施例7]
第1ホットローラ7の温度を49℃としたこと以外は、実施例1と同様にしてポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表2のとおりであり、製糸性は実施例1と同等に非常に優れていたが、延伸予熱時のPTT成分の融着がやや発生し、毛羽とタルミの発生頻度が若干増加したため、布帛表面品位は実施例1に一歩譲るものとなった。
【0084】
[実施例8]
第1ホットローラ7の温度を45℃としたこと以外は、実施例1と同様にしてポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表2のとおりであり、延伸前の予熱温度がやや低く、延伸の均一性が若干劣るため製糸性、布帛品位共に実施例1に一歩譲るものとなった。
【0085】
[実施例9]
吐出量を各ポリマー5.9g/分とし、口金を横断面異形度が1.2となるような吐出孔形状に変更したこと以外は、実施例1と同様にして製糸し、33dtex−48フィラメントで横断面異形度が1.2のポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表2のとおりであり、総繊度が小さくなったために製糸性は実施例1に一歩譲るものとなったが、布帛表面品位は繊維表面の面積の増加により毛羽とタルミの発生頻度も若干増加したものの、ソフト性に非常に優れたものが得られた。
【0086】
[実施例10]
紡糸口金を、吐出孔数72、横断面異形度が1.2となるような吐出孔形状、口金にかかる圧力が各ポリマーそれぞれ15MPaとなるような孔径に変更したこと以外は、実施例1と同様にして製糸し、56dtex−72フィラメントで横断面異形度が1.2のポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表2のとおりであり、単糸繊度が小さくなったために製糸性は実施例1に一歩譲るものとなったが、布帛表面品位は繊維表面の面積の増加により毛羽とタルミの発生頻度が若干増加したものの、ソフト性に非常に優れたものが得られた。
【0087】
【表2】
【0088】
[比較例1]
繊維処理剤のホスフェート金属塩の含有量を25重量%としたこと以外は、実施例1と同様にしてポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表3のとおりであり、処理剤の粘度が上がり、繊維糸条が紡糸機のロールやガイド類に接触した際の張力が上がったため、製糸性は実施例1に及ばないものとなり、布帛表面品位においても延伸段階の張力が一定とならず延伸均一性に劣り、染色斑の点で実施例1に及ばないものとなった。
【0089】
[比較例2]
繊維処理剤のホスフェート金属塩の含有量を4重量%としたこと以外は、実施例1と同様にしてポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表3のとおりであり、製糸性は実施例1と同等に非常に優れるものとなったが、擦過低減効果が十分に得られず毛羽頻度が増加したため、布帛表面品位は実施例1に及ばないものとなった。
【0090】
[比較例3]
繊維処理剤の付着量を1.3重量%としたこと以外は、実施例1と同様にしてポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表3のとおりであり、製糸性は実施例1と同等に非常に優れたものとなったが、繊維表面の油膜形成が不十分となりPTT成分同士の融着による毛羽とタルミの発生頻度が増加し、布帛表面品位は実施例1に及ばないものとなった。
【0091】
[比較例4]
繊維処理剤の付着量を2.5重量%としたこと以外は、実施例1と同様にしてポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表3のとおりであり、繊維表面の摩擦係数が過大となり製糸性は実施例1大きく及ばないものとなり、布帛表面品位についても繊維表面の油膜形成が過大で延伸前の予熱が不十分となり延伸の均一性が劣るため、染色斑の点で実施例1に及ばないものとなった。
【0092】
[比較例5]
交絡付与装置6の空気圧を0.18MPaとしたこと以外は、実施例1と同様にしてポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表3のとおりであり、延伸前の交絡点が多いため延伸の均一性に劣り、製糸性は実施例1に一歩譲るものとなり、染色斑の点から布帛表面品位は実施例1に大きく及ばないものとなった。
【0093】
【表3】
【0094】
[比較例6]
交絡付与装置6の空気圧を0.04MPaとしたこと以外は、実施例1と同様にしてポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表4のとおりであり、フィラメントの収束性が大きく低下したため、製糸性は実施例1に一歩譲るものとなり、また毛羽とタルミの発生頻度が増加したため布帛表面品位は実施例1に大きく及ばないものとなった。
【0095】
[比較例7]
第1ホットローラ7の温度を55℃としたこと以外は、実施例1と同様にしてポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表4のとおりであり、第1ホットローラ上での糸条走行状態が不安定となり糸条干渉糸切れが発生したため製糸性は実施例1に及ばないものとなり、また、PTT成分同士の融着により毛羽とタルミの発生頻度が増加したため、布帛表面品位は実施例1に大きく及ばないものとなった。
【0096】
[比較例8]
第1ホットローラ7の温度を40℃としたこと以外は、実施例1と同様にしてポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表4のとおりであり、延伸前の予熱温度が不十分となり、延伸の均一性が大きく劣るため、製糸性、布帛表面品位共に実施例1に大きく及ばないものとなった。
【0097】
[比較例9]
吐出量を各ポリマー15.0g/分とし、紡糸口金を横断面異形度が2.1となるような吐出孔形状に変更したこと以外は、実施例1と同様にして製糸し、84dtex−48フィラメントで横断面異形度が2.1のポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表4のとおりであり、製糸性は実施例1と同等に非常に優れたものとなったが、単繊維繊度が大きくなったためにソフト性に劣り、布帛表面品位は実施例1に及ばないものとなった。
【0098】
[比較例10]
紡糸口金を、吐出孔数24、横断面異形度が2.6となるような吐出孔形状、口金にかかる圧力が各ポリマーそれぞれ15MPaとなるような孔径に変更したこと以外は、実施例1と同様にして製糸し、56dtex−24フィラメントで横断面異形度が2.6のポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表4のとおりであり、製糸性は実施例1と同等に非常に優れるものとなったが、単繊維繊度が大きくなったためにソフト性に劣り、布帛表面品位は実施例1に及ばないものとなった。
【0099】
[比較例11]
固有粘度0.78のPETと固有粘度0.51のPETを、それぞれ別々にエクストルーダーを用いて285℃の温度で溶融後、ポリマー温度290℃で複合比が5/5、すなわち吐出量が各ポリマー9.1g/分となるようにポンプ計量を行い、吐出孔数が48で横断面異形度が1.4となるような吐出孔形状の公知の複合口金に流入させた。紡糸口金にかかる圧力は、各ポリマーそれぞれ15MPaであった。また、各ポリマーの配管通過時間は、8分であった。紡糸口金から吐出された繊維糸条は、図2の設備を用いて紡糸し延伸した。すなわち、紡糸口金3から吐出されたポリエステル複合繊維糸条を糸条冷却送風装置4により冷却し、油剤付与装置5により、繊維処理剤有効成分に対しホスフェート金属塩を8重量%含有した処理剤を繊維重量を基準として1.7重量%付着させ、交絡装置6により空気圧0.10MPaで交絡を付与した後、1450m/分の速度で90℃の温度に加熱された第1ホットローラ7に引き取り、一旦巻き取ることなく、3430m/分の速度での温度に加熱された第2ホットローラ8に引き回し、延伸、熱セットを行った。さらに、交絡装置9により再度交絡を付与し、3275m/分の速度で2個のゴデットローラ10、11に引き回した後、コンタクトローラ12入口での張力を0.13cN/dtex、コンタクトローラ速度3250m/分、パッケージ巻き取り速度3245m/分、すなわちオーバーフィードを1.0020としてパッケージ13に巻取り、56dtex−48フィラメントで横断面異形度が1.4のポリエステル複合繊維糸条を得た。この複合繊維糸条の特性評価結果は表4のとおりであり、製糸性は実施例1と同等に非常に優れたものとなったが、布帛表面品位において風合いが硬く、実施例1に大きく及ばないものとなった
【0100】
【表4】
【図面の簡単な説明】
【0101】
【図1】図1は、本発明のポリエステル複合繊維を構成する単繊維の横断面異形度を説明するための模式断面図である。
【図2】図2は、本発明で好ましく用いられる製糸工程(直接紡糸延伸法)の一例を示す側面図である。
【符号の説明】
【0102】
1:PTTを主成分とする高粘度側のポリマーからなる領域
2:PETを主成分とする低粘度側のポリマーからなる領域
3:紡糸口金
4:糸条冷却送風装置
5:油剤付与装置
6:交絡装置
7:第1ホットローラ
8:第2ホットローラ
9:交絡装置
10:ゴデットローラ
11:ゴデットローラ
12:コンタクトローラ
13:パッケージ
【技術分野】
【0001】
本発明は、織編物用途に適したポリエステル複合繊維、詳しくは、ポリトリメチレンテレフタレート系単繊維細繊度ポリエステル複合繊維およびその製造方法に関するものである。
【背景技術】
【0002】
近年、織編物のなかでもストレッチ性能を付与したストレッチ織編物が、その着用感から強く要望されている。このような要望を満足するために、例えば、ポリウレタン系繊維をポリエステル系繊維等に混繊することにより、ストレッチ性を付与した織編物が多数用いられている。しかしながら、ポリウレタン系繊維は、ポリエステル系繊維に用いられる分散染料に染まり難いために染色工程が煩雑になることや、長時間の使用により脆化し、性能が低下するなどの問題がある。また、ポリウレタン系繊維は、特に水着用編物に展開した場合、水に含まれる塩素によりポリウレタン系繊維が脆化し、十分な機能を付与することができていない。このような欠点を回避する目的で、ポリウレタン系繊維の代わりに、ポリエステル系繊維の捲縮糸の応用が検討されている。
【0003】
そのなかで現在、ポリトリメチレンテレフタレート(以下、PTTと称することがある。)系繊維が、ヤング率が低く、編織物等の衣料用途に用いた場合にソフトな風合いを有することから、その需要を大きく拡大しつつある。特に、2種類のポリマーをサイドバイサイド型または偏心的に貼り合わせて、熱処理後に捲縮を発現させる潜在捲縮複合繊維が多数提案されており、なかでも単繊維繊度が1.5デシテックス(dtex)以下のPTT系単繊維細繊度複合繊維は、優れたソフト感を有するものとなることが知られている。
【0004】
しかしながら、これらのPTT系単繊維細繊度複合繊維は、従来、毛羽やタルミの発生を抑えることができず、織編物用途への展開が制約されるという問題があった。
【0005】
そして、本発明者らの検討によれば、PTT系単繊維細繊度複合繊維の製造上の課題として、次に述べる理由により、毛羽やタルミの発生と延伸の均一性を両立することが極めて困難であることが明らかになった。すなわち、単繊維細繊度繊維は、繊維表面の面積が大きいために、延伸前の予熱において従来の製造条件ではPTT成分同士の融着を回避することができず、毛羽やタルミが発生し、一方、融着を回避するような延伸条件では、均一な延伸が達成されないのである。
【0006】
従来、少なくとも一方の成分にPTTを用いるか、両方の成分に固有粘度の異なるPTTを用いたサイドバイサイド型および偏心芯鞘型PTT系単繊維細繊度複合繊維とその製造方法が提案されている(特許文献1〜3参照。)。しかしながら、この提案は、延伸前予熱温度が50℃以上と高温であり、また、繊維処理剤についても十分な油膜強度を形成するような設計となっていないため、単繊維細繊度複合繊維においてはPTT成分同士の融着を回避することができず、毛羽やタルミの発生を抑えることができない。
【0007】
また、複合繊維の一方の成分にPTTを用い、他方の成分にポリエチレンテレフタレート(以下、PETと称することがある。)を用いたサイドバイサイド型および偏心芯鞘型PTT系複合繊維において、繊維に含有される重合金属触媒を除去することにより、紡糸口金周辺への金属付着物を抑え、毛羽の改善および安定した製糸性を得る方法が提案されている(特許文献4参照。)。また別に、粘度の異なる2種のポリマーからなるサイドバイサイド型ポリエステル複合繊維において、高粘度成分がPTTからなり、紡糸の複数の段階で交絡を付与することにより操業安定性および高次加工での工程通過性を改善する方法が提案されている(特許文献5参照。)。しかしながら、これらの方法は、いずれも延伸予熱時のPTT成分同士の融着回避を意識した技術ではないため、単繊維細繊度複合繊維において、延伸予熱段階における毛羽やタルミの発生を抑えることはできない。
【0008】
したがって、毛羽やタルミの発生が改善され、かつ延伸不良のない単繊維細繊度繊維の製造法およびそれにより得られる単繊維細繊度繊維の出現が強く求められていた。
【特許文献1】国際公開WO2003/100145号公報(特許請求の範囲)
【特許文献2】特許第4021794号公報(特許請求の範囲)
【特許文献3】特開2006−200096号公報(特許請求の範囲)
【特許文献4】特開2004−285499号公報(特許請求の範囲)
【特許文献5】特開2006−83512号公報(特許請求の範囲)
【発明の開示】
【発明が解決しようとする課題】
【0009】
そこで本発明の目的は、上記従来の問題点を解決しようとするものであり、毛羽やタルミが改善され、織編物に使用した際に優れた表面品位とソフトな風合いおよびストレッチ特性を発現するポリエステル複合繊維、詳しくは、ポリトリメチレンテレフタレート系単繊維細繊度ポリエステル複合繊維を提供することにある。
【0010】
本発明の他の目的は、糸切れが少なく工程的に安定した製糸性が得られる上記のポリエステル複合繊維の製造方法を提供することにある。
【課題を解決するための手段】
【0011】
本発明者らは、上記の課題を解決するために鋭意検討の結果、PTT系単繊維細繊度ポリエステル複合繊維の製造において、延伸前の予熱の際にPTT成分同士の融着を回避でき、かつ延伸不良のない条件により毛羽やタルミの発生を改善できることを見出し、本発明に到達した。
【0012】
すなわち、本発明は上記の目的を達成するため、次の構成を採用するものである。
【0013】
(1)高粘度ポリエステル成分と低粘度ポリエステル成分がサイドバイサイド型に貼り合わされた複合繊維であって、該高粘度ポリエステル成分がポリトリメチレンテレフタレートからなり、該低粘度ポリエステル成分がポリエチレンテレフタレートからなり、かつ、次の(a)〜(d)の構成要件を全て満足することを特徴とするポリエステル複合繊維。
(a)単繊維繊度が0.5dtex〜1.5dtexの範囲であること。
(b)長さ3mm以上の毛羽の発生頻度が0.30コ/10,000m以下であること。
(c)長さ3mm以上のタルミの発生頻度が0.20コ/m以下であること。
(d)ウースター斑U%(N)が2.0%以下であること。
【0014】
(2)高粘度ポリエステル成分のポリトリメチレンテレフタレートと低粘度ポリエステル成分のポリエチレンテレフタレートの2成分を、サイドバイサイド型に複合して紡糸口金から溶融押出しして冷却固化した後、得られた繊維糸条を一旦巻き取ることなく、第1ロールと第2ロールとの間で連続して延伸し巻き取る直接紡糸延伸法によりポリエステル複合繊維を製造するに際して、次の(e)〜(g)の工程要件を全て満足することを特徴とする請求項1記載のポリエステル複合繊維を製造する方法。
(e)繊維処理剤有効成分に対しホスフェート金属塩を6重量%〜20重量%含有した処理剤を、繊維糸条の延伸前に繊維表面に繊維重量を基準として1.5重量%〜2.0重量%の範囲で付着させる。
(f)第1ロール温度を45℃〜49℃の範囲で制御する。
(g)第1ロール前の交絡付与装置の空気圧を0.08MPa〜0.15MPaの範囲で制御する。
【0015】
(3)前記の(1)記載のポリエステル複合繊維、もしくは前記の(2)に記載のポリエステル複合繊維を製造する方法によって得られたポリエステル複合繊維を用いてなる布帛。
【発明の効果】
【0016】
本発明によれば、従来技術では成し得なかった織編物用途に適したポリトリメチレンテレフタレート系単繊維細繊度ポリエステル複合繊維が得られる。更に詳しくは、本発明によれば、延伸前の予熱の際にPTT成分同士の融着を回避でき、かつ延伸不良のない条件により、毛羽やタルミが改善され、織編物に使用した際に優れた表面品位とソフトな風合いおよびストレッチ特性を発現するポリトリメチレンテレフタレート系単繊維細繊度ポリエステル複合繊維が得られ、その製造に際して糸切れが少なく工程的に安定した製糸性が得られる。
【発明を実施するための最良の形態】
【0017】
以下、本発明のポリエステル複合繊維とその製造方法について、詳細に説明する。
【0018】
まず、本発明のポリエステル複合繊維について説明する。
【0019】
本発明のポリエステル複合繊維は、良好な捲縮特性を得るために、高粘度ポリエステル成分と低粘度ポリエステル成分がサイドバイサイド型に貼り合わされた形態をとるものである。粘度の異なるポリエスエルをサイドバイサイド型に貼り合わせることによって、紡糸と延伸時に高粘度側に応力が集中するため、各成分間で内部歪みが異なる。そのため、延伸後の弾性回復率差および布帛の熱処理工程での熱収縮差により高粘度側が大きく収縮し、単繊維内で歪みが生じて3次元コイルの形態をとる。この3次元コイルの径および単位繊維長当たりのコイル数は、高粘度ポリエステル成分と低粘度ポリエステル成分との収縮差によって決まるといってもよく、ストレッチ素材として要求されるコイル捲縮特性を満足するためには、ポリエステル成分の固有粘度差が必要となってくる。
【0020】
本発明におけるポリエステル成分の固有粘度(IV)は、高粘度側の高粘度ポリエステル成分においては0.7〜2.0の範囲であることが好ましい。固有粘度を0.7以上とすることにより、十分な強度と伸度を兼ね備えた繊維を製造することが容易となる。より好ましい固有粘度は0.8以上である。また、固有粘度を2.0以下とすることにより、生産安定性が得られやすい。より好ましい固有粘度は、1.8以下である。
【0021】
一方、低粘度側の低粘度ポリエステル成分は、固有粘度を0.4以上にすることにより安定した製糸性が得られる。より好ましい固有粘度は0.5以上である。さらに高い捲縮特性を得るためには、低粘度ポリエステル成分の固有粘度は0.7以下であることが好ましい。
【0022】
本発明においては、捲縮特性に優れた原糸を得るために、上記の高粘度ポリエステル成分と低粘度ポリエステル成分の固有粘度差を0.3以上とすることが好ましい。固有粘度差を0.5以上大きくすると、さらに伸縮性の優れた原糸が得られる。一方、固有粘度差が1.5を超えると、得られた繊維糸条の捲縮特性は良好であるものの、紡糸された繊維糸条が高粘度成分側に過度に曲がるため、長時間にわたって安定して製糸することができず、好ましくない。したがって、安定した製糸性とストレッチ回復性の両方を満たすため、固有粘度差は0.3以上1.5以下の範囲であることが望ましい。
【0023】
ここで、本発明のポリエステル複合繊維の高粘度ポリエステル成分には、PTTを主成分とするポリマーを用いることが肝要である。PTTは、結晶構造においてアルキレングリコール部のメチレン鎖がゴーシュ−ゴーシュの構造(分子鎖が90°に屈曲)であること、さらにはベンゼン環同士の相互作用(スタッキング、並列)による拘束点密度が低く、フレキシビリティーが高いことから、メチレン基の回転により分子鎖が容易に伸長し回復するという特有のストレッチバック性を有しており、非常にソフトな風合いを与えることができる。
【0024】
本発明で用いられるPTTとは、90モル%以上がトリメチレンテレフタレートの繰り返し単位からなるPTTである。ここでいうPTTとしては、テレフタル酸を主たる酸成分とし、1,3−プロパンジオールを主たるグリコール成分として得られるポリエステルである。ただし、10モル%未満の割合で他のエステル結合を形成可能な共重合成分を含むものであってもよい。このような共重合成分としては、例えば、酸性分として、例えば、イソフタル酸、シクロヘキサンジカルボン酸、アジピン酸、ダイマ酸およびセバシン酸などのジカルボン酸類が挙げられ、また、グリコール成分として、例えば、エチレングリコール、ジエチレングリコール、ブタンジオール、ネオペンチルグリコール、シクロヘキサンジメタノール、ポリエチレングリコールおよびポリプロピレングリコールなどを挙げることができるが、これらに限られるものではない。
【0025】
また、艶消剤として二酸化チタン、滑剤としてシリカやアルミナの微粒子、抗酸化剤としてヒンダードフェノール誘導体、さらには難燃剤、帯電防止剤、紫外線吸収剤および着色顔料等を、必要に応じてPTTに添加することができる。
【0026】
一方、本発明のポリエステル複合繊維の低粘度ポリエステル成分には、ポリエチレンレンテレフタレート(以下、PETと称することがある。)を主成分とするポリマーを用いることが肝要である。
【0027】
低粘度ポリエステル成分であるPETとしては、テレフタル酸を主たる酸成分としエチレングリコールを主たるグリコール成分とする、90モル%以上がエチレンレンテレフタレートの繰り返し単位からなるポリエステルを用いることができる。ただし、10モル%未満の割合で他のエステル結合を形成可能な共重合成分を含むものであっても良い。このような共重合成分として、例えば、酸性分として、例えば、イソフタル酸、シクロヘキサンジカルボン酸、アジピン酸、ダイマ酸およびセバシン酸などのジカルボンサン類が挙げられ、また、グリコール成分として、例えば、エチレングリコール、ジエチレングリコール、ブタンジオール、ネオペンチルグリコール、シクロヘキサンジメタノール、ポリエチレングリコールおよびポリプロピレングリコールなどを挙げることができるが、これらに限られるものではない。
【0028】
また、艶消剤として二酸化チタン、滑剤としてシリカやアルミナの微粒子、抗酸化剤としてヒンダードフェノール誘導体および着色顔料などを、必要に応じてPETに添加することができる。
【0029】
本発明のポリエステル複合繊維のポリエステル成分に、上記のようにPTTを用いることにより、PTT系ポリエステル複合繊維と称する。
【0030】
次に、本発明のポリエステル複合繊維の形状について説明する。
【0031】
本発明のポリエステル複合繊維を構成する単繊維の横断面異形度は、1.2〜5.0の範囲であることが好ましい。このような異形断面繊維は、丸断面繊維とは異なり、曲げに対して断面異方性を有しており、異形断面の短軸方向に曲がりやすく、長軸方向には曲がりにくいという特徴をもつ。そのため、短軸方向に複合界面を与えた場合、曲げ剛性の高い方向に収縮差に伴う曲げが生じるため、コイル捲縮にねじれが加わり、複合繊維糸条を構成する単繊維間でコイル捲縮の会合が生じにくく、各々独立して捲縮を発現せしめることが可能となる。これにより、織編物等の布帛において異形断面特有の膨らみ感や嵩高性とともに、ソフトで反発感のある風合いを得ることができる。単繊維が丸断面のポリエステル複合繊維からなる布帛は、単繊維間で複合接合面は実質的に同一となるため捲縮形態が同一となり、合成繊維特有のつるつるとした風合いとなる。横断面異形度を1.2〜5.0の範囲内にすることにより、好ましい捲縮発現性のランダム感と機能性を付与することができる。また、製糸安定面を考慮すると、より好ましい横断面異形度は1.5〜3.0の範囲である。
【0032】
図1は、本発明のポリエステル複合繊維を構成する単繊維の横断面異形度を説明するための模式断面図である。図1において、単繊維は、PTTを主成分とする高粘度側のポリマーからなる領域1と、PETを主成分とする低粘度側のポリマーからなる領域2で構成されている。
【0033】
本発明で定義する横断面異形度とは、図1において、各単繊維の横断面の外接円の直径である長軸長abを、各単繊維の断面の複合界面と繊維表面との交点の2点間の距離である短軸長deで除した値であり、その値が大きいほど扁平であることを示している。単繊維の横断面異形度は、次式で示される。
・単繊維の横断面異形度=長軸長ab/短軸長de。
【0034】
また、本発明のポリエステル複合繊維の高粘度ポリエステル成分と低粘度ポリエステル成分の複合比は、製糸性、捲縮性能の発現性および繊維長さ方向のコイルの寸法均質性の点で、高粘度成分:低粘度成分=80:20〜20:80(重量%)の範囲が好ましく、より好ましい複合比は、70:30〜30:70の範囲である。
【0035】
本発明で定義する複合比とは、単繊維の横断面写真において、単繊維を構成する2種のポリエステル成分の横断面積比率である。横断面積比率は、次式で表される。
・横断面積比率=高粘度ポリエステル成分の断面積/低粘度ポリエステル成分の断面積。
【0036】
本発明のポリエステル複合繊維を構成する単繊維の単繊維繊度は、0.5〜1.5dtexの範囲であることが重要である。単繊維繊度を0.5dtex以上とすることにより、工業的に安定した製糸が可能となり、単繊維繊度を1.5dtex以下とすることにより、本発明のポリエステル複合繊維を布帛、特に織編物に用いた際に十分なソフト感が得られる。単繊維繊度は、小さいほど布帛にしたときのソフト性が向上するため、好ましくは0.5〜1.2dtexの範囲であり、より好ましくは0.5〜1.0dtexの範囲である。上記のような単繊維繊度を達成するためには、ポリエステル複合繊維の製造において、吐出量および紡糸口金(孔数)を適宜変更すればよい。
【0037】
本発明のポリエステル複合繊維を構成する単繊維の単繊維繊度を上記のように細繊度としたものを、単繊維細繊度ポリエステル複合繊維と称する。
【0038】
次に、本発明のポリエステル複合繊維の物性について述べる。
【0039】
本発明のポリエステル複合繊維において、織編物にした際に優れた布帛表面品位を得るためには、ポリエステル複合繊維の長手方向において、長さが3mm以上の毛羽発生頻度が0.30コ/10,000m以下であり、かつ、長さが3mm以上のタルミ発生頻度が0.20コ/m以下であることが必要である。長さが3mm以上の毛羽発生頻度が0.30コ/10,000mを超える繊維では、布帛とした際に毛羽が布帛の表面に現われ、表面均一性と風合いに乏しいものとなる。また、長さが3mm以上のタルミの個数が0.20コ/mを超える繊維についても同様である。毛羽とタルミの両者が前述の要件を満たさないと、表面が均一で良好な風合いの布帛を得ることができない。毛羽とタルミ発生頻度はいずれも0に近付くほど好ましく、本発明のポリエステル複合繊維においては、より好ましい毛羽発生頻度は0.10コ/10,000m以下であり、タルミ発生頻度は0.10コ/m以下である。上記のような毛羽とタルミ発生頻度を達成するためには、後述のとおり、ポリエステル複合繊維の製造において、延伸前の予熱の際にPTT成分同士の融着を回避でき、かつ延伸不良のない条件とすればよい。
【0040】
また、本発明のポリエステル複合繊維において、織編物にした際に優れた布帛表面品位を得るためには、糸長手方向の太さ斑の指標であるウースター斑U%(N)が2.0%以下であることが必要である。ウースター斑U%(N)が2.0%を超えるポリエステル複合繊維では、繊度斑に起因した染色斑により布帛とした場合にヨコ斑やタテ筋のような欠点が発生する。また、布帛を構成する糸条の収縮斑により、均一で美しい布帛表面を得ることができない。ウースター斑U%(N)は、繊維糸条の太さ斑のない値、すなわち0%に近付くほど好ましく、本発明のポリエステル複合繊維においては、より好ましいウースター斑U%(N)は1.5%以下である。上記のようなU%(N)を達成するためには、後述のとおり、ポリエステル複合繊維の製造において、均一な延伸が可能となるような条件とすればよい。
【0041】
本発明のポリエステル複合繊維は、破断伸度が20〜50%の範囲であることが好ましい。破断伸度を20%以上にすることにより延伸切れの発生を抑えることができ、工業的に安定した製造が可能となる。または、破断伸度を50%以下にすることにより破断強度が2.8cN/dtex以上となり、布帛において良好な引き裂き強度を得ることができる。さらに好ましい破断伸度は、25〜45%の範囲である。
【0042】
また、布帛拘束力に打ち勝って、安定的にコイル捲縮させるためには、収縮応力および収縮応力の極大を示す温度も重要な特性となる場合がある。収縮応力は、高いほど布帛拘束下での捲縮発現性がよく、収縮応力の極大を示す温度が高いほど仕上げ工程での取り扱いが容易となる。したがって、布帛の熱処理工程で捲縮発現性を高めるためには、収縮応力の極大を示す温度範囲は110〜200℃であり、好ましくは120〜200℃であり、より好ましくは125℃〜200℃である。
【0043】
本発明のポリエステル複合繊維の収縮応力は、0.05〜0.30cN/dtexの範囲であることが好ましい。収縮応力の極大値が0.30cN/dtexを超えると、巻き取られた複合糸条が経時的に収縮して巻き締まりを生じ、解じょ張力の変動をきたし、布帛にシボが発生し品位が低下することがある。収縮応力が0.05cN/dtex未満では、布帛にした際に組織による拘束によって十分な収縮性能が出ず、膨らみ感の乏しいものとなる。さらに好ましい収縮応力の極大値は、0.10〜0.28cN/dtexの範囲である。また、ここで言う収縮応力および収縮応力の極大を示す温度とは、カネボウエンジニアリング製熱応力測定機KE−2Sを用い、試料長を200mm、初期荷重として3.27×10−2cN/dtex掛け、300℃/120秒の昇温速度で20℃から200℃の温度まで昇温した場合に、温度に対する応力の曲線を描いたときの最大応力値およびそのときの温度を指す。
【0044】
次いで、本発明のポリエステル複合繊維の好ましい製造方法について説明する。
【0045】
本発明のポリエステル複合繊維の製造方法としては、紡糸口金から吐出された繊維糸条を一旦ドラムに巻き取った後に延伸や延伸仮撚する方法や、紡糸段階で連続的に繊維糸条を延伸する方法などが挙げられる。次に、これらの製造方法について、具体的に説明する。
【0046】
本発明のポリエステル複合繊維は、PTTとPETをそれぞれ溶融し押出し、複合紡糸機を用い、所定の複合パックに送り、パック内で両ポリマーを濾過した後、紡糸口金でサイドバイサイド型に貼り合わせて複合紡糸し、一旦未延伸糸条を巻き取った後、通常の延伸機で所定の破断伸度となるように延伸する2工程法によって製造することができる。または、紡糸口金から吐出された繊維糸条を一旦巻き取ることなく引き続き延伸を行う1工程法によっても製造することができる。繊維長手方向での品質安定性と生産安定性を考慮すると、直接紡糸延伸法(以下、DSD法と称することがある。)による生産が最も優れている。
【0047】
本発明のポリエステル複合繊維をDSD法により製造するにあたっては、紡糸口金から吐出された繊維糸条を、冷却、固化させた後、繊維処理剤有効成分に対しホスフェート金属塩を6重量%〜20重量%含有した処理剤を、延伸前に繊維表面に繊維重量を基準として1.5重量%〜2.0重量%の範囲で付与する。
【0048】
ホスフェート金属塩は、ポリエステル複合繊維に制電性を付与するばかりでなく、ポリエステル複合繊維と金属との擦過において金属の摩耗を防止する効果がある他、金属以外のガイド類との擦過を抑制する効果があるため、紡糸中の毛羽の発生を抑えることができる。ホスフェート金属塩の含有率が6重量%未満では擦過低減効果が十分に得られず、毛羽の発生を抑えることはできない。一方、ホスフェート金属塩の含有率が20重量%を超えると、処理剤の粘度が上がり、複合繊維が紡糸機のロールやガイド類に接触した際に張力が上がってしまい、製糸性の好ましくないものとなる。
【0049】
また、処理剤の付着量は、第1ロールにおける延伸前予熱時に、繊維表面に十分な油膜を形成することによりPTT成分同士の融着を回避し、毛羽とタルミの発生を抑えるとの観点から、1.5重量%〜2.0重量%の範囲である。付着量が1.5重量%未満では繊維表面に十分な油膜が形成されず、延伸前予熱時のPTT同士の融着を回避できず、毛羽とタルミの発生を抑えることができない。一方、付着量が2.0重量%を超えると、繊維表面の摩擦係数が大きくなりすぎるため、安定した製糸性が得られなくなる上、延伸前に十分な予熱ができず、延伸不良が発生する。
【0050】
また、本発明で用いられる処理剤には、ホスフェート金属塩成分の他に、本発明の効果を阻害しない範囲で、従来から使用されているポリエーテル、平滑剤、乳化剤、酸化防止剤および制電剤などの添加剤成分を配合してもよい。処理剤としては、処理剤成分を1.0重量%〜20.0重量%含有する水性エマルジョンとして繊維糸条に付与することが適当であるが、水を含有せず処理剤のみ、あるいは有機溶媒で希釈したものを用いることもできる。この際、処理剤を付与する方法としては、オイリングローラー方式やノズルを用いる方式など従来使用されている方法を用いることができる。
【0051】
上記の方法で処理剤(油剤)が付与された繊維糸条は、第1ロールと第2ロールの間で延伸されるに際し、第1ロール以前の工程で交絡付与装置を用いて0.08MPa〜0.15MPaの範囲の空気圧で交絡を付与することが好ましい。第1ロール以前の工程で0.08MPa以上の空気圧で交絡を付与することにより、繊維糸条を構成するフィラメントの収束性が向上するため、ロール上でのフィラメント割れを抑制することができ、フィラメント間で均一な延伸が保てるようになる上、第1ロール以降の工通過性が向上して、毛羽とタルミの少ない製品が得られるようになる。一方、空気圧が0.15MPaを超えると、交絡点が多くなりすぎ延伸不良となる。
【0052】
また、本発明のポリエステル複合繊維の製造においては、第1ロールの温度は45℃〜49℃である。一般に、ポリエステル複合繊維糸条を延伸する際には、延伸前にガラス転移温度以上に予熱することが必要である。本発明で用いられるPTTのガラス転移温度は43℃付近であり、予熱時のPTT成分同士の融着を回避し、毛羽とタルミの発生を抑えるためには、予熱温度を極力PTTのガラス転移温度に近づけることが好ましい。本発明のポリエステル複合繊維は、単繊維繊度が0.5dtex〜1.5dtexと極細細繊度であり、繊維表面の面積が大きいため、第1ロール温度を45℃以上とすることにより十分な予熱、すなわち均一な延伸が可能となる。一方、第1ロール温度が49℃を超えると、繊維表面の表面積が大きいためPTT成分同士の融着を回避することができず、毛羽とタルミの発生を抑えることができない上、熱結晶化による繊維長の伸長が大きくなりすぎ、第1ロール上での糸条走行状態が不安定となり、糸条干渉糸切れが発生する。
【0053】
さらに、第2ロールから巻取までの間にゴデットローラを設けると、熱セットされた繊維糸条の冷却が促進されると共に、繊維糸条にかかる張力を容易に調整することができ、良好なパッケージを得易くなる。
【0054】
本発明のポリエステル複合繊維の製造方法の一例として、次に、第1ホットローラ、第2ホットローラおよび2個のゴデットローラを介する方法について詳しく説明する。
【0055】
本発明のポリエステル複合繊維を溶融紡糸する上では、一方の高粘度ポリエステル成分となるPTTは、240〜280℃の範囲の温度で溶融されることが好ましい。PTTを溶融する方法として、プレッシャーメルター法およびエクストルーダー法が挙げられるが、均一溶融と滞留防止の観点から、エクストルーダー法による溶融が好ましい。
【0056】
一方、他方の低粘度ポリエステル成分であるPETは、PTTと同様にエクストルーダーを用い、280〜300℃の範囲の温度で溶融することが好ましい。
【0057】
別々に溶融されたポリマーは、別々の配管を通り、計量された後、紡糸口金パックへ流入される。この際、熱劣化を抑制する観点から、配管通過時間は30分以内であることが好ましい。パックへ流入され両たポリマーは、前述の紡糸口金により合流され、サイドバイサイドの形態に複合され、紡糸口金から吐出される。この際の紡糸温度は、265〜280℃の範囲が適当である。紡糸温度がこの範囲であれば、PTTの特徴を活かしたポリエステル複合繊維が製造できる。
【0058】
紡糸口金から吐出されたポリマーは、冷却、固化され、処理剤(油剤)が付与された後、交絡装置で交絡を付与され、ホットローラとゴデットローラを介して巻き取られる。巻取速度は、通常2500〜5000m/分の範囲において製造可能であり、工程安定性を考慮すると巻取速度は2700〜4500m/分の範囲であることがより好ましい態様である。また、必要であれば、処理剤(油剤)付与から巻取の間に、複数個の交絡装置を設けることにより交絡数を上げることも可能である。また、巻取直前に、追加で処理剤(油剤)を付与することもできる。
【0059】
次に、製糸工程で好ましく用いられる装置について説明する。
【0060】
図2は、本発明で好ましく用いられる製糸工程(直接紡糸延伸法)の一例を示す側面図である。
【0061】
図2において、紡糸口金3から吐出された繊維糸条は、冷却後、油剤付与装置5による油剤の付与を経て、交絡装置6で交絡が付与される。次いで、温度45〜49℃の範囲、速度1000〜3500m/分の範囲で、鏡面の第1ホットローラ7上に数ターン巻付けられて予熱された後、第2ホットローラ8との間で延伸される。さらに、温度90〜180℃の範囲の第2ホットローラ8上に数ターン巻付けられて熱セットされ、交絡付与装置9を経て、ホットローラ8より−10〜10%速い速度で回転するゴデットローラ10、11へ引き回される。熱セットされた繊維糸条は、ゴデットローラ10、11によって冷却されるとともに張力が調整され、巻取機で速度2500〜5000m/分の範囲でパッケージ13に巻付けられる。巻取機においては、パッケージ13に接するコンタクトローラ12によってパッケージ巻付け張力が調整される。
【0062】
ここで、第1ホットローラ7は、鏡面ローラであることが好ましく、ゴデットローラは、鏡面または溝付き鏡面ローラとすることが好ましい。ここでいう鏡面とは、ローラの表面粗さが1S以下のものであり、梨地とは表面粗さが2〜4Sのものを指す。表面粗さとは、JIS−B−0601に記載される最大高さ(Rmax)の区分である。鏡面または溝付き鏡面とすることにより、繊維糸条を効率的に把持することができる。そのため、繊維糸条はローラの前後で一定の張力を保って安定した走行が可能となり、繊維糸条(原糸)の長手方向での物性ばらつきの小さい良好な品質の製品を易くなる。
【0063】
ゴデットローラとしては、梨地ローラも使用可能であるが、糸条把持性を維持すするためには、鏡面や溝付き鏡面ローラに比べて高度な張力管理が要求される。仮にゴデットローラ上で繊維糸条のスリップが発生した場合、繊維糸条(原糸)の長手方向で繊度斑、収縮斑および染色斑を誘発し、仮撚工程における糸切れや、布帛とした際の品位低下を引き起こす。高度な張力管理が要求される場合は、ゴデットローラを複数個設置することが有効な手段である。
【0064】
一方、コンタクトローラ12の速度は、パッケージ13の巻取速度に対して1.001〜1.01倍早く設定することによりパッケージ13の良好なふくらみ率と耳高率を容易に得ることができる。コンタクトローラ速度のオーバーフィードを1.001以上とすることにより、パッケージ13に巻かれる際の張力を低減させることができ、ふくらみ率と耳高率を抑制することが可能となる。オーバーフィードのより好ましい範囲は、1.0015以上である。また、オーバーフィードを1.01以下とすることによりパッケージ端面からの糸落ちを防止することができ、良好な解舒性を確保することができる。より好ましいオーバーフィードの範囲は、1.008以下である。
【0065】
さらに、コンタクトローラ入口での繊維糸条の張力は、0.1〜0.3cN/dtexの範囲であることが好ましい。張力を0.1cN/dtex以上に設定することにより、ゴデットローラ12から巻取機間の糸揺れを低減することができ、巻取速度を上げた場合でも安定して繊維糸条を巻き取ることができる。より好ましい張力は、0.12cN/dtex以上である。また、張力を0.3cN/dtex以下にすると、コンタクトローラ12での張力制御が容易となり、良好なパッケージフォームが得られる。より好ましい張力は、0.25cN/dtex以下である。
【0066】
本発明のポリエステル複合繊維は、ストレッチ織編物として、例えば、シャツ、ブラウス、パンツおよびスーツなどに好適に用いることができる。織物としては、このまま単独で経糸や緯糸に用いてもよく、他の繊維糸条と混繊または交織して用いてもよく、本発明のポリエステル複合繊維の特長を発揮させるいかなる方法を用いても何ら差し支えない。また、編物としては、シャツや水着やインナーなどのニット製品に使用することが好ましい。これは、本発明のポリエステル複合繊維を布帛拘束力の弱い編物に使用した際に、個々の単繊維が細繊度であるため捲縮の位相が一致することなく、バンド状斑やスジ状欠点のない表面品位の良好な布帛を提供することができるからである。
【実施例】
【0067】
以下、本発明のポリエステル複合繊維について実施例をもって具体的に説明するが、本発明はこれらの実施例に限定されるものではない。実施例の測定値は、次の方法で測定した。
【0068】
(1)固有粘度(IV)
定義式のηrは、PTTについては、160℃の温度の純度98%以上のo−クロロフェノール(以下、OCPと略記する。)10mL中に試料ポリマーを0.8g溶かし、25℃の温度に冷却後、オストワルド粘度計を用いて相対粘度ηrを下式により求め、固有粘度(IV)を算出した。他のポリマーについては、25℃の温度の純度98%以上のOCP10mL中に試料ポリマーを0.8g溶かし、25℃の温度にてオストワルド粘度計を用いて相対粘度ηrを下式により求め、固有粘度(IV)を算出した。
・ηr=η/η0=(t×d)/(t0×d0)
固有粘度(IV)=0.0242ηr+0.2634
ここで、
η:ポリマー溶液の粘度
η0:OCPの粘度
t:溶液の落下時間(秒)
d:溶液の密度(g/cm3)
t0:OCPの落下時間(秒)
d0:OCPの密度(g/cm3)。
【0069】
(2)破断強度(cN/dtex)と破断伸度(%)
JIS L1013(1999)に従い、オリエンテック製テンシロンUCT−100を用いて測定した。
【0070】
(3)ウースター斑 U%(N)
糸条長手方向の太さ斑(ノーマルテスト)は、ツエルベガーウースター社製ウースターテスターUT−4CXを用い、下記の測定条件で繊度変動チャート(Diagram Mass)を得ると同時に、ノーマルモードで平均偏差率(U%)を測定した。
・給糸速度 :200m/分
・測定糸長 :200m
・ツイスター :S撚 12000ターン/分
・ディスクテンション強さ:10%
・スケール :−10%〜+10%。
【0071】
(4)毛羽発生頻度(コ/10,000m)
パッケージ巻きしたポリエステル複合繊維糸条を毛羽検出装置付きの整経機に掛けて、500m/分の速度で引き取りした。整経機が停止するごとに目視で毛羽の有無を確認し、長さ3mm以上の毛羽の個数をカウントした。各実施例と各比較例について、50,000m×32サンプル、計1,600,000m測定し、10,000mあたりの平均の毛羽の個数を算出した。
【0072】
(5)タルミ発生頻度(コ/m)
マイクロスコープを用い、倍率150倍で捲縮の形態を確認し、長さ3mm以上のタルミの個数をカウントした。各実施例と各比較例について、10m×10サンプル、計100m分観察し、1mあたりの平均のタルミの個数を算出した。
【0073】
(6)操業性(製糸性)
32錘建て直接紡糸延伸機を用いて、168時間(7日間)連続紡糸を行い、製糸性(糸切れ率)を次の4段階で評価した。合格レベルは、○以上である。
○○:糸切れ率が3.0%未満
○ :糸切れ率が3.0%以上5.0%未満
△ :糸切れ率が5.0%以上7.0%未満
× :糸切れ率が7.0%以上。
【0074】
(7)布帛表面品位
経糸に56dtex−24フィラメントのPET繊維の無撚糊付け糸条を用い、緯糸に本発明の各実施例および各比較例のPTT繊維糸条を用いて、下記の平織物を作成した。
経密度 :110本/2.54cm
緯密度 :98本/2,54cm
織機 :津田駒工業社製 ウォータージェットルームZW−303
製織速度:450回転/分
得られた生機を、オープンソーパーを用いて95℃の温度で連続精錬後、120℃の温度でシリンダー乾燥した後、液流染色機を用いて120℃の温度で染色を行った。次いで、175℃の温度で仕上げと幅だし熱セットの一連の処理を行った。得られた織物を、熟練した検査技術者が検査し、緯の染め品位および表面風合いを、次の4段階で評価した。合格レベルは○以上である。
○○:染色斑の欠点がなく、表面均一性・ソフト風合いが極めて良好
○ :染色斑の欠点がなく、表面均一性・ソフト風合いが良好
△ :染色斑の欠点はないが、表面均一性・ソフト風合いが不良
× :染色斑の欠点があり、表面均一性・ソフト風合いが不良。
【0075】
(実施例1〜11、比較例1〜11)
本実施例と比較例については、表1〜表4のとおりの製造条件で、DSD法にてポリエステル複合繊維を得た。表中ではホットローラをHR、ゴデットローラをGR、コンタクトローラをCRと称する。
【0076】
[実施例1]
固有粘度1.43のPTTと固有粘度0.51のPETを、エクストルーダーを用いてそれぞれ260℃と285℃の温度で溶融後、ポリマー温度270℃で複合比が5/5、すなわち吐出量が各ポリマー9.9g/分となるようにポンプ計量を行い、吐出孔数が48で横断面異形度が1.4となるような吐出孔形状の公知の複合口金に流入させた。口金にかかる圧力は各ポリマーそれぞれ15MPaであった。また、各ポリマーの配管通過時間は、PTTが12分でありPETは8分であった。口金から吐出された糸条は、図2の設備を用いて紡糸・延伸した。すなわち、紡糸口金3から吐出されたポリエステル複合繊維糸条を糸条冷却送風装置4により冷却し、油剤付与装置5により、繊維処理剤有効成分に対しホスフェート金属塩を8重量%含有した処理剤を繊維重量を基準として1.7重量%付着させ、交絡装置6により空気圧0.10MPaで交絡を付与した後、1160m/分の速度で48℃の温度に加熱された第1ホットローラ7に引き取り、一旦巻き取ることなく、3780m/分の速度で155℃の温度に加熱された第2ホットローラ8に引き回し、延伸、熱セットを行った。さらに、交絡装置9により再度交絡を付与し、3610m/分の速度で2個のゴデットローラ10、11に引き回した後、コンタクトローラ12入口での張力を0.13cN/dtex、コンタクトローラ速度3782m/分、パッケージ巻き取り速度3575m/分、すなわちオーバーフィードを1.0020としてパッケージ13に巻取り、56dtex−48フィラメントで横断面異形度が1.4のポリエステル複合繊維糸条を得た。この複合繊維糸条の特性評価結果は表1のとおりであり、非常に優れた製糸性および布帛表面品位が得られた。
【0077】
[実施例2]
繊維処理剤のホスフェート金属塩の含有量を14重量%としたこと以外は、実施例1と同様にしてポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表1のとおりであり、処理剤の粘度が上がり、繊維糸条が紡糸機のロールやガイド類に接触した際の張力がやや上がったため、製糸性は実施例1に一歩譲るものとなったが、毛羽とタルミの発生頻度に優れ、布帛表面品位は実施例1と同等に非常に優れたものとなった。
【0078】
[実施例3]
繊維処理剤の付着量を1.5重量%としたこと以外は、実施例1と同様にしてポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表1のとおりであり、製糸性は実施例1と同等に非常に優れていたが、繊維表面の油膜形成がやや少なくなったため毛羽とタルミの発生頻度が若干増加し、布帛表面品位は実施例1に一歩譲るものとなった。
【0079】
[実施例4]
繊維処理剤の付着量を2.0重量%としたこと以外は、実施例1と同様にしてポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表1のとおりであり、繊維表面の摩擦係数がやや大きくなり製糸性は実施例1に一歩譲るものとなったが、毛羽とタルミの発生頻度に優れ、布帛表面品位は実施例1と同等に非常に優れたものとなった。
【0080】
[実施例5]
交絡付与装置6の空気圧を0.15MPaとしたこと以外は、実施例1と同様にしてポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表1のとおりであり、製糸性は実施例1と同等に非常に優れていたが、延伸前の交絡点が多いため延伸の均一性にやや劣り、染色斑の点から布帛表面品位は実施例1に一歩譲るものとなった。
【0081】
【表1】
【0082】
[実施例6]
交絡付与装置6の空気圧を0.08MPaとしたこと以外は、実施例1と同様にしてポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表2のとおりであり、製糸性は実施例1と同等に非常に優れていたが、フィラメントの収束性がやや低下したため毛羽とタルミの発生頻度が若干増加し、布帛表面品位は実施例1に一歩譲るものとなった。
【0083】
[実施例7]
第1ホットローラ7の温度を49℃としたこと以外は、実施例1と同様にしてポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表2のとおりであり、製糸性は実施例1と同等に非常に優れていたが、延伸予熱時のPTT成分の融着がやや発生し、毛羽とタルミの発生頻度が若干増加したため、布帛表面品位は実施例1に一歩譲るものとなった。
【0084】
[実施例8]
第1ホットローラ7の温度を45℃としたこと以外は、実施例1と同様にしてポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表2のとおりであり、延伸前の予熱温度がやや低く、延伸の均一性が若干劣るため製糸性、布帛品位共に実施例1に一歩譲るものとなった。
【0085】
[実施例9]
吐出量を各ポリマー5.9g/分とし、口金を横断面異形度が1.2となるような吐出孔形状に変更したこと以外は、実施例1と同様にして製糸し、33dtex−48フィラメントで横断面異形度が1.2のポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表2のとおりであり、総繊度が小さくなったために製糸性は実施例1に一歩譲るものとなったが、布帛表面品位は繊維表面の面積の増加により毛羽とタルミの発生頻度も若干増加したものの、ソフト性に非常に優れたものが得られた。
【0086】
[実施例10]
紡糸口金を、吐出孔数72、横断面異形度が1.2となるような吐出孔形状、口金にかかる圧力が各ポリマーそれぞれ15MPaとなるような孔径に変更したこと以外は、実施例1と同様にして製糸し、56dtex−72フィラメントで横断面異形度が1.2のポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表2のとおりであり、単糸繊度が小さくなったために製糸性は実施例1に一歩譲るものとなったが、布帛表面品位は繊維表面の面積の増加により毛羽とタルミの発生頻度が若干増加したものの、ソフト性に非常に優れたものが得られた。
【0087】
【表2】
【0088】
[比較例1]
繊維処理剤のホスフェート金属塩の含有量を25重量%としたこと以外は、実施例1と同様にしてポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表3のとおりであり、処理剤の粘度が上がり、繊維糸条が紡糸機のロールやガイド類に接触した際の張力が上がったため、製糸性は実施例1に及ばないものとなり、布帛表面品位においても延伸段階の張力が一定とならず延伸均一性に劣り、染色斑の点で実施例1に及ばないものとなった。
【0089】
[比較例2]
繊維処理剤のホスフェート金属塩の含有量を4重量%としたこと以外は、実施例1と同様にしてポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表3のとおりであり、製糸性は実施例1と同等に非常に優れるものとなったが、擦過低減効果が十分に得られず毛羽頻度が増加したため、布帛表面品位は実施例1に及ばないものとなった。
【0090】
[比較例3]
繊維処理剤の付着量を1.3重量%としたこと以外は、実施例1と同様にしてポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表3のとおりであり、製糸性は実施例1と同等に非常に優れたものとなったが、繊維表面の油膜形成が不十分となりPTT成分同士の融着による毛羽とタルミの発生頻度が増加し、布帛表面品位は実施例1に及ばないものとなった。
【0091】
[比較例4]
繊維処理剤の付着量を2.5重量%としたこと以外は、実施例1と同様にしてポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表3のとおりであり、繊維表面の摩擦係数が過大となり製糸性は実施例1大きく及ばないものとなり、布帛表面品位についても繊維表面の油膜形成が過大で延伸前の予熱が不十分となり延伸の均一性が劣るため、染色斑の点で実施例1に及ばないものとなった。
【0092】
[比較例5]
交絡付与装置6の空気圧を0.18MPaとしたこと以外は、実施例1と同様にしてポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表3のとおりであり、延伸前の交絡点が多いため延伸の均一性に劣り、製糸性は実施例1に一歩譲るものとなり、染色斑の点から布帛表面品位は実施例1に大きく及ばないものとなった。
【0093】
【表3】
【0094】
[比較例6]
交絡付与装置6の空気圧を0.04MPaとしたこと以外は、実施例1と同様にしてポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表4のとおりであり、フィラメントの収束性が大きく低下したため、製糸性は実施例1に一歩譲るものとなり、また毛羽とタルミの発生頻度が増加したため布帛表面品位は実施例1に大きく及ばないものとなった。
【0095】
[比較例7]
第1ホットローラ7の温度を55℃としたこと以外は、実施例1と同様にしてポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表4のとおりであり、第1ホットローラ上での糸条走行状態が不安定となり糸条干渉糸切れが発生したため製糸性は実施例1に及ばないものとなり、また、PTT成分同士の融着により毛羽とタルミの発生頻度が増加したため、布帛表面品位は実施例1に大きく及ばないものとなった。
【0096】
[比較例8]
第1ホットローラ7の温度を40℃としたこと以外は、実施例1と同様にしてポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表4のとおりであり、延伸前の予熱温度が不十分となり、延伸の均一性が大きく劣るため、製糸性、布帛表面品位共に実施例1に大きく及ばないものとなった。
【0097】
[比較例9]
吐出量を各ポリマー15.0g/分とし、紡糸口金を横断面異形度が2.1となるような吐出孔形状に変更したこと以外は、実施例1と同様にして製糸し、84dtex−48フィラメントで横断面異形度が2.1のポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表4のとおりであり、製糸性は実施例1と同等に非常に優れたものとなったが、単繊維繊度が大きくなったためにソフト性に劣り、布帛表面品位は実施例1に及ばないものとなった。
【0098】
[比較例10]
紡糸口金を、吐出孔数24、横断面異形度が2.6となるような吐出孔形状、口金にかかる圧力が各ポリマーそれぞれ15MPaとなるような孔径に変更したこと以外は、実施例1と同様にして製糸し、56dtex−24フィラメントで横断面異形度が2.6のポリエステル複合繊維糸条を得た。得られた複合繊維糸条の特性評価指標は表4のとおりであり、製糸性は実施例1と同等に非常に優れるものとなったが、単繊維繊度が大きくなったためにソフト性に劣り、布帛表面品位は実施例1に及ばないものとなった。
【0099】
[比較例11]
固有粘度0.78のPETと固有粘度0.51のPETを、それぞれ別々にエクストルーダーを用いて285℃の温度で溶融後、ポリマー温度290℃で複合比が5/5、すなわち吐出量が各ポリマー9.1g/分となるようにポンプ計量を行い、吐出孔数が48で横断面異形度が1.4となるような吐出孔形状の公知の複合口金に流入させた。紡糸口金にかかる圧力は、各ポリマーそれぞれ15MPaであった。また、各ポリマーの配管通過時間は、8分であった。紡糸口金から吐出された繊維糸条は、図2の設備を用いて紡糸し延伸した。すなわち、紡糸口金3から吐出されたポリエステル複合繊維糸条を糸条冷却送風装置4により冷却し、油剤付与装置5により、繊維処理剤有効成分に対しホスフェート金属塩を8重量%含有した処理剤を繊維重量を基準として1.7重量%付着させ、交絡装置6により空気圧0.10MPaで交絡を付与した後、1450m/分の速度で90℃の温度に加熱された第1ホットローラ7に引き取り、一旦巻き取ることなく、3430m/分の速度での温度に加熱された第2ホットローラ8に引き回し、延伸、熱セットを行った。さらに、交絡装置9により再度交絡を付与し、3275m/分の速度で2個のゴデットローラ10、11に引き回した後、コンタクトローラ12入口での張力を0.13cN/dtex、コンタクトローラ速度3250m/分、パッケージ巻き取り速度3245m/分、すなわちオーバーフィードを1.0020としてパッケージ13に巻取り、56dtex−48フィラメントで横断面異形度が1.4のポリエステル複合繊維糸条を得た。この複合繊維糸条の特性評価結果は表4のとおりであり、製糸性は実施例1と同等に非常に優れたものとなったが、布帛表面品位において風合いが硬く、実施例1に大きく及ばないものとなった
【0100】
【表4】
【図面の簡単な説明】
【0101】
【図1】図1は、本発明のポリエステル複合繊維を構成する単繊維の横断面異形度を説明するための模式断面図である。
【図2】図2は、本発明で好ましく用いられる製糸工程(直接紡糸延伸法)の一例を示す側面図である。
【符号の説明】
【0102】
1:PTTを主成分とする高粘度側のポリマーからなる領域
2:PETを主成分とする低粘度側のポリマーからなる領域
3:紡糸口金
4:糸条冷却送風装置
5:油剤付与装置
6:交絡装置
7:第1ホットローラ
8:第2ホットローラ
9:交絡装置
10:ゴデットローラ
11:ゴデットローラ
12:コンタクトローラ
13:パッケージ
【特許請求の範囲】
【請求項1】
高粘度ポリエステル成分と低粘度ポリエステル成分がサイドバイサイド型に貼り合わされた複合繊維であって、該高粘度ポリエステル成分がポリトリメチレンテレフタレートからなり、該低粘度ポリエステル成分がポリエチレンテレフタレートからなり、かつ、次の(a)〜(d)の構成要件を全て満足することを特徴とするポリエステル複合繊維。
(a)単繊維繊度が0.5dtex〜1.5dtexの範囲であること。
(b)長さ3mm以上の毛羽の発生頻度が0.30コ/10,000m以下であること。
(c)長さ3mm以上のタルミの発生頻度が0.20コ/m以下であること。
(d)ウースター斑U%(N)が2.0%以下であること。
【請求項2】
高粘度ポリエステル成分のポリトリメチレンテレフタレートと低粘度ポリエステル成分のポリエチレンテレフタレートの2成分を、サイドバイサイド型に複合して紡糸口金から溶融押出しして冷却固化した後、得られた繊維糸条を一旦巻き取ることなく、第1ロールと第2ロールとの間で連続して延伸し巻き取る直接紡糸延伸法によりポリエステル複合繊維を製造するに際して、次の(e)〜(g)の工程要件を全て満足することを特徴とする請求項1記載のポリエステル複合繊維を製造する方法。
(e)繊維処理剤有効成分に対しホスフェート金属塩を6重量%〜20重量%含有した処理剤を、繊維糸条の延伸前に繊維表面に繊維重量を基準として1.5重量%〜2.0重量%の範囲で付着させる。
(f)第1ロール温度を45℃〜49℃の範囲で制御する。
(g)第1ロール前の交絡付与装置の空気圧を0.08MPa〜0.15MPaの範囲で制御する。
【請求項3】
請求項1記載のポリエステル複合繊維、もしくは請求項2記載のポリエステル複合繊維を製造する方法によって得られたポリエステル複合繊維を用いてなる布帛。
【請求項1】
高粘度ポリエステル成分と低粘度ポリエステル成分がサイドバイサイド型に貼り合わされた複合繊維であって、該高粘度ポリエステル成分がポリトリメチレンテレフタレートからなり、該低粘度ポリエステル成分がポリエチレンテレフタレートからなり、かつ、次の(a)〜(d)の構成要件を全て満足することを特徴とするポリエステル複合繊維。
(a)単繊維繊度が0.5dtex〜1.5dtexの範囲であること。
(b)長さ3mm以上の毛羽の発生頻度が0.30コ/10,000m以下であること。
(c)長さ3mm以上のタルミの発生頻度が0.20コ/m以下であること。
(d)ウースター斑U%(N)が2.0%以下であること。
【請求項2】
高粘度ポリエステル成分のポリトリメチレンテレフタレートと低粘度ポリエステル成分のポリエチレンテレフタレートの2成分を、サイドバイサイド型に複合して紡糸口金から溶融押出しして冷却固化した後、得られた繊維糸条を一旦巻き取ることなく、第1ロールと第2ロールとの間で連続して延伸し巻き取る直接紡糸延伸法によりポリエステル複合繊維を製造するに際して、次の(e)〜(g)の工程要件を全て満足することを特徴とする請求項1記載のポリエステル複合繊維を製造する方法。
(e)繊維処理剤有効成分に対しホスフェート金属塩を6重量%〜20重量%含有した処理剤を、繊維糸条の延伸前に繊維表面に繊維重量を基準として1.5重量%〜2.0重量%の範囲で付着させる。
(f)第1ロール温度を45℃〜49℃の範囲で制御する。
(g)第1ロール前の交絡付与装置の空気圧を0.08MPa〜0.15MPaの範囲で制御する。
【請求項3】
請求項1記載のポリエステル複合繊維、もしくは請求項2記載のポリエステル複合繊維を製造する方法によって得られたポリエステル複合繊維を用いてなる布帛。
【図1】

【図2】
【図2】
【公開番号】特開2010−24575(P2010−24575A)
【公開日】平成22年2月4日(2010.2.4)
【国際特許分類】
【出願番号】特願2008−187059(P2008−187059)
【出願日】平成20年7月18日(2008.7.18)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成22年2月4日(2010.2.4)
【国際特許分類】
【出願日】平成20年7月18日(2008.7.18)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]