
モールド樹脂および機械装置
【課題】熱硬化性樹脂のモールド樹脂を用いてモールド成型するときに、樹脂表面の泡を消す作業を不要とすることである。
【解決手段】モールド樹脂13に表面張力低下剤を添加することにより、モールド成型されるコイルアセンブリ10のコイル12の隙間に存在していた空気が浮き上がっても、モールド樹脂13の表面張力を低下させて、浮き上がった空気が樹脂の膜に捕捉されないようにし、樹脂表面に泡が生じるのを防止できるようにした。
【解決手段】モールド樹脂13に表面張力低下剤を添加することにより、モールド成型されるコイルアセンブリ10のコイル12の隙間に存在していた空気が浮き上がっても、モールド樹脂13の表面張力を低下させて、浮き上がった空気が樹脂の膜に捕捉されないようにし、樹脂表面に泡が生じるのを防止できるようにした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、モールド成型に使用されるモールド樹脂と、モールド成型された部品を備えた機械装置に関する。
【背景技術】
【0002】
各種部品のモールド成型に使用されるモールド樹脂には、エポキシ樹脂、シリコーン樹脂、ウレタン樹脂等の熱硬化性樹脂に硬化剤を配合し、熱硬化によってモールド成型するものがある(例えば、特許文献1、2参照)。通常、この種のモールド樹脂では、難燃性や耐熱性等を改善するために、シリカ、アルミナ、炭酸カルシウム、水酸化アルミニウム等の無機粉末を充填材として充填している。この種のモールド樹脂は、常温でも熱硬化するが、成型時間の短縮や硬化樹脂の強度等の性能向上のために、恒温炉等を用いて加熱硬化させることが多い。また、モールド成型する際には、液状のモールド樹脂を成型部品に流し込む前に、成型部品を乾燥炉や真空炉等を用いて予備乾燥することが多い。
【0003】
このようなモールド樹脂を用いて、例えば、電磁クラッチや電磁ブレーキ等の電磁連結装置に設けられるコイルを有する部品のように、コイル等の隙間がある部品をモールド成型するときは、温度上昇により粘度が低下したモールド樹脂が隙間に浸み込むにつれて、隙間に存在していた空気が浮き上がり、浮き上がった空気が樹脂の膜に捕捉されて、モールド樹脂の表面に泡が生じることが多い。従来、このような泡が生じたときは、竹串等を樹脂表面の泡に差し込んで泡を消している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平6−145475号公報
【特許文献2】特開平11−302509号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述した熱硬化性樹脂のモールド樹脂を用いてモールド成型するときに、竹串等を差し込んで樹脂表面の泡を消す作業は非常に手間がかかる問題がある。
【0006】
そこで、本発明の課題は、熱硬化性樹脂のモールド樹脂を用いてモールド成型するときに、樹脂表面の泡を消す作業を不要とすることである。
【課題を解決するための手段】
【0007】
上記の課題を解決するために、本発明は、熱硬化性樹脂に硬化剤を配合し、熱硬化によってモールド成型するモールド樹脂において、前記モールド樹脂に表面張力低下剤を添加した構成を採用した。
【0008】
すなわち、モールド樹脂に表面張力低下剤を添加することにより、モールド成型される部品のコイル等の隙間に存在していた空気が浮き上がっても、モールド樹脂の表面張力を低下させて、浮き上がった空気が樹脂の膜に捕捉されないようにし、樹脂表面に泡が生じるのを防止できるようにした。
【0009】
前記表面張力低下剤としては、液体または固体の疎水性物を1種または2種以上含むものを用いることができる。
【0010】
前記疎水性物は、シリコン、ポリマーおよびミネラルオイルのいずれかとするとよい。
【0011】
また、本発明は、上述したいずれかのモールド樹脂を用いてモールド成型した部品を備えた機械装置も採用した。
【0012】
前記機械装置は電磁連結装置であって、前記モールド成型した部品がコイルを有するものに好適である。
【発明の効果】
【0013】
本発明に係るモールド樹脂は、モールド樹脂に表面張力低下剤を添加することにより、モールド成型される部品のコイル等の隙間に存在していた空気が浮き上がっても、モールド樹脂の表面張力を低下させて、樹脂表面に泡が生じないようにしたので、樹脂表面の泡を消す作業を不要とすることができる。
【図面の簡単な説明】
【0014】
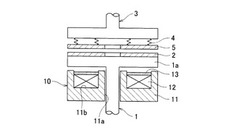
【図1】本発明に係るモールド樹脂を用いてモールド成型されるコイルアセンブリを備えた電磁クラッチを示す概略縦断面図
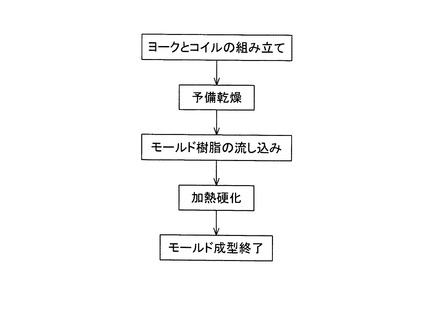
【図2】図1のコイルアセンブリをモールド成型する工程を示すフローチャート
【発明を実施するための形態】
【0015】
以下、図面に基づき、本発明の実施形態を説明する。図1は、本発明に係るモールド樹脂を用いてモールド成型される部品としてのコイルアセンブリ10を備えた電磁連結装置としての電磁クラッチを示す。この電磁クラッチは、入力軸1のハブ1aに取り付けられた環状の摩擦パッド2と、出力軸3にバネディスク4を介して取り付けられた環状のアーマチュア5とを軸方向に対向配置し、入力軸1にコイルアセンブリ10を外嵌したものである。図示は省略するが、コイルアセンブリ10は回転を固定され、入力軸1は軸受でコイルアセンブリ10に回転自在に支持されている。
【0016】
前記コイルアセンブリ10は、入力軸1を通す中心孔11aが形成されたヨーク11と、電流が通電されるコイル12とからなり、コイル12はヨーク11の環状凹部11bに挿入され、モールド樹脂13で固定されている。コイル11に電流を通電すると、コイルアセンブリ10とアーマチュア5との間に電磁場が形成され、この電磁場の磁力によってアーマチュア5が摩擦パッド2に吸着され、出力軸3が入力軸1に連結される。
【0017】
図2は、前記コイルアセンブリ10をモールド成型する工程を示す。まず、コイル12をヨーク11の環状凹部11bに挿入して、ヨーク11とコイル12を組み立て、この組立品を乾燥炉で予備乾燥する。こののち、コイル12を挿入した環状凹部11bに液状のモールド樹脂13を流し込み、モールド樹脂13を流し込んだ組立品を恒温炉に入れて、モールド樹脂13を加熱硬化させて、モールド成型が終了する。
【0018】
表1は、前記モールド樹脂13の配合組成を示す。このモールド樹脂13は、エポキシ樹脂100重量部に対して、酸無水物系硬化剤70重量部、硬化促進剤1重量部、水酸化アルミニウムの充填剤250重量部、および固体の疎水生物であるポリマーを含む破泡性ポリマー混合物の表面張力低下剤BYK−1790(商品名;ビックケミー社製)0.5重量部を配合したものである。
【0019】
【表1】

【0020】
前記水酸化アルミニウムの充填剤は、モールド樹脂13の難燃性を確保するために配合したものである。なお、この充填剤としては、シリカ、アルミナ、ドロマイト、チタニア、ベリリア、窒化アルミニウム、マグネシア、金属粉末、炭化珪素、カーボンブラック等を用いることもできる。また、表面張力低下剤としては、他のポリマー、シリコン、ミネラルオイル等の液体または固体の疎水性物を含むものを用いることもできる。
【実施例】
【0021】
実施例として、表1に配合組成を示したモールド樹脂を用意した。比較例として、表1の配合組成で、表面張力低下剤を配合しないモールド樹脂も用意した。これらの実施例と比較例のモールド樹脂を用いて、図1および図2に示したコイルアセンブリのモールド成型を行い、目視によって発泡の有無を観察した。この結果、比較例のものではモールド樹脂の表面に泡が生じたが、実施例のものでは、泡は全く観察されなかった。なお、実施例については、表面張力低下剤の配合を0.2重量部としたものについてもモールド成型したが、泡は観察されなかった。この結果より、表面張力低下剤による消泡効果は非常に顕著であり、わずかに0.2重量部程度以上の配合で、泡の発生を防止できることが確認された。
【0022】
また、コイルアセンブリのモールド樹脂は、熱伝導率が高く、吸水率が低いことが要求されるので、上述した実施例と比較例のモールド樹脂について、それぞれ試験片を成型して、熱伝導率と吸水率を測定した。熱伝導率と吸水率の測定方法は、以下の通りである。
・熱伝導率:
試験片形状は、長さ150mm×幅70mm×厚さ3mmとし、迅速熱伝導率計QTM−D3(商品名;京都電子工業株式会社製)を用いて測定を行った。
・吸水率:
試験片形状は50mm角×厚さ3mmで、n数を3とし、表面をエタノールで清浄化したのち、恒温槽で50±3℃で24時間乾燥させ、恒温槽から取り出した試験片を室温まで冷却して、初期質量m0を測定した。つぎに、試験片を容器の水に浸漬し、25±2℃で168時間保持したのち、容器から取り出した試験片に付着した水を拭き取って、質量mを測定した。吸水率w(%)は次式で算出した。
w={(m0−m)/m0}×100
【0023】
【表2】
【0024】
表2に、実施例と比較例の熱伝導率と吸水率の測定結果を示す。これらの測定結果より、表面張力低下剤を配合した実施例のものは、熱伝導率も吸水率も比較例のものより優れており、コイルアセンブリのモールド成型に用いても問題がないことを確認できた。
【0025】
前記表面張力低下剤の配合によって熱伝導率が向上したのは、消泡によってモールド樹脂の充填密度が高くなったためであり、吸水率が向上したのは、表面張力低下剤の疎水性によるものと考えられる。
【0026】
上述した実施形態では、モールド樹脂を電磁クラッチのコイルアセンブリのモールド成型に用いたが、本発明に係るモールド樹脂は、電磁ブレーキ、モータ、発電機、リフティングマグネット装置等の機械装置の他の部品のモールド成型にも適用することができる。特に、コイル等によって内部に空気が入り込む隙間のある部品のモールド成型に好適である。
【0027】
上述した実施形態では、モールド樹脂の樹脂をエポキシ樹脂としたが、モールド樹脂の樹脂はシリコーン樹脂、ウレタン樹脂等の熱硬化性樹脂とすることもできる。
【符号の説明】
【0028】
1 入力軸
1a ハブ
2 摩擦パッド
3 出力軸
4 バネディスク
5 アーマチュア
10 コイルアセンブリ
11 ヨーク
11a 中心孔
11b 環状凹部
12 コイル
13 モールド樹脂
【技術分野】
【0001】
本発明は、モールド成型に使用されるモールド樹脂と、モールド成型された部品を備えた機械装置に関する。
【背景技術】
【0002】
各種部品のモールド成型に使用されるモールド樹脂には、エポキシ樹脂、シリコーン樹脂、ウレタン樹脂等の熱硬化性樹脂に硬化剤を配合し、熱硬化によってモールド成型するものがある(例えば、特許文献1、2参照)。通常、この種のモールド樹脂では、難燃性や耐熱性等を改善するために、シリカ、アルミナ、炭酸カルシウム、水酸化アルミニウム等の無機粉末を充填材として充填している。この種のモールド樹脂は、常温でも熱硬化するが、成型時間の短縮や硬化樹脂の強度等の性能向上のために、恒温炉等を用いて加熱硬化させることが多い。また、モールド成型する際には、液状のモールド樹脂を成型部品に流し込む前に、成型部品を乾燥炉や真空炉等を用いて予備乾燥することが多い。
【0003】
このようなモールド樹脂を用いて、例えば、電磁クラッチや電磁ブレーキ等の電磁連結装置に設けられるコイルを有する部品のように、コイル等の隙間がある部品をモールド成型するときは、温度上昇により粘度が低下したモールド樹脂が隙間に浸み込むにつれて、隙間に存在していた空気が浮き上がり、浮き上がった空気が樹脂の膜に捕捉されて、モールド樹脂の表面に泡が生じることが多い。従来、このような泡が生じたときは、竹串等を樹脂表面の泡に差し込んで泡を消している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平6−145475号公報
【特許文献2】特開平11−302509号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述した熱硬化性樹脂のモールド樹脂を用いてモールド成型するときに、竹串等を差し込んで樹脂表面の泡を消す作業は非常に手間がかかる問題がある。
【0006】
そこで、本発明の課題は、熱硬化性樹脂のモールド樹脂を用いてモールド成型するときに、樹脂表面の泡を消す作業を不要とすることである。
【課題を解決するための手段】
【0007】
上記の課題を解決するために、本発明は、熱硬化性樹脂に硬化剤を配合し、熱硬化によってモールド成型するモールド樹脂において、前記モールド樹脂に表面張力低下剤を添加した構成を採用した。
【0008】
すなわち、モールド樹脂に表面張力低下剤を添加することにより、モールド成型される部品のコイル等の隙間に存在していた空気が浮き上がっても、モールド樹脂の表面張力を低下させて、浮き上がった空気が樹脂の膜に捕捉されないようにし、樹脂表面に泡が生じるのを防止できるようにした。
【0009】
前記表面張力低下剤としては、液体または固体の疎水性物を1種または2種以上含むものを用いることができる。
【0010】
前記疎水性物は、シリコン、ポリマーおよびミネラルオイルのいずれかとするとよい。
【0011】
また、本発明は、上述したいずれかのモールド樹脂を用いてモールド成型した部品を備えた機械装置も採用した。
【0012】
前記機械装置は電磁連結装置であって、前記モールド成型した部品がコイルを有するものに好適である。
【発明の効果】
【0013】
本発明に係るモールド樹脂は、モールド樹脂に表面張力低下剤を添加することにより、モールド成型される部品のコイル等の隙間に存在していた空気が浮き上がっても、モールド樹脂の表面張力を低下させて、樹脂表面に泡が生じないようにしたので、樹脂表面の泡を消す作業を不要とすることができる。
【図面の簡単な説明】
【0014】
【図1】本発明に係るモールド樹脂を用いてモールド成型されるコイルアセンブリを備えた電磁クラッチを示す概略縦断面図
【図2】図1のコイルアセンブリをモールド成型する工程を示すフローチャート
【発明を実施するための形態】
【0015】
以下、図面に基づき、本発明の実施形態を説明する。図1は、本発明に係るモールド樹脂を用いてモールド成型される部品としてのコイルアセンブリ10を備えた電磁連結装置としての電磁クラッチを示す。この電磁クラッチは、入力軸1のハブ1aに取り付けられた環状の摩擦パッド2と、出力軸3にバネディスク4を介して取り付けられた環状のアーマチュア5とを軸方向に対向配置し、入力軸1にコイルアセンブリ10を外嵌したものである。図示は省略するが、コイルアセンブリ10は回転を固定され、入力軸1は軸受でコイルアセンブリ10に回転自在に支持されている。
【0016】
前記コイルアセンブリ10は、入力軸1を通す中心孔11aが形成されたヨーク11と、電流が通電されるコイル12とからなり、コイル12はヨーク11の環状凹部11bに挿入され、モールド樹脂13で固定されている。コイル11に電流を通電すると、コイルアセンブリ10とアーマチュア5との間に電磁場が形成され、この電磁場の磁力によってアーマチュア5が摩擦パッド2に吸着され、出力軸3が入力軸1に連結される。
【0017】
図2は、前記コイルアセンブリ10をモールド成型する工程を示す。まず、コイル12をヨーク11の環状凹部11bに挿入して、ヨーク11とコイル12を組み立て、この組立品を乾燥炉で予備乾燥する。こののち、コイル12を挿入した環状凹部11bに液状のモールド樹脂13を流し込み、モールド樹脂13を流し込んだ組立品を恒温炉に入れて、モールド樹脂13を加熱硬化させて、モールド成型が終了する。
【0018】
表1は、前記モールド樹脂13の配合組成を示す。このモールド樹脂13は、エポキシ樹脂100重量部に対して、酸無水物系硬化剤70重量部、硬化促進剤1重量部、水酸化アルミニウムの充填剤250重量部、および固体の疎水生物であるポリマーを含む破泡性ポリマー混合物の表面張力低下剤BYK−1790(商品名;ビックケミー社製)0.5重量部を配合したものである。
【0019】
【表1】
【0020】
前記水酸化アルミニウムの充填剤は、モールド樹脂13の難燃性を確保するために配合したものである。なお、この充填剤としては、シリカ、アルミナ、ドロマイト、チタニア、ベリリア、窒化アルミニウム、マグネシア、金属粉末、炭化珪素、カーボンブラック等を用いることもできる。また、表面張力低下剤としては、他のポリマー、シリコン、ミネラルオイル等の液体または固体の疎水性物を含むものを用いることもできる。
【実施例】
【0021】
実施例として、表1に配合組成を示したモールド樹脂を用意した。比較例として、表1の配合組成で、表面張力低下剤を配合しないモールド樹脂も用意した。これらの実施例と比較例のモールド樹脂を用いて、図1および図2に示したコイルアセンブリのモールド成型を行い、目視によって発泡の有無を観察した。この結果、比較例のものではモールド樹脂の表面に泡が生じたが、実施例のものでは、泡は全く観察されなかった。なお、実施例については、表面張力低下剤の配合を0.2重量部としたものについてもモールド成型したが、泡は観察されなかった。この結果より、表面張力低下剤による消泡効果は非常に顕著であり、わずかに0.2重量部程度以上の配合で、泡の発生を防止できることが確認された。
【0022】
また、コイルアセンブリのモールド樹脂は、熱伝導率が高く、吸水率が低いことが要求されるので、上述した実施例と比較例のモールド樹脂について、それぞれ試験片を成型して、熱伝導率と吸水率を測定した。熱伝導率と吸水率の測定方法は、以下の通りである。
・熱伝導率:
試験片形状は、長さ150mm×幅70mm×厚さ3mmとし、迅速熱伝導率計QTM−D3(商品名;京都電子工業株式会社製)を用いて測定を行った。
・吸水率:
試験片形状は50mm角×厚さ3mmで、n数を3とし、表面をエタノールで清浄化したのち、恒温槽で50±3℃で24時間乾燥させ、恒温槽から取り出した試験片を室温まで冷却して、初期質量m0を測定した。つぎに、試験片を容器の水に浸漬し、25±2℃で168時間保持したのち、容器から取り出した試験片に付着した水を拭き取って、質量mを測定した。吸水率w(%)は次式で算出した。
w={(m0−m)/m0}×100
【0023】
【表2】
【0024】
表2に、実施例と比較例の熱伝導率と吸水率の測定結果を示す。これらの測定結果より、表面張力低下剤を配合した実施例のものは、熱伝導率も吸水率も比較例のものより優れており、コイルアセンブリのモールド成型に用いても問題がないことを確認できた。
【0025】
前記表面張力低下剤の配合によって熱伝導率が向上したのは、消泡によってモールド樹脂の充填密度が高くなったためであり、吸水率が向上したのは、表面張力低下剤の疎水性によるものと考えられる。
【0026】
上述した実施形態では、モールド樹脂を電磁クラッチのコイルアセンブリのモールド成型に用いたが、本発明に係るモールド樹脂は、電磁ブレーキ、モータ、発電機、リフティングマグネット装置等の機械装置の他の部品のモールド成型にも適用することができる。特に、コイル等によって内部に空気が入り込む隙間のある部品のモールド成型に好適である。
【0027】
上述した実施形態では、モールド樹脂の樹脂をエポキシ樹脂としたが、モールド樹脂の樹脂はシリコーン樹脂、ウレタン樹脂等の熱硬化性樹脂とすることもできる。
【符号の説明】
【0028】
1 入力軸
1a ハブ
2 摩擦パッド
3 出力軸
4 バネディスク
5 アーマチュア
10 コイルアセンブリ
11 ヨーク
11a 中心孔
11b 環状凹部
12 コイル
13 モールド樹脂
【特許請求の範囲】
【請求項1】
熱硬化性樹脂に硬化剤を配合し、熱硬化によってモールド成型するモールド樹脂において、前記モールド樹脂に表面張力低下剤を添加したことを特徴とするモールド樹脂。
【請求項2】
前記表面張力低下剤が、液体または固体の疎水性物を1種または2種以上含むものである請求項1に記載のモールド樹脂。
【請求項3】
前記疎水性物が、シリコン、ポリマーおよびミネラルオイルのいずれかである請求項2に記載のモールド樹脂。
【請求項4】
請求項1乃至3のいずれかに記載されたモールド樹脂を用いてモールド成型した部品を備えた機械装置。
【請求項5】
前記機械装置が電磁連結装置であり、前記モールド成型した部品がコイルを有する請求項4に記載の機械装置。
【請求項1】
熱硬化性樹脂に硬化剤を配合し、熱硬化によってモールド成型するモールド樹脂において、前記モールド樹脂に表面張力低下剤を添加したことを特徴とするモールド樹脂。
【請求項2】
前記表面張力低下剤が、液体または固体の疎水性物を1種または2種以上含むものである請求項1に記載のモールド樹脂。
【請求項3】
前記疎水性物が、シリコン、ポリマーおよびミネラルオイルのいずれかである請求項2に記載のモールド樹脂。
【請求項4】
請求項1乃至3のいずれかに記載されたモールド樹脂を用いてモールド成型した部品を備えた機械装置。
【請求項5】
前記機械装置が電磁連結装置であり、前記モールド成型した部品がコイルを有する請求項4に記載の機械装置。
【図1】


【図2】
【図2】
【公開番号】特開2013−87249(P2013−87249A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−231046(P2011−231046)
【出願日】平成23年10月20日(2011.10.20)
【出願人】(000002059)シンフォニアテクノロジー株式会社 (1,111)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月20日(2011.10.20)
【出願人】(000002059)シンフォニアテクノロジー株式会社 (1,111)
【Fターム(参考)】
[ Back to top ]