
型抜き状シールの製造法

【課題】
型抜き状シールについて、少量多品種が容易であり、複雑な型抜き模様が多数必要であっても、製造コストが比較的安価である製造法を提供する。
【解決手段】
スクリーン印刷によって離型フィルムの上に粘着層を塗布し、さらに同じスクリーン版を用いてスクリーン印刷によって同じ平面形状の樹脂層を粘着層の上に積層し、該樹脂層の上にインクジェットプリンタによって多色模様を形成し、さらに同じ画像のスクリーン版を用いてスクリーン印刷によって艶出しまたは艶消しクリア層を粘着層の上に積層する。
型抜き状シールについて、少量多品種が容易であり、複雑な型抜き模様が多数必要であっても、製造コストが比較的安価である製造法を提供する。
【解決手段】
スクリーン印刷によって離型フィルムの上に粘着層を塗布し、さらに同じスクリーン版を用いてスクリーン印刷によって同じ平面形状の樹脂層を粘着層の上に積層し、該樹脂層の上にインクジェットプリンタによって多色模様を形成し、さらに同じ画像のスクリーン版を用いてスクリーン印刷によって艶出しまたは艶消しクリア層を粘着層の上に積層する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、少量多品種が容易であり、且つ複雑な型抜き模様が多数必要であっても製造コストが比較的安価である型抜き状シールの製造法に関する。
【背景技術】
【0002】
文具やかばん類に貼り付ける型抜きシールやステッカーは、従来では、特開平6−308888号または特開平7−72797号などで開示するように、トムソンカッターを用いた半抜きつまりハーフカット加工によって製造していた。個別のシールやステッカーとなるシート状の図柄シートは、感圧接着剤つまり粘着剤を介してその裏側に薄い離型フィルムが貼り付けられ、その貼り付けの後に、トムソンカッターによって図柄シートを半抜き加工してから抜きかすを除去することにより、離型フィルムで支持された型抜き状シールやステッカーを得ることができる。
【0003】
トムソンカッターを用いた半抜き加工では、図柄の平面図形に応じた抜き型をそのつど製造しなければならず、図柄の種類が多いうえに個別の作製枚数が少ないとコスト高になってしまう。また、シート状の図柄シートから抜きかすを除去するため、原材料について無駄が多く、抜きかすである廃棄物を処理するための費用も必要になる。
【0004】
このため、半抜き加工を要しない感圧性の転写シールが、現在では広く使用されている。感圧性の転写シールを製造するには、離型フィルムの上にスクリーン印刷によって図柄層を設ける。この図柄層上には、クリア層やコート層と称する中間層を介して粘着層を印刷すればよい。この種の転写シールは、例えば、特開2000−289393号や特開2003−231393号などに開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平6−308888号公報
【特許文献2】特開平7−72797号公報
【特許文献3】特開2000−289393号公報
【特許文献4】特開2003−231393号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
従来の感圧性の転写シールは、通常、色柄ごとに異なるスクリーン版を用いるスクリーン印刷によって図柄を印刷するために、多色の図柄であると数多くのスクリーン版が必要となって製作コストが上昇する。また、グラディエーション柄や非常に細かい絵柄の場合には、正確な図柄を得るのが実際上困難である。また、図柄層を構成する色インク層は、有色インクを多量に含んでいるので接着性に難点があり、このために粘着層および中間層の平面形状を図柄層よりも僅かでも大きくしなければならず、いわゆる型抜きシールとは見栄えが相当に異なってしまう。
【0007】
本発明は、従来の感圧性の転写シールに関する前記の問題点を改善するために提案されたものであり、少量多品種によって多数必要な型抜き模様に容易に対応できる型抜き状シールの製造法を提供することを目的としている。本発明の他の目的は、少量多品種であっても製造コストが比較的安価になる型抜き状シールの製造法を提供することである。本発明の別の目的は、有色の樹脂層を形成することで模様に変化を付与できる型抜き状シールの製造法を提供することである。
【課題を解決するための手段】
【0008】
本発明に係る模様取りシールの製造法では、スクリーン印刷において1または複数個の複雑な透過画像を形成したスクリーン版を用いる。このスクリーン版を用いてスクリーン印刷によって離型フィルムの上に粘着層を塗布し、さらに同じスクリーン版を用いてスクリーン印刷によって同じ平面形状の透明または有色の樹脂層を粘着層の上に積層する。この樹脂層の上にインクジェットプリンタによって着色模様を形成し、さらに同じスクリーン版を用いてスクリーン印刷によって艶出しまたは艶消しクリア層を粘着層の上に積層する。
【0009】
本発明の型抜き状シールの製造法において、所定の厚みの樹脂層を形成するために、樹脂層について同じスクリーン版を用いてスクリーン印刷を複数回行えばよい。この樹脂層は紫外線(UV)硬化型樹脂からなると好ましく、該樹脂層が紫外線の光エネルギーに反応して数秒で硬化するため、乾燥のための時間が不要である。また、型抜き状シールが剥離時に破損するのを防ぐために、シールシートに剥離可能なオーバーラッピングフィルムを貼り付けてもよい。
【発明の効果】
【0010】
本発明に係る型抜き状シールの製造法は、インクジェットプリンタを使用することにより、多色模様の型抜き状シールを同一のスクリーン版だけで作製できる。この結果、本発明方法で製造した型抜き状シールは、従来法による感圧接着性の型抜きシールに比べて少量多品種が容易で安価であり、必要な型抜き模様が非常に多数になっても容易に対応できる。また、本発明の製造法は、型抜き状シールが多品種であっても、異なる平面形状ごとに金型を作る必要がなく、製造コストを安価に設定できる。
【0011】
本発明方法で製造した型抜き状シールは、その樹脂層が比較的薄くて軟質であり、平らな被着体だけでなく、曲面および直角に近い屈折面に接着することが可能である。この型抜き状シールが離型フィルムから剥離する際に破れやすい場合には、シールシートに剥離可能なオーバーラッピングフィルムを貼り付けておくと、該型抜き状シールが離型フィルムから剥離する際に破れにくい。この型抜き状シールでは、樹脂層が白色であると被着体の色を隠蔽して表面模様を引き立て、さらに樹脂層が白色以外の有彩色であると、表面模様にデザイン的な変化を付与できる。
【0012】
本発明に係る型抜き状シールの製造法は、画像層を除くすべての層を同一のスクリーン版で作成することで迅速且つ安価に製造できる。この製造法において、樹脂層さらにクリア層にUV硬化型樹脂を用いると、紫外線を照射するだけで当該層を短時間で硬化できる。このため、この製造法では、樹脂層などの塗布後の乾燥のために高温の乾燥炉で長時間加熱する必要がなく、離型フィルムや離型紙が高温加熱で皺だらけになって型抜き状シールが不良品化することがない。
【図面の簡単な説明】
【0013】
【図1】本発明で用いるスクリーン版の一例を示す概略平面図である。
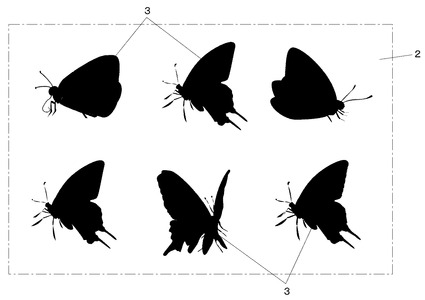
【図2】粘着層を塗布した離型フィルムを示す概略平面図である。
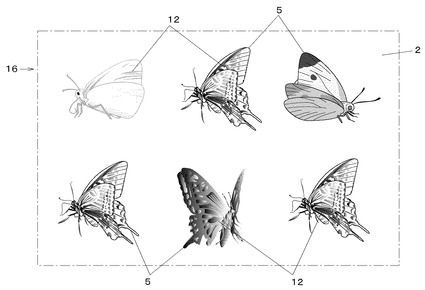
【図3】多色柄の型抜き状シールを形成した離型フィルムを示す概略平面図である。
【図4】多色模様を形成するためのインクジェットプリンタの一例を示す概略側面図である。
【図5】離型フィルム上に積層された型抜き状シールを示す概略断面図である。
【図6】離型フィルム上に積層された型抜き状シールの別の例を示す概略断面図である。
【発明を実施するための形態】
【0014】
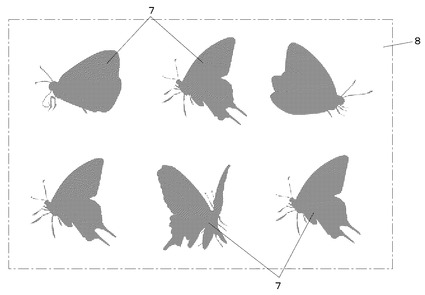
本発明方法で製造する型抜き状シール1には、図5に示すように、離型フィルム2または離型紙の上に粘着層3、樹脂層5および艶出しまたは艶消しクリア層6が積層されている。本発明方法において、粘着層3、樹脂層5およびクリア層6は、同一の透過画像7を有するスクリーン版8(図1)によって形成する。スクリーン版8には、1または複数個の複雑な平面形状の透過画像7が形成され、該透過画像は、直接または間接法の写真製版法によって現像・固化すればよい。スクリーン版8は、通常、50〜200メッシュであればよく、例えば100メッシュに統一しておく。
【0015】
型抜き状シール1を製造するには、図2に示すように、まず、スクリーン印刷によって離型フィルム2の上に粘着層3を形成する。この際に、用いる離型フィルム2は、合成紙、天然紙、ラミネート紙、ポリエステル,ポリエチレン,ポリプロピレン,ポリアミド、ポリ塩化ビニルなどのプラスチックフィルム、セロファン、ラミネート布などのいずれでもよい。離型フィルム2の厚みは、通常、15〜150μm、好ましくは20〜75μmである。離型フィルム2の表面に設ける離型層(図示しない)は、セルロース系、ポリアミド系、アクリル系樹脂などの公知の熱可塑性樹脂からなり、塗布またはスクリーン印刷で形成する。この離型層の厚みは、通常0.5〜10μmである。
【0016】
離型フィルム2上の粘着層3は、一般に溶剤型の感圧接着剤からなり、被着体の材質や形状に応じて厚みなどを調整し、塗布後に加熱によって溶剤を揮発させればよい。粘着層3は、一般に、指圧などの低圧力で被着体に接着し、剥離する際に被着体に痕跡を残さずに容易に剥がせる再剥離型であり、用途に応じて永久接着型の場合がある。粘着層3は、通常、1回または数回のスクリーン印刷によって設けると好ましく、その厚みは通常10〜200μmである。
【0017】
粘着層3を構成する感圧接着剤として、アクリル系、ゴム系、ポリウレタン系またはポリビニルエーテル系などの粘着剤が例示できる。この粘着剤には、必要に応じて、充填剤、白色インク、アルミニウム粉などの金属粉、粘着付与剤、レベリング剤、消泡剤のような添加剤を加えてもよい。永久接着型の場合には、例えば、ビニル基をアクリルポリマーに導入したり、イソシアネートなどの架橋剤を添加して架橋させてもよい。粘着層3の粘着力は、個別シールの大きさや、被着体の種類などによって好ましい値が異なる。一般的には、この粘着力は、JIS−Z0237に従って測定した値が約120〜2000g/25mm幅であり、好ましくは約200〜500g/25mm幅である。
【0018】
粘着層3の上には、同じスクリーン版8を用いてスクリーン印刷によって該粘着層の平面と同じ平面形状の樹脂層5を積層する。樹脂層5は、粘着押さえのためおよび画像層12の皮膜を補強し且つ伸縮性を増加させるため、画像層12に含まれる樹脂と親和性の高い樹脂を含有すると好ましい。樹脂層5は、透明であってもまたは被着体の地色が透過しない有色でもよく、被着体の地色が濃色である場合に応じて、白色インクを加えて白色で隠蔽力を増すと好ましく、例えば白色インクとして二酸化チタンを含有する。樹脂層5は、白色にすれば表面の多色模様である画像層12(図3)の再現性を高める。
【0019】
また、樹脂層5は、表面模様に変化を付与するため有彩色の樹脂層を設けてもよく、白色層とほぼ同様の組成でクリーム色、淡黄色、淡緑色、淡赤色、淡青色などが可能である。樹脂層5は、スクリーン印刷によって厚みが通常10〜120μmであり、樹脂層5を厚盛りする場合にはスクリーン印刷を4〜5回繰り返して80μmを超える厚さを得てもよい。樹脂層5は、ある程度の厚さで柔軟性とクッション性を付与すると型抜き状シール1の転写性能が良くなる。
【0020】
粘着層3には、UV硬化型樹脂を用いると好ましく、UV硬化型樹脂でスクリーン印刷で積層するごとに紫外線を照射して硬化させる。UV硬化型樹脂は、エポキシ、オキセタン、ビニルエーテルなどのカチオン重合型でも、アクリルレート、不飽和ポリエステルなどのラジカル重合型のいずれでもよい。UV硬化型樹脂において、好適なカチオン重合型の場合には、硬化速度が温度に依存して低温の加熱によって促進され、紫外線照射時に30〜70℃程度に加熱すると好ましい。カチオン重合型は、硬化収縮が2〜4%で少ないので、それが5〜10%であるラジカル重合型よりも好ましい。カチオン重合型は、ラジカル重合型に比べて臭気が弱く、皮膚刺激性も低い。
【0021】
樹脂層5に用いる樹脂は、溶剤揮発型も使用可能であり、例えば、フマル酸/エーテル化ジフェノール系ポリエステルなどのポリエステル系樹脂、エポキシ系樹脂、ポリウレタン系樹脂、シリコン系樹脂、ブチラール樹脂、低分子量ポリエチレン,エチレン−酢酸ビニル共重合体,低分子量ポリプロピレンなどのポリオレフィン系樹脂、ポリアミド系樹脂、ポリビニルアルコール樹脂、ポリフッ化ビニリデンなどのフッ素樹脂である。また、使用可能な樹脂として、ポリスチレン,水添スチレン樹脂,スチレン−イソプチレン共重合体.スチレン−ブタジエン共重合体,スチレン−ブタジエン−塩素化パラフィン共重合体などのポリスチレン系樹脂、ポリメチルメタクリレート,ポリエチルメタクリレート,ポリブチルメタクリレート,ポリグルシジルメタクリレート,メチルメタクリレート−ブチルメタクリレート共重合体、エチルメタクリレート−アクリル酸共重合体などのアクリル樹脂、スチレン−n−ブチルメタクリレート共重合体,スチレン−ジエチルアミノエチルメタクリレート共重合体,スチレン−メチルメタクリレート共重合体,スチレン−グリシジルメタクリレート共重合体,スチレン−メチルメタクリレート−n−ブチルアクリレート共重合体,スチレン−メチルメタクリレート−ブチルアクリレート−N−エトキシメチルアクリルアミド共重合体,スチレン−n−ブチルメタクリレート−無水マレイン酸共重合体,スチレン−n−ブチルメタクリレート−アクリル酸共重合体などのスチレン−(メタ)アクリル酸エステル共重合樹脂、テルぺン樹脂、イミド樹脂、ケトン樹脂、エチルセルロース、ロジン、アルキッド樹脂などでもよい。
【0022】
図3に示すように、樹脂層5の上には、インクジェットプリンタ10(図4)によって多色模様の画像層12を形成し、該画像層で具現化する印字模様は、インクジェットプリンタ10による単色または多色の複雑な表示である。インクジェットプリンタ10には、サーマル方式(蒸気バブル噴射)、圧電方式、連続(超音波)方式などのインクジェットプリンタを含む。画像層12に用いるインクは、型版を用いないインクジェットプリンタ10によって施されることにより、ユーザーの要望に対応できるオンデマンド方式の印刷法である。画像層12は、樹脂層5と強固に接着し、乾燥した際に皮膜形成が容易であることを要し、その厚みは特定されない。
【0023】
画像層12に関して、インクジェットプリンタ10で形成する場合には、その画像をインクジェット印刷に使用可能なインクからなる。例えば、このインクは油性インクであり、へッドのつまりなどを防ぐために高沸点の溶媒をベースとすると好ましい。高沸点溶媒としては、エチレングリコール,ジエチレングリコール,トリエチレングリコール,プロピレングリコ−ル,ジプロピレングリコール,へキシレングリコ一ル,ポリエチレングリコール,ポリプロピレングリコールなどの高沸点低揮発性の多価アルコール類、またはそのモノエ一テル化物、ジエーテル化物、エステル化物であるエチレングリコールモノメチルエーテル,ジエチレングリコールモノメチルエーテル,ジプロピレングリコールモノメチルエーテルなど、ポリエチレングリコ一ル,ポリプロピレングリコールなどのポリアルキレングリコール類、グリセリンなどのパラフイン系炭化水素類、石油ナフサ系溶剤類、ナフテン系炭化水素類、芳香族系炭化水素類などが例示できる。
【0024】
この油性インクについて、速乾性を増すために、より揮発性の高い溶剤を前記の溶媒と混合したり、または単独で加えてもよい。この溶剤として、例えぱ、エチルアルコール,イソプロピルアルコールなどのアルキルアルコール類、アセトン,メチルエチルケトンなどのケトン類、トルエン,キシレンなどの芳香族炭化水素類、酢酸エチルなどのエステル類、ジメチルホルムアミド,ジメチルアセトアミドなどのアミド類、ジオキサン,テトラヒドロフランなどのエ一テル類などが例示できる。
【0025】
インクジェットプリンタ10では、インク用の着色剤として公知のインク、染料を用いることができ、インクとしては前記の湿式トナーの着色剤が同様に使用できる。この染料は、水不溶性の油溶性染料や分散染料を溶媒に分散または溶解した態様で用いる。水不溶性の染料は、例えば、ジアリールメタン系、トリアリールメタン系、チアゾ−ル系、メチン系、アゾメチン系、キサンチン系、オキサジン系、アゾおよびアゾ系誘導体、アントラキノン誘導体、キノフタロン誘導体、スピロジピラン系、イソドリノスビロピラン系、フルオラン系の染料である。
【0026】
油性インクの溶媒には、分散性、定着性向上のために、可溶または不溶の樹脂類を含有させてもよい。この樹脂は、ポリビニルアルコール類、ポリビニルピロリドン,エチレン−酢酸ビニル共重合体などのエチレン系樹脂、ポリアクリル酸,アクリル酸−アクリロニトリル共重合体などのアクリル樹脂、酢酸ビニル−アクリル酸エステル共重合体,酢酸ビニル−脂肪酸ビニルエチレン共重合体などの酢酸ビニル共重合樹脂、蛋白質、天然ゴム類、グルコシド、セルロ−ス誘導体、ポリアミド樹脂、ロジン及びロジンエステル類、テルぺンフェノール樹脂、アルキッド樹脂、スチレン樹脂、メラミン樹脂などである。
【0027】
さらに、界面活性剤、防腐剤、防黴剤、pH調整剤、消泡剤、紫外線吸収剤、粘度調整剤、表面張力調整剤として、ポリオキシエチレン化合物の脂肪酸エステル型,ポリエチレンオキサイド縮合型などのノニオン界面活性剤、高級脂肪酸塩、高級アルキルジカルボン酸塩、高級アルコール硫酸エステル塩、高級アルキルスルホン酸塩、高級脂肪酸とアミノ酸の縮合物、スルホ琥珀酸エステル塩、ナフテン酸塩などのアニオン界面活性剤、脂肪酸アミン塩、第4アンモニウム塩、スルホニウム塩、ホスフォニウム塩などのカチオン界面活性剤、ベタイン型などの両性界面活性剤など必要に応じて添加してもよい。
【0028】
インクジェットプリンタ10では、樹脂層5の上に鮮明な画像を形成するために、好ましくはホットメルトインクまたはUV硬化性インクを用いる。ホットメルトインクは、常温では固体または高粘度液体であり、記録時は加熱によって溶融・低粘度化される。
【0029】
ホットメルトインクの溶剤として、パラフィンワックス、カルナパワックス、キャンデリラワックス、木ロウ、ミツロウ、ラノリン、パラフィンフックス誘導体、マイクロクリスタリンワックス、α−オレフィン無水マレイン酸共重合体ワックスなどのワックス類を用いる。他の溶剤では、ステアリン酸,ミリスチン酸,パルミチン酸などの脂肪酸類、ステアリルアルコ−ル,ポリビニルエーテルなどの高級アルコール類、ソルビタンモノステアレートなどの多価アルコール脂肪酸エステル類、ポリオレフィン樹脂類、エポキシ樹脂類、ポリアミド樹脂類、ポリエステル樹脂類、ウレタン樹脂類などが例示できる。
【0030】
UV硬化性インクは、プレポリマー、モノマー、光開始剤及び着色剤を主成分とし、紫外線の照射で直ちに硬化する。このプレポリマーとしては、ポリエステルアクリレート、ポリウレタンアクリレート、エポキシアクリレート、ポリエーテルアクリレート、オリゴアクリレート、アルキドアクリレート、ポリオールアクリレート、シリコンアクリレートなどのプレポリマーのいずれかであればよい。好適なモノマーとして、スチレン,酢酸ビニルなどのビニルモノマー、n−ヘキシルアクリレート,フェノキシエチルアクリレートなどの単官能アクリルモノマー,ジエチレングリコールジアクリレート,1,6−ヘキサンジオールジアクリレート,ヒドロキシピペリン酸エステルネオペンチルグリコールジアクリレート,トリメチロールプロパントリアクリレート,ジペンタエリストールヘキサアクリレートなどの多官能アクリルモノマーが例示できる。これらのプレポリマーやモノマーは、単独または2種以上混含して用いる。
【0031】
UV硬化性インクにおける光重合開始剤は、イソブチルベンゾインエーテル、イソプロピルベンゾインエーテル、ベンゾインエチルエーテル、ベンゾインメチルエーテル、1−フェニル−l,2−プロパジオン−2−オキシム、2,2−ジメトキシ−2−フェニルアセトフェノン、ベンジル、ヒドロキシシクロヘキシルフェニルケトン、ジエトキシアセトフェノン、2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン、ベンゾフェノン、クロロチオキサントン、2−クロロチオキサントン、イソプロピルチオキサントン、2−メチルチオキサントン、塩素置換ベンゾフェノン、ハロゲン置換アルキル−アリルケトンなどであり、所定の硬化特性、記録特性を得るために適宜選択して用いる。所望に応じて、脂肪族アミン、芳香族アミンなどの光開始助剤、チオキサンソンなどの光鋭感剤などを添加してもよい。
【0032】
画像層12は、厚さが5〜10μm程度であり、図3のようなカラー写真、取り扱い絵表示、商標名,生産地や製造者名、図形商標、キャラクターデザインなどであり、インクジェットプリンタ10による多色表示であるから汎用性が高い。画像層12は、インクジェットプリンタ10で形成したインクおよび溶媒を含む油性インクの色層であり、この色層には、ある程度の伸縮性しか付与できないので、その亀裂や剥離がシール転写後に生じないように、樹脂層5の伸縮性を適宜に抑制することを要する。
【0033】
画像層12の一部または全部に、蓄光インク、発光インク、蛍光インク、香料インク、ミラーインク、夜光蓄光インク、フォットクロミックインクなどを加えた層が存在すれば、夜間発光や鏡面反射のような特殊効果を得ることができる。蓄光インクは、太陽や電燈などの光線を吸収して蓄積し、これを徐々に放出させて発光する性質を持った顔料を含有し、吸収と発光を何回でも繰返すことができる。N夜光蓄光インクは、蓄光インクより蓄光・発光効果が大幅に上昇している。フォットクロミックインクは、太陽光が当たることによって緑色、黄色、青色などに発色し、太陽光が遮断すると無色に戻る。
【0034】
最上層である艶出しまたは艶消しクリア層6(図5)は、透明または半透明の樹脂皮膜であり、型抜き状シール1のデザイン性を高めるとともに、画像層12を摩擦や衝撃などから守り、薬品付着、溶剤付着などの化学的影響からも保護する。クリア層6は、ポリアミド系、ポリエステル系、アクリル系樹脂などまたはこれらの樹脂を適宜組み合わせた混合樹脂からなり、さらに艶出しのグロスインクまたは艶消しのマットインクを含有する。クリア層6は、UV硬化型樹脂であっても、イソシアネート樹脂のような反応性樹脂を含むことで印刷前後に架橋または部分架橋反応を生起したり、反応性樹脂を含まないことで架橋反応しなくてもよい。クリア層6は、スクリーン印刷で形成し、その厚みは通常5〜30μmである。
【0035】
クリア層6において、公知のグロスインクとして、例えば、帝国インキ製造製の商品名:セリコールEGスクリーンインク(別名、ポリエステル用グロスインク)、セイコーアドバンス社製の商品名:SG700シリーズなどのビニル系インクを使用してもよい。また、公知のマットインクとして、例えば、平均分子量1000〜6000のエポキシ樹脂、高エーテル化アミノ樹脂、飽和型ポリエステル樹脂、親水性シリカ、スルホン酸化合物を含有する。エポキシ樹脂は、数平均分子量1000〜6000のビスフェノールA型エポキシ樹脂またはビスフェノールF型エポキシ樹脂を用いることが好ましく、ジャパンエポキシレジン製の商品名:JER1004、旭化成エポキシ製の商品名:AER6099、大日本インキ化学工業製の商品名:エピクロン7050などが例示できる。ポリエステル樹脂としては、東洋紡績製の商品名:バイロン200、バイロンGK250、ユニチカ製の商品名:エリーテルUE−3200などが例示できる。また、マットインクには、樹脂成分として、エポキシ樹脂、ケトン樹脂、ロジン変性フェノール樹脂、石油樹脂などであり、さらに平均粒子径が0.8〜5μmの熱膨張性マイクロカプセルをインキ全体の1〜30質量%含有してもよい。
【0036】
オーバーラッピングフィルム14(図6)は、一般にクリア層6が硬くて転写しにくい場合などに、型抜き状シール1を有するシールシート16の全面に貼着すると望ましい。フィルム14には、さらに位置決め線を印刷する場合もある。オーバーラッピングフィルム14と画像層12との密着力は、離型フィルム2と粘着層3との密着力よりも強いことが必要である。フィルム14は、感圧転写の際に樹脂層5および粘着層3へ転写力が伝わりやすいように柔らかい素材が好ましく、ポリプロピレンまたはポリ塩化ビニルなどを用いる。オーバーラッピングフィルム14は、型抜き状シール1の未使用時にクリア層6および画像層12を保護し、感圧転写の後には廃棄するので安価なものでよい。フィルム2の厚みは、通常、20〜150μmである。
【実施例1】
【0037】
次に、本発明を実施例に基づいて説明するが、本発明は実施例に限定されるものではない。本発明で用いるスクリーン版8は、図1に例示するように、写真製版法によって形成された複数個の複雑な透過画像7を有する。透過画像7における蝶の細長い触覚、脚、羽根先などは、実際には図示したものと異なり、シール剥離時に破損しないように一般に羽根本体と太くつながっている。
【0038】
図2において、離型フィルム2として厚さ25μmの離型紙を用いる。粘着層3を構成する感圧接着剤は、自己架橋性のポリアクリルエステル共重合体である。各粘着層3は、100メッシュのスクリーン版8を用いたスクリーン印刷によって離型紙の上に塗布され、塗布後に数時間の加熱によって溶剤を揮発させる。1回印刷した後の粘着層3の厚みは約20μmである。
【0039】
樹脂層5は、100メッシュの同じスクリーン版8を用いて、粘着層3の上に、二酸化チタンを加えたUV硬化性エポキシ樹脂を3回印刷して積層ごとに紫外線を照射して30〜50℃で硬化させると、得た樹脂層5の平面形状は粘着層のそれと同じである(図5参照)。樹脂層5は、被着体の地色を隠蔽することが可能な白色であり、3回印刷の後の厚みは約60μmである。
【0040】
各樹脂層5の上には、図3に例示するように、インクジェットプリンタ10(図4)によって厚さ6μm程度の画像層12を形成し(図5参照)、図3では多色の蝶の写真図柄である。図4には、使用するインクジェットプリンタ10の例を概略で示している。粘着層3および樹脂層5を形成したシールシート16は、ロール状である場合には図4の矢印方向に走行させてインクジェットプリンタ10を通過する間に、水平に搬送時において印字される。
【0041】
インクジェットプリンタ10は、印字ヘッド18およびテープ搬送ローラ(図示しない)を備え、該ヘッドと搬送機構はともに制御機構を構成するCPU20によって制御され、画像データを保存したハードディスク22などを制御コンピュータ24を経由してCPU20に接続する。図示しないけれども、インクジェットプリンタ10には、オペレータが操作するモニタとキーボードなどを制御コンピュータ24に接続している。
【0042】
印字ヘッド18において、インクタンク26からインクをノズル28からシールシート16の表面に印字し、多色の印字であれば色数に応じて複数のノズルおよびインクタンクを設置する。印字ヘッド18は、固定式または走査式であり、固定式の場合には、ノズル28はシールシート16の全幅に存在し、搬送ローラ(図示しない)によってシールシート16が連続的に走行するのに合わせてインクを吐出する。この搬送ローラ対を回転するモータは、CPU20の制御下にある。また、走査式の印字ヘッドでは、シールシート16は搬送ローラによって定量走行した後に停止し、停止の間に印字ヘッドが横幅間を移動する。
【0043】
ノズル28は、CPU20により個別に制御され、該CPUは制御コンピュータ24からの命令を受け取る。制御コンピュータ24は、所望の画像データに対応するコードを格納するメモリを含み、複数の画像イメージを制御コンピュータ24のメモリにあらかじめ格納しておいてもよい。CPU20は、制御コンピュータ24から送信される印刷命令にしたがって印字ヘッド18を制御する。
【0044】
インクジェットプリンタ10において、インクタンク26内のインクは油性インクであり、ノズル28のつまりなどを防ぐために高沸点の溶媒をベースとすると好ましい。この油性インクについて、速乾性を増すために、より揮発性の高い溶剤を前記の溶媒と混合したり、または単独で加えてもよい。インク用の着色剤は、公知のインクおよび染料を用いる。この染料として、水不溶性の油溶性染料を溶媒に分散または溶解した態様で用い、水不溶性の染料は、例えば、ジアリールメタン系、トリアリールメタン系またはチアゾ−ル系の染料である。
【0045】
艶出しクリア層6は、図5に示すように、樹脂層5つまり画像層12の上に積層して乾燥する。艶出しクリア層6は、グロスインクであるセリコールEGスクリーンインク(商品名)を添加したポリエステル樹脂からなる。クリア層6は、100メッシュの同じスクリーン版8によって積層して乾燥し、得たクリア層6の厚みは約10μmである。
【0046】
型抜き状シール1は、樹脂層5が比較的強靱であるので離型紙から剥がす際に破損することが少なく、被着体の上に指圧だけで貼着できる。型抜き状シール1を使用した後に剥がす際は、樹脂層5が強靱であることにより、ゆっくり剥がすと綺麗に剥がすことができる。粘着層3には、耐薬品性を有し水気があっても剥がれにくくて長持ちするポリウレタン系樹脂を使用してもよい。
【実施例2】
【0047】
実施例1と同様の100メッシュのスクリーン版8において、写真製版法によって多数の花柄の透過画像を形成する。実施例1と同じ素材の粘着層3を離型紙の上に形成し、該粘着層の平面形状は多数の花柄形状である。また、樹脂層5として、同じスクリーン版8を用いて、二酸化チタンを加えたUV硬化性エポキシ樹脂を2回印刷して積層ごとに紫外線を照射して30〜50℃で硬化させ、得た樹脂層5の平面形状は粘着層のそれと同じである。樹脂層5は、2回印刷の後の厚みは約40μmである。樹脂層5の上には、インクジェットプリンタ10によって多色模様の花柄の画像層を形成する。
【0048】
次に、同じスクリーン版8を用いて、厚さ約20μmの艶消しクリア層6を樹脂層5つまり画像層12の上に積層する。艶消しクリア層6に用いるマットインクは、平均分子量3000のビスフェノールA型エポキシ樹脂、高エーテル化アミノ樹脂、飽和型ポリエステル樹脂(商品名:バイロン200)、親水性シリカ、スルホン酸化合物などからなる。クリア層6は、100メッシュのスクリーン版8によって積層して乾燥する。
【0049】
さらに、厚さ30μmのポリプロピレンのオーバーラッピングフィルム14を、型抜き状シール1を有するシールシート16の全面に貼着する。さらに、フィルム14に黒インクで適宜の位置決め線を多数印刷する。オーバーラッピングフィルム14は、画像層12との密着力が離型紙と粘着層3との密着力よりも強く、感圧転写の際に樹脂層5および粘着層3へ転写力が伝わりやすいように柔らかい。
【0050】
実施例2の型抜き状シールは、まず離型紙を剥がし、個々のシールを含むフィルム14を適当な大きさに裁断すればよい。フィルム14の位置決め線に基づいて該シールを正確に位置決めしてから、粘着層3を被着体に貼着し、ついでフィルム14を剥離すればよい。オーバーラッピングフィルム14が介在するので、樹脂層5が軟質であっても、この型抜き状シールは離型紙から剥がす際に伸びたり破損することが少なく、該シールの貼着が容易である。この型抜き状シールは、比較的薄くて柔らかいので曲面および直角に近い屈折面において接着することが可能である。
【符号の説明】
【0051】
1 型抜き状シール
2 離型フィルム
3 粘着層
5 樹脂層
6 艶出しまたは艶消しクリア層
8 スクリーン版
10 インクジェットプリンタ
12 画像層
14 オーバーラッピングフィルム
16 シールシート
【技術分野】
【0001】
本発明は、少量多品種が容易であり、且つ複雑な型抜き模様が多数必要であっても製造コストが比較的安価である型抜き状シールの製造法に関する。
【背景技術】
【0002】
文具やかばん類に貼り付ける型抜きシールやステッカーは、従来では、特開平6−308888号または特開平7−72797号などで開示するように、トムソンカッターを用いた半抜きつまりハーフカット加工によって製造していた。個別のシールやステッカーとなるシート状の図柄シートは、感圧接着剤つまり粘着剤を介してその裏側に薄い離型フィルムが貼り付けられ、その貼り付けの後に、トムソンカッターによって図柄シートを半抜き加工してから抜きかすを除去することにより、離型フィルムで支持された型抜き状シールやステッカーを得ることができる。
【0003】
トムソンカッターを用いた半抜き加工では、図柄の平面図形に応じた抜き型をそのつど製造しなければならず、図柄の種類が多いうえに個別の作製枚数が少ないとコスト高になってしまう。また、シート状の図柄シートから抜きかすを除去するため、原材料について無駄が多く、抜きかすである廃棄物を処理するための費用も必要になる。
【0004】
このため、半抜き加工を要しない感圧性の転写シールが、現在では広く使用されている。感圧性の転写シールを製造するには、離型フィルムの上にスクリーン印刷によって図柄層を設ける。この図柄層上には、クリア層やコート層と称する中間層を介して粘着層を印刷すればよい。この種の転写シールは、例えば、特開2000−289393号や特開2003−231393号などに開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平6−308888号公報
【特許文献2】特開平7−72797号公報
【特許文献3】特開2000−289393号公報
【特許文献4】特開2003−231393号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
従来の感圧性の転写シールは、通常、色柄ごとに異なるスクリーン版を用いるスクリーン印刷によって図柄を印刷するために、多色の図柄であると数多くのスクリーン版が必要となって製作コストが上昇する。また、グラディエーション柄や非常に細かい絵柄の場合には、正確な図柄を得るのが実際上困難である。また、図柄層を構成する色インク層は、有色インクを多量に含んでいるので接着性に難点があり、このために粘着層および中間層の平面形状を図柄層よりも僅かでも大きくしなければならず、いわゆる型抜きシールとは見栄えが相当に異なってしまう。
【0007】
本発明は、従来の感圧性の転写シールに関する前記の問題点を改善するために提案されたものであり、少量多品種によって多数必要な型抜き模様に容易に対応できる型抜き状シールの製造法を提供することを目的としている。本発明の他の目的は、少量多品種であっても製造コストが比較的安価になる型抜き状シールの製造法を提供することである。本発明の別の目的は、有色の樹脂層を形成することで模様に変化を付与できる型抜き状シールの製造法を提供することである。
【課題を解決するための手段】
【0008】
本発明に係る模様取りシールの製造法では、スクリーン印刷において1または複数個の複雑な透過画像を形成したスクリーン版を用いる。このスクリーン版を用いてスクリーン印刷によって離型フィルムの上に粘着層を塗布し、さらに同じスクリーン版を用いてスクリーン印刷によって同じ平面形状の透明または有色の樹脂層を粘着層の上に積層する。この樹脂層の上にインクジェットプリンタによって着色模様を形成し、さらに同じスクリーン版を用いてスクリーン印刷によって艶出しまたは艶消しクリア層を粘着層の上に積層する。
【0009】
本発明の型抜き状シールの製造法において、所定の厚みの樹脂層を形成するために、樹脂層について同じスクリーン版を用いてスクリーン印刷を複数回行えばよい。この樹脂層は紫外線(UV)硬化型樹脂からなると好ましく、該樹脂層が紫外線の光エネルギーに反応して数秒で硬化するため、乾燥のための時間が不要である。また、型抜き状シールが剥離時に破損するのを防ぐために、シールシートに剥離可能なオーバーラッピングフィルムを貼り付けてもよい。
【発明の効果】
【0010】
本発明に係る型抜き状シールの製造法は、インクジェットプリンタを使用することにより、多色模様の型抜き状シールを同一のスクリーン版だけで作製できる。この結果、本発明方法で製造した型抜き状シールは、従来法による感圧接着性の型抜きシールに比べて少量多品種が容易で安価であり、必要な型抜き模様が非常に多数になっても容易に対応できる。また、本発明の製造法は、型抜き状シールが多品種であっても、異なる平面形状ごとに金型を作る必要がなく、製造コストを安価に設定できる。
【0011】
本発明方法で製造した型抜き状シールは、その樹脂層が比較的薄くて軟質であり、平らな被着体だけでなく、曲面および直角に近い屈折面に接着することが可能である。この型抜き状シールが離型フィルムから剥離する際に破れやすい場合には、シールシートに剥離可能なオーバーラッピングフィルムを貼り付けておくと、該型抜き状シールが離型フィルムから剥離する際に破れにくい。この型抜き状シールでは、樹脂層が白色であると被着体の色を隠蔽して表面模様を引き立て、さらに樹脂層が白色以外の有彩色であると、表面模様にデザイン的な変化を付与できる。
【0012】
本発明に係る型抜き状シールの製造法は、画像層を除くすべての層を同一のスクリーン版で作成することで迅速且つ安価に製造できる。この製造法において、樹脂層さらにクリア層にUV硬化型樹脂を用いると、紫外線を照射するだけで当該層を短時間で硬化できる。このため、この製造法では、樹脂層などの塗布後の乾燥のために高温の乾燥炉で長時間加熱する必要がなく、離型フィルムや離型紙が高温加熱で皺だらけになって型抜き状シールが不良品化することがない。
【図面の簡単な説明】
【0013】
【図1】本発明で用いるスクリーン版の一例を示す概略平面図である。
【図2】粘着層を塗布した離型フィルムを示す概略平面図である。
【図3】多色柄の型抜き状シールを形成した離型フィルムを示す概略平面図である。
【図4】多色模様を形成するためのインクジェットプリンタの一例を示す概略側面図である。
【図5】離型フィルム上に積層された型抜き状シールを示す概略断面図である。
【図6】離型フィルム上に積層された型抜き状シールの別の例を示す概略断面図である。
【発明を実施するための形態】
【0014】
本発明方法で製造する型抜き状シール1には、図5に示すように、離型フィルム2または離型紙の上に粘着層3、樹脂層5および艶出しまたは艶消しクリア層6が積層されている。本発明方法において、粘着層3、樹脂層5およびクリア層6は、同一の透過画像7を有するスクリーン版8(図1)によって形成する。スクリーン版8には、1または複数個の複雑な平面形状の透過画像7が形成され、該透過画像は、直接または間接法の写真製版法によって現像・固化すればよい。スクリーン版8は、通常、50〜200メッシュであればよく、例えば100メッシュに統一しておく。
【0015】
型抜き状シール1を製造するには、図2に示すように、まず、スクリーン印刷によって離型フィルム2の上に粘着層3を形成する。この際に、用いる離型フィルム2は、合成紙、天然紙、ラミネート紙、ポリエステル,ポリエチレン,ポリプロピレン,ポリアミド、ポリ塩化ビニルなどのプラスチックフィルム、セロファン、ラミネート布などのいずれでもよい。離型フィルム2の厚みは、通常、15〜150μm、好ましくは20〜75μmである。離型フィルム2の表面に設ける離型層(図示しない)は、セルロース系、ポリアミド系、アクリル系樹脂などの公知の熱可塑性樹脂からなり、塗布またはスクリーン印刷で形成する。この離型層の厚みは、通常0.5〜10μmである。
【0016】
離型フィルム2上の粘着層3は、一般に溶剤型の感圧接着剤からなり、被着体の材質や形状に応じて厚みなどを調整し、塗布後に加熱によって溶剤を揮発させればよい。粘着層3は、一般に、指圧などの低圧力で被着体に接着し、剥離する際に被着体に痕跡を残さずに容易に剥がせる再剥離型であり、用途に応じて永久接着型の場合がある。粘着層3は、通常、1回または数回のスクリーン印刷によって設けると好ましく、その厚みは通常10〜200μmである。
【0017】
粘着層3を構成する感圧接着剤として、アクリル系、ゴム系、ポリウレタン系またはポリビニルエーテル系などの粘着剤が例示できる。この粘着剤には、必要に応じて、充填剤、白色インク、アルミニウム粉などの金属粉、粘着付与剤、レベリング剤、消泡剤のような添加剤を加えてもよい。永久接着型の場合には、例えば、ビニル基をアクリルポリマーに導入したり、イソシアネートなどの架橋剤を添加して架橋させてもよい。粘着層3の粘着力は、個別シールの大きさや、被着体の種類などによって好ましい値が異なる。一般的には、この粘着力は、JIS−Z0237に従って測定した値が約120〜2000g/25mm幅であり、好ましくは約200〜500g/25mm幅である。
【0018】
粘着層3の上には、同じスクリーン版8を用いてスクリーン印刷によって該粘着層の平面と同じ平面形状の樹脂層5を積層する。樹脂層5は、粘着押さえのためおよび画像層12の皮膜を補強し且つ伸縮性を増加させるため、画像層12に含まれる樹脂と親和性の高い樹脂を含有すると好ましい。樹脂層5は、透明であってもまたは被着体の地色が透過しない有色でもよく、被着体の地色が濃色である場合に応じて、白色インクを加えて白色で隠蔽力を増すと好ましく、例えば白色インクとして二酸化チタンを含有する。樹脂層5は、白色にすれば表面の多色模様である画像層12(図3)の再現性を高める。
【0019】
また、樹脂層5は、表面模様に変化を付与するため有彩色の樹脂層を設けてもよく、白色層とほぼ同様の組成でクリーム色、淡黄色、淡緑色、淡赤色、淡青色などが可能である。樹脂層5は、スクリーン印刷によって厚みが通常10〜120μmであり、樹脂層5を厚盛りする場合にはスクリーン印刷を4〜5回繰り返して80μmを超える厚さを得てもよい。樹脂層5は、ある程度の厚さで柔軟性とクッション性を付与すると型抜き状シール1の転写性能が良くなる。
【0020】
粘着層3には、UV硬化型樹脂を用いると好ましく、UV硬化型樹脂でスクリーン印刷で積層するごとに紫外線を照射して硬化させる。UV硬化型樹脂は、エポキシ、オキセタン、ビニルエーテルなどのカチオン重合型でも、アクリルレート、不飽和ポリエステルなどのラジカル重合型のいずれでもよい。UV硬化型樹脂において、好適なカチオン重合型の場合には、硬化速度が温度に依存して低温の加熱によって促進され、紫外線照射時に30〜70℃程度に加熱すると好ましい。カチオン重合型は、硬化収縮が2〜4%で少ないので、それが5〜10%であるラジカル重合型よりも好ましい。カチオン重合型は、ラジカル重合型に比べて臭気が弱く、皮膚刺激性も低い。
【0021】
樹脂層5に用いる樹脂は、溶剤揮発型も使用可能であり、例えば、フマル酸/エーテル化ジフェノール系ポリエステルなどのポリエステル系樹脂、エポキシ系樹脂、ポリウレタン系樹脂、シリコン系樹脂、ブチラール樹脂、低分子量ポリエチレン,エチレン−酢酸ビニル共重合体,低分子量ポリプロピレンなどのポリオレフィン系樹脂、ポリアミド系樹脂、ポリビニルアルコール樹脂、ポリフッ化ビニリデンなどのフッ素樹脂である。また、使用可能な樹脂として、ポリスチレン,水添スチレン樹脂,スチレン−イソプチレン共重合体.スチレン−ブタジエン共重合体,スチレン−ブタジエン−塩素化パラフィン共重合体などのポリスチレン系樹脂、ポリメチルメタクリレート,ポリエチルメタクリレート,ポリブチルメタクリレート,ポリグルシジルメタクリレート,メチルメタクリレート−ブチルメタクリレート共重合体、エチルメタクリレート−アクリル酸共重合体などのアクリル樹脂、スチレン−n−ブチルメタクリレート共重合体,スチレン−ジエチルアミノエチルメタクリレート共重合体,スチレン−メチルメタクリレート共重合体,スチレン−グリシジルメタクリレート共重合体,スチレン−メチルメタクリレート−n−ブチルアクリレート共重合体,スチレン−メチルメタクリレート−ブチルアクリレート−N−エトキシメチルアクリルアミド共重合体,スチレン−n−ブチルメタクリレート−無水マレイン酸共重合体,スチレン−n−ブチルメタクリレート−アクリル酸共重合体などのスチレン−(メタ)アクリル酸エステル共重合樹脂、テルぺン樹脂、イミド樹脂、ケトン樹脂、エチルセルロース、ロジン、アルキッド樹脂などでもよい。
【0022】
図3に示すように、樹脂層5の上には、インクジェットプリンタ10(図4)によって多色模様の画像層12を形成し、該画像層で具現化する印字模様は、インクジェットプリンタ10による単色または多色の複雑な表示である。インクジェットプリンタ10には、サーマル方式(蒸気バブル噴射)、圧電方式、連続(超音波)方式などのインクジェットプリンタを含む。画像層12に用いるインクは、型版を用いないインクジェットプリンタ10によって施されることにより、ユーザーの要望に対応できるオンデマンド方式の印刷法である。画像層12は、樹脂層5と強固に接着し、乾燥した際に皮膜形成が容易であることを要し、その厚みは特定されない。
【0023】
画像層12に関して、インクジェットプリンタ10で形成する場合には、その画像をインクジェット印刷に使用可能なインクからなる。例えば、このインクは油性インクであり、へッドのつまりなどを防ぐために高沸点の溶媒をベースとすると好ましい。高沸点溶媒としては、エチレングリコール,ジエチレングリコール,トリエチレングリコール,プロピレングリコ−ル,ジプロピレングリコール,へキシレングリコ一ル,ポリエチレングリコール,ポリプロピレングリコールなどの高沸点低揮発性の多価アルコール類、またはそのモノエ一テル化物、ジエーテル化物、エステル化物であるエチレングリコールモノメチルエーテル,ジエチレングリコールモノメチルエーテル,ジプロピレングリコールモノメチルエーテルなど、ポリエチレングリコ一ル,ポリプロピレングリコールなどのポリアルキレングリコール類、グリセリンなどのパラフイン系炭化水素類、石油ナフサ系溶剤類、ナフテン系炭化水素類、芳香族系炭化水素類などが例示できる。
【0024】
この油性インクについて、速乾性を増すために、より揮発性の高い溶剤を前記の溶媒と混合したり、または単独で加えてもよい。この溶剤として、例えぱ、エチルアルコール,イソプロピルアルコールなどのアルキルアルコール類、アセトン,メチルエチルケトンなどのケトン類、トルエン,キシレンなどの芳香族炭化水素類、酢酸エチルなどのエステル類、ジメチルホルムアミド,ジメチルアセトアミドなどのアミド類、ジオキサン,テトラヒドロフランなどのエ一テル類などが例示できる。
【0025】
インクジェットプリンタ10では、インク用の着色剤として公知のインク、染料を用いることができ、インクとしては前記の湿式トナーの着色剤が同様に使用できる。この染料は、水不溶性の油溶性染料や分散染料を溶媒に分散または溶解した態様で用いる。水不溶性の染料は、例えば、ジアリールメタン系、トリアリールメタン系、チアゾ−ル系、メチン系、アゾメチン系、キサンチン系、オキサジン系、アゾおよびアゾ系誘導体、アントラキノン誘導体、キノフタロン誘導体、スピロジピラン系、イソドリノスビロピラン系、フルオラン系の染料である。
【0026】
油性インクの溶媒には、分散性、定着性向上のために、可溶または不溶の樹脂類を含有させてもよい。この樹脂は、ポリビニルアルコール類、ポリビニルピロリドン,エチレン−酢酸ビニル共重合体などのエチレン系樹脂、ポリアクリル酸,アクリル酸−アクリロニトリル共重合体などのアクリル樹脂、酢酸ビニル−アクリル酸エステル共重合体,酢酸ビニル−脂肪酸ビニルエチレン共重合体などの酢酸ビニル共重合樹脂、蛋白質、天然ゴム類、グルコシド、セルロ−ス誘導体、ポリアミド樹脂、ロジン及びロジンエステル類、テルぺンフェノール樹脂、アルキッド樹脂、スチレン樹脂、メラミン樹脂などである。
【0027】
さらに、界面活性剤、防腐剤、防黴剤、pH調整剤、消泡剤、紫外線吸収剤、粘度調整剤、表面張力調整剤として、ポリオキシエチレン化合物の脂肪酸エステル型,ポリエチレンオキサイド縮合型などのノニオン界面活性剤、高級脂肪酸塩、高級アルキルジカルボン酸塩、高級アルコール硫酸エステル塩、高級アルキルスルホン酸塩、高級脂肪酸とアミノ酸の縮合物、スルホ琥珀酸エステル塩、ナフテン酸塩などのアニオン界面活性剤、脂肪酸アミン塩、第4アンモニウム塩、スルホニウム塩、ホスフォニウム塩などのカチオン界面活性剤、ベタイン型などの両性界面活性剤など必要に応じて添加してもよい。
【0028】
インクジェットプリンタ10では、樹脂層5の上に鮮明な画像を形成するために、好ましくはホットメルトインクまたはUV硬化性インクを用いる。ホットメルトインクは、常温では固体または高粘度液体であり、記録時は加熱によって溶融・低粘度化される。
【0029】
ホットメルトインクの溶剤として、パラフィンワックス、カルナパワックス、キャンデリラワックス、木ロウ、ミツロウ、ラノリン、パラフィンフックス誘導体、マイクロクリスタリンワックス、α−オレフィン無水マレイン酸共重合体ワックスなどのワックス類を用いる。他の溶剤では、ステアリン酸,ミリスチン酸,パルミチン酸などの脂肪酸類、ステアリルアルコ−ル,ポリビニルエーテルなどの高級アルコール類、ソルビタンモノステアレートなどの多価アルコール脂肪酸エステル類、ポリオレフィン樹脂類、エポキシ樹脂類、ポリアミド樹脂類、ポリエステル樹脂類、ウレタン樹脂類などが例示できる。
【0030】
UV硬化性インクは、プレポリマー、モノマー、光開始剤及び着色剤を主成分とし、紫外線の照射で直ちに硬化する。このプレポリマーとしては、ポリエステルアクリレート、ポリウレタンアクリレート、エポキシアクリレート、ポリエーテルアクリレート、オリゴアクリレート、アルキドアクリレート、ポリオールアクリレート、シリコンアクリレートなどのプレポリマーのいずれかであればよい。好適なモノマーとして、スチレン,酢酸ビニルなどのビニルモノマー、n−ヘキシルアクリレート,フェノキシエチルアクリレートなどの単官能アクリルモノマー,ジエチレングリコールジアクリレート,1,6−ヘキサンジオールジアクリレート,ヒドロキシピペリン酸エステルネオペンチルグリコールジアクリレート,トリメチロールプロパントリアクリレート,ジペンタエリストールヘキサアクリレートなどの多官能アクリルモノマーが例示できる。これらのプレポリマーやモノマーは、単独または2種以上混含して用いる。
【0031】
UV硬化性インクにおける光重合開始剤は、イソブチルベンゾインエーテル、イソプロピルベンゾインエーテル、ベンゾインエチルエーテル、ベンゾインメチルエーテル、1−フェニル−l,2−プロパジオン−2−オキシム、2,2−ジメトキシ−2−フェニルアセトフェノン、ベンジル、ヒドロキシシクロヘキシルフェニルケトン、ジエトキシアセトフェノン、2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン、ベンゾフェノン、クロロチオキサントン、2−クロロチオキサントン、イソプロピルチオキサントン、2−メチルチオキサントン、塩素置換ベンゾフェノン、ハロゲン置換アルキル−アリルケトンなどであり、所定の硬化特性、記録特性を得るために適宜選択して用いる。所望に応じて、脂肪族アミン、芳香族アミンなどの光開始助剤、チオキサンソンなどの光鋭感剤などを添加してもよい。
【0032】
画像層12は、厚さが5〜10μm程度であり、図3のようなカラー写真、取り扱い絵表示、商標名,生産地や製造者名、図形商標、キャラクターデザインなどであり、インクジェットプリンタ10による多色表示であるから汎用性が高い。画像層12は、インクジェットプリンタ10で形成したインクおよび溶媒を含む油性インクの色層であり、この色層には、ある程度の伸縮性しか付与できないので、その亀裂や剥離がシール転写後に生じないように、樹脂層5の伸縮性を適宜に抑制することを要する。
【0033】
画像層12の一部または全部に、蓄光インク、発光インク、蛍光インク、香料インク、ミラーインク、夜光蓄光インク、フォットクロミックインクなどを加えた層が存在すれば、夜間発光や鏡面反射のような特殊効果を得ることができる。蓄光インクは、太陽や電燈などの光線を吸収して蓄積し、これを徐々に放出させて発光する性質を持った顔料を含有し、吸収と発光を何回でも繰返すことができる。N夜光蓄光インクは、蓄光インクより蓄光・発光効果が大幅に上昇している。フォットクロミックインクは、太陽光が当たることによって緑色、黄色、青色などに発色し、太陽光が遮断すると無色に戻る。
【0034】
最上層である艶出しまたは艶消しクリア層6(図5)は、透明または半透明の樹脂皮膜であり、型抜き状シール1のデザイン性を高めるとともに、画像層12を摩擦や衝撃などから守り、薬品付着、溶剤付着などの化学的影響からも保護する。クリア層6は、ポリアミド系、ポリエステル系、アクリル系樹脂などまたはこれらの樹脂を適宜組み合わせた混合樹脂からなり、さらに艶出しのグロスインクまたは艶消しのマットインクを含有する。クリア層6は、UV硬化型樹脂であっても、イソシアネート樹脂のような反応性樹脂を含むことで印刷前後に架橋または部分架橋反応を生起したり、反応性樹脂を含まないことで架橋反応しなくてもよい。クリア層6は、スクリーン印刷で形成し、その厚みは通常5〜30μmである。
【0035】
クリア層6において、公知のグロスインクとして、例えば、帝国インキ製造製の商品名:セリコールEGスクリーンインク(別名、ポリエステル用グロスインク)、セイコーアドバンス社製の商品名:SG700シリーズなどのビニル系インクを使用してもよい。また、公知のマットインクとして、例えば、平均分子量1000〜6000のエポキシ樹脂、高エーテル化アミノ樹脂、飽和型ポリエステル樹脂、親水性シリカ、スルホン酸化合物を含有する。エポキシ樹脂は、数平均分子量1000〜6000のビスフェノールA型エポキシ樹脂またはビスフェノールF型エポキシ樹脂を用いることが好ましく、ジャパンエポキシレジン製の商品名:JER1004、旭化成エポキシ製の商品名:AER6099、大日本インキ化学工業製の商品名:エピクロン7050などが例示できる。ポリエステル樹脂としては、東洋紡績製の商品名:バイロン200、バイロンGK250、ユニチカ製の商品名:エリーテルUE−3200などが例示できる。また、マットインクには、樹脂成分として、エポキシ樹脂、ケトン樹脂、ロジン変性フェノール樹脂、石油樹脂などであり、さらに平均粒子径が0.8〜5μmの熱膨張性マイクロカプセルをインキ全体の1〜30質量%含有してもよい。
【0036】
オーバーラッピングフィルム14(図6)は、一般にクリア層6が硬くて転写しにくい場合などに、型抜き状シール1を有するシールシート16の全面に貼着すると望ましい。フィルム14には、さらに位置決め線を印刷する場合もある。オーバーラッピングフィルム14と画像層12との密着力は、離型フィルム2と粘着層3との密着力よりも強いことが必要である。フィルム14は、感圧転写の際に樹脂層5および粘着層3へ転写力が伝わりやすいように柔らかい素材が好ましく、ポリプロピレンまたはポリ塩化ビニルなどを用いる。オーバーラッピングフィルム14は、型抜き状シール1の未使用時にクリア層6および画像層12を保護し、感圧転写の後には廃棄するので安価なものでよい。フィルム2の厚みは、通常、20〜150μmである。
【実施例1】
【0037】
次に、本発明を実施例に基づいて説明するが、本発明は実施例に限定されるものではない。本発明で用いるスクリーン版8は、図1に例示するように、写真製版法によって形成された複数個の複雑な透過画像7を有する。透過画像7における蝶の細長い触覚、脚、羽根先などは、実際には図示したものと異なり、シール剥離時に破損しないように一般に羽根本体と太くつながっている。
【0038】
図2において、離型フィルム2として厚さ25μmの離型紙を用いる。粘着層3を構成する感圧接着剤は、自己架橋性のポリアクリルエステル共重合体である。各粘着層3は、100メッシュのスクリーン版8を用いたスクリーン印刷によって離型紙の上に塗布され、塗布後に数時間の加熱によって溶剤を揮発させる。1回印刷した後の粘着層3の厚みは約20μmである。
【0039】
樹脂層5は、100メッシュの同じスクリーン版8を用いて、粘着層3の上に、二酸化チタンを加えたUV硬化性エポキシ樹脂を3回印刷して積層ごとに紫外線を照射して30〜50℃で硬化させると、得た樹脂層5の平面形状は粘着層のそれと同じである(図5参照)。樹脂層5は、被着体の地色を隠蔽することが可能な白色であり、3回印刷の後の厚みは約60μmである。
【0040】
各樹脂層5の上には、図3に例示するように、インクジェットプリンタ10(図4)によって厚さ6μm程度の画像層12を形成し(図5参照)、図3では多色の蝶の写真図柄である。図4には、使用するインクジェットプリンタ10の例を概略で示している。粘着層3および樹脂層5を形成したシールシート16は、ロール状である場合には図4の矢印方向に走行させてインクジェットプリンタ10を通過する間に、水平に搬送時において印字される。
【0041】
インクジェットプリンタ10は、印字ヘッド18およびテープ搬送ローラ(図示しない)を備え、該ヘッドと搬送機構はともに制御機構を構成するCPU20によって制御され、画像データを保存したハードディスク22などを制御コンピュータ24を経由してCPU20に接続する。図示しないけれども、インクジェットプリンタ10には、オペレータが操作するモニタとキーボードなどを制御コンピュータ24に接続している。
【0042】
印字ヘッド18において、インクタンク26からインクをノズル28からシールシート16の表面に印字し、多色の印字であれば色数に応じて複数のノズルおよびインクタンクを設置する。印字ヘッド18は、固定式または走査式であり、固定式の場合には、ノズル28はシールシート16の全幅に存在し、搬送ローラ(図示しない)によってシールシート16が連続的に走行するのに合わせてインクを吐出する。この搬送ローラ対を回転するモータは、CPU20の制御下にある。また、走査式の印字ヘッドでは、シールシート16は搬送ローラによって定量走行した後に停止し、停止の間に印字ヘッドが横幅間を移動する。
【0043】
ノズル28は、CPU20により個別に制御され、該CPUは制御コンピュータ24からの命令を受け取る。制御コンピュータ24は、所望の画像データに対応するコードを格納するメモリを含み、複数の画像イメージを制御コンピュータ24のメモリにあらかじめ格納しておいてもよい。CPU20は、制御コンピュータ24から送信される印刷命令にしたがって印字ヘッド18を制御する。
【0044】
インクジェットプリンタ10において、インクタンク26内のインクは油性インクであり、ノズル28のつまりなどを防ぐために高沸点の溶媒をベースとすると好ましい。この油性インクについて、速乾性を増すために、より揮発性の高い溶剤を前記の溶媒と混合したり、または単独で加えてもよい。インク用の着色剤は、公知のインクおよび染料を用いる。この染料として、水不溶性の油溶性染料を溶媒に分散または溶解した態様で用い、水不溶性の染料は、例えば、ジアリールメタン系、トリアリールメタン系またはチアゾ−ル系の染料である。
【0045】
艶出しクリア層6は、図5に示すように、樹脂層5つまり画像層12の上に積層して乾燥する。艶出しクリア層6は、グロスインクであるセリコールEGスクリーンインク(商品名)を添加したポリエステル樹脂からなる。クリア層6は、100メッシュの同じスクリーン版8によって積層して乾燥し、得たクリア層6の厚みは約10μmである。
【0046】
型抜き状シール1は、樹脂層5が比較的強靱であるので離型紙から剥がす際に破損することが少なく、被着体の上に指圧だけで貼着できる。型抜き状シール1を使用した後に剥がす際は、樹脂層5が強靱であることにより、ゆっくり剥がすと綺麗に剥がすことができる。粘着層3には、耐薬品性を有し水気があっても剥がれにくくて長持ちするポリウレタン系樹脂を使用してもよい。
【実施例2】
【0047】
実施例1と同様の100メッシュのスクリーン版8において、写真製版法によって多数の花柄の透過画像を形成する。実施例1と同じ素材の粘着層3を離型紙の上に形成し、該粘着層の平面形状は多数の花柄形状である。また、樹脂層5として、同じスクリーン版8を用いて、二酸化チタンを加えたUV硬化性エポキシ樹脂を2回印刷して積層ごとに紫外線を照射して30〜50℃で硬化させ、得た樹脂層5の平面形状は粘着層のそれと同じである。樹脂層5は、2回印刷の後の厚みは約40μmである。樹脂層5の上には、インクジェットプリンタ10によって多色模様の花柄の画像層を形成する。
【0048】
次に、同じスクリーン版8を用いて、厚さ約20μmの艶消しクリア層6を樹脂層5つまり画像層12の上に積層する。艶消しクリア層6に用いるマットインクは、平均分子量3000のビスフェノールA型エポキシ樹脂、高エーテル化アミノ樹脂、飽和型ポリエステル樹脂(商品名:バイロン200)、親水性シリカ、スルホン酸化合物などからなる。クリア層6は、100メッシュのスクリーン版8によって積層して乾燥する。
【0049】
さらに、厚さ30μmのポリプロピレンのオーバーラッピングフィルム14を、型抜き状シール1を有するシールシート16の全面に貼着する。さらに、フィルム14に黒インクで適宜の位置決め線を多数印刷する。オーバーラッピングフィルム14は、画像層12との密着力が離型紙と粘着層3との密着力よりも強く、感圧転写の際に樹脂層5および粘着層3へ転写力が伝わりやすいように柔らかい。
【0050】
実施例2の型抜き状シールは、まず離型紙を剥がし、個々のシールを含むフィルム14を適当な大きさに裁断すればよい。フィルム14の位置決め線に基づいて該シールを正確に位置決めしてから、粘着層3を被着体に貼着し、ついでフィルム14を剥離すればよい。オーバーラッピングフィルム14が介在するので、樹脂層5が軟質であっても、この型抜き状シールは離型紙から剥がす際に伸びたり破損することが少なく、該シールの貼着が容易である。この型抜き状シールは、比較的薄くて柔らかいので曲面および直角に近い屈折面において接着することが可能である。
【符号の説明】
【0051】
1 型抜き状シール
2 離型フィルム
3 粘着層
5 樹脂層
6 艶出しまたは艶消しクリア層
8 スクリーン版
10 インクジェットプリンタ
12 画像層
14 オーバーラッピングフィルム
16 シールシート
【特許請求の範囲】
【請求項1】
スクリーン印刷において1または複数個の複雑な透過画像を形成したスクリーン版を用い、このスクリーン版を用いてスクリーン印刷によって離型フィルムの上に粘着層を塗布し、さらに同じスクリーン版を用いてスクリーン印刷によって同じ平面形状の透明または有色の樹脂層を粘着層の上に積層し、該樹脂層の上にインクジェットプリンタによって多色模様を形成し、さらに同じスクリーン版を用いてスクリーン印刷によって同じ平面形状の艶出しまたは艶消しクリア層を粘着層の上に積層する型抜き状シールの製造法。
【請求項2】
所定の厚みの樹脂層を積層するために、樹脂層について同じスクリーン版を用いてスクリーン印刷を複数回行う請求項1記載の製造法。
【請求項3】
樹脂層が紫外線硬化型樹脂からなり、該樹脂層が紫外線の光エネルギーに反応して数秒で硬化するため、乾燥のための時間が不要である請求項1または2記載の製造法。
【請求項4】
型抜き状シールが剥離時に破損するのを防ぐために、シールシートに剥離可能なオーバーラッピングフィルムを貼り付ける請求項1記載の製造法。
【請求項1】
スクリーン印刷において1または複数個の複雑な透過画像を形成したスクリーン版を用い、このスクリーン版を用いてスクリーン印刷によって離型フィルムの上に粘着層を塗布し、さらに同じスクリーン版を用いてスクリーン印刷によって同じ平面形状の透明または有色の樹脂層を粘着層の上に積層し、該樹脂層の上にインクジェットプリンタによって多色模様を形成し、さらに同じスクリーン版を用いてスクリーン印刷によって同じ平面形状の艶出しまたは艶消しクリア層を粘着層の上に積層する型抜き状シールの製造法。
【請求項2】
所定の厚みの樹脂層を積層するために、樹脂層について同じスクリーン版を用いてスクリーン印刷を複数回行う請求項1記載の製造法。
【請求項3】
樹脂層が紫外線硬化型樹脂からなり、該樹脂層が紫外線の光エネルギーに反応して数秒で硬化するため、乾燥のための時間が不要である請求項1または2記載の製造法。
【請求項4】
型抜き状シールが剥離時に破損するのを防ぐために、シールシートに剥離可能なオーバーラッピングフィルムを貼り付ける請求項1記載の製造法。
【図1】


【図2】
【図3】
【図4】

【図5】

【図6】

【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−145849(P2012−145849A)
【公開日】平成24年8月2日(2012.8.2)
【国際特許分類】
【出願番号】特願2011−5483(P2011−5483)
【出願日】平成23年1月14日(2011.1.14)
【出願人】(592181543)株式会社西淀マーク製作所 (5)
【Fターム(参考)】
【公開日】平成24年8月2日(2012.8.2)
【国際特許分類】
【出願日】平成23年1月14日(2011.1.14)
【出願人】(592181543)株式会社西淀マーク製作所 (5)
【Fターム(参考)】
[ Back to top ]