
塗装方法、塗装用冶具、並びに超音波センサ

【課題】筒体の部材数を増やすことなく、且つ筒体が組み立てられた状態でゴム部への塗
料付着を防ぎつつ胴部の前端面を塗装することができること。
【解決手段】筒体たる超音波センサ1は、ゴム部21及び胴部たる超音波マイクロフォン
22(以下、マイク22)からなるセンサ部2を備える。ゴム部21は弾性材で前端部が
開口する円筒形に形成され、マイク22は前端面に送受波面22aを有する。センサ部2
は送受波面22aと周縁面21bが略面一をなしてマイク22にゴム部21が外挿されて
なる。塗装用冶具7は本体部7aと係止片7bを備える。本体部7aにはマイク22の外
形と等しい形状の挿通孔8が貫設される。塗装用冶具7はゴム部21の弾性復元力に抗し
て挿通孔8にマイク22を挿通させて係止片7bにより超音波センサ1に着脱自在に取付
けられる。周縁面21bと送受波面22aが略面一でない状態に保ちつつ送受波面22a
を塗装する。
料付着を防ぎつつ胴部の前端面を塗装することができること。
【解決手段】筒体たる超音波センサ1は、ゴム部21及び胴部たる超音波マイクロフォン
22(以下、マイク22)からなるセンサ部2を備える。ゴム部21は弾性材で前端部が
開口する円筒形に形成され、マイク22は前端面に送受波面22aを有する。センサ部2
は送受波面22aと周縁面21bが略面一をなしてマイク22にゴム部21が外挿されて
なる。塗装用冶具7は本体部7aと係止片7bを備える。本体部7aにはマイク22の外
形と等しい形状の挿通孔8が貫設される。塗装用冶具7はゴム部21の弾性復元力に抗し
て挿通孔8にマイク22を挿通させて係止片7bにより超音波センサ1に着脱自在に取付
けられる。周縁面21bと送受波面22aが略面一でない状態に保ちつつ送受波面22a
を塗装する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、被塗装物の塗装方法、その塗装方法で用いられる塗装用冶具、並びにその塗
装方法により塗装される超音波センサに関するものである。
【背景技術】
【0002】
従来より、車両のバンパー等に設置されて、所定の周波数で間欠的に超音波を送波する
とともに障害物からの反射波を受波することで車両周囲の障害物を検知する種々の超音波
センサが提供されている。
【0003】
また、この種の超音波センサの一例として、図5に示すようなものがある。超音波セン
サ1は、超音波を送波/受波するセンサ部2と、センサ部2の動作を制御するコントロー
ラ部3と、ハウジング部4と、カバー部11とを備える。センサ部2は、弾性材料により
前後両端部(図5中の左右両端部)が開口し、その前端部の開口周縁部にフランジ21a
を有する円筒形状に形成されたゴム部21と、円筒形状に形成され前端面(図5中の左端
面)に超音波を送受波する送受波面22aを有した超音波マイクロフォン22とから構成
される。そして、センサ部2は、超音波マイクロフォン22の送受波面22aとゴム部2
1の開口する周縁面21bとが略面一になるように、超音波マイクロフォン22にゴム部
21が外挿されて一体に組み立てられてなる。超音波マイクロフォン22の内底面には、
圧電振動素子(図示せず)が取着されている。この圧電振動素子に交流電圧を印加して超
音波マイクロフォン22の外郭たる振動ケース22bの底部を振動させることで送受波面
22aより前方へ超音波を放射させる。
【0004】
コントローラ部3は、種々の電子回路から構成されてなり、ハウジング部4内に収納さ
れている。前述の種々の電子回路とは、例えば、超音波発生用の電気信号を生成し、接続
線(図示せず)を通じて圧電振動素子へ送信する駆動回路や、反射波を受波したときに圧
電振動素子より接続線を通じて送信されてくる電気信号を増幅させる増幅回路等である。
【0005】
ハウジング部4は、合成樹脂材料によって円筒形状に形成され前後両端部が開口する円
筒部4aと中空の直方体形状に形成される胴体部4bとが前後方向(図5中の左右方向)
に一体となり全体として略直方体形状に形成されている。そして、センサ部2は、送受波
面22aを前方へ向けて円筒部4a前端部から突出するように支持され、コントローラ部
3は、胴体部4b内部に収納されている。また、胴体部4b前端部には、前後方向に貫通
する挿通部(図示せず)が設けられており、この挿通部には、先述の超音波マイクロフォ
ン22の圧電振動子と、コントローラ部3の駆動回路や増幅回路とを電気的に接続する接
続線(図示せず)が挿通される。
【0006】
カバー部11は、合成樹脂材料により後端部(図5中の右端部)が開口する円筒形状に
形成され、更に前端部には前後方向に貫通する挿通穴が設けられている。但し、前記挿通
穴は、ゴム部21の外径と略等しい寸法を有しており、更に前記挿通穴の周縁部は、後方
へ拡開するテーパー形状に形成されている。
【0007】
そして、超音波センサ1は、車両のバンパー5の前後方向(表裏方向)に貫通する孔部
5aに対して、次のように取り付けられる。このとき、既にセンサ部2とハウジング部4
とが一体となっており、カバー部11のみがこれらと固定されていない状態にある。先ず
、カバー部11が、その開口する後端部を後方に向けながらバンパー5前方より孔部5a
に挿通される。次に、一体となるセンサ部2及びハウジング部4が、送受波面22aを前
方に向けながらバンパー5の背面側よりカバー部11の開口に向かって挿入される。そし
て、カバー部11の周部11bが、ハウジング部4の円筒部4aと胴体部4bとの隙間1
2に嵌合し、送受波面22aとゴム部21の開口する周縁面21bとカバー部11の前端
面とが面一となる位置で固定される。このとき、ゴム部21のフランジ21a表面は、カ
バー部11の前記挿通穴の周縁部に当接している。
【0008】
尚、超音波センサ1は、上述の様にバンパー5に取り付けられる以前までカバー部11
がセンサ部2及びハウジング部4に固定されていない状態であるが、例えば、特許文献1
に記載されている超音波センサのように、合成樹脂材料により形成されるケーシングがバ
ンパーに取り付けられる以前から既にセンサ本体と一体となっており、ケーシングと一体
となっているセンサ本体をバンパーの前方から挿入して取り付けられるものもある。
【0009】
ところで、上述の様な超音波センサ1の送受波面22aは、バンパー5の表面より露出
している。そこで、外観上の見映えを良くするために、送受波面22aはバンパー5の表
面と同一色で塗装処理が施される。しかし、センサ部2、コントローラ部3及びハウジン
グ部4を一体に組み立てた後に送受波面22aに向かって、例えば、エアスプレーで塗料
の吹き付けを行うと、ゴム部21の露出する周縁面21bにまで塗料が付着してしまう。
ゴム部21は塗料と結びつきにくい弾性材料によって形成されているので、ゴム部21の
周縁面21bに塗料が付着すると、ゴム部21が振動を受けて弾性変形したときに周縁面
21bに付着していた塗料が剥がれ落ちて美観を損ねる恐れがあった。
【0010】
そこで、従来では工場での製造工程の中で超音波センサ1が組み立てられる前の超音波
マイクロフォン22単体時に塗装していた。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開2002−199482号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
しかしながら、従来の超音波センサ1の塗装方法は、工場での製造工程の中で塗装する
ため、予め決められた同一色のバンパーにしか取り付けすることができず、例えば、ディ
ーラーでバンパーの色に合わせた後塗りができないという問題があった。
【0013】
また、バンパーに取り付ける以前からケーシングがセンサ本体と一体となっている点で
超音波センサ1とは異なるものの、特許文献1の超音波センサは、上述の後塗りができな
いという問題に対して2つに分割可能な構造を有したゴム部を備えている。しかし、この
ゴム部の構造を超音波センサ1のゴム部21に採用すると、カバー部11はバンパー5に
取り付けられるまでセンサ部2及びハウジング部4に固定されないので、工場から搬送中
などにゴム部21の一部が抜け落ちる恐れがあった。更に、ゴム部21を2つに分割する
ことで超音波センサ1の部材数が増えるという問題があった。
【0014】
本発明は上記事由に鑑みて為されたものであり、その目的は、筒体の部材数を増やすこ
となく、且つ筒体が組み立てられた状態でゴム部への塗料付着を防ぎつつ胴部の前端面を
塗装することができる塗装方法、塗装用冶具、並びに超音波センサを提供することにある
。
【課題を解決するための手段】
【0015】
請求項1の発明は、上記目的を達成するために、被塗装物たる筒体に塗装用冶具を用い
て塗装する塗装方法であって、前記筒体は、弾性材料により前端部が開口する筒形状に形
成されたゴム部と、筒形状に形成された胴部とから構成され、前記胴部の前端面と前記ゴ
ム部の開口する周縁面とが略面一になるように前記胴部に前記ゴム部が外挿されて一体に
組み立てられてなり、前記塗装用冶具は、矩形板状に形成され前記胴部の外形と等しい形
状の挿通孔が前後方向に貫設される本体部と、前記挿通孔に前記胴部を挿通させたとき前
記筒体に着脱自在に取り付けられる取付手段とを備え、前記塗装用冶具を前記筒体に、前
記本体部の後面と前記胴部の前端面とを対向させて弾性復元力に抗して前記ゴム部の周縁
面を後方へ圧接しながら前記挿通孔に前記胴部を挿通させて取り付けて、前記ゴム部の周
縁面と前記胴部の前端面とが前記略面一とならない状態に保ちながら前記胴部の前端面を
塗装することを特徴とする。
【0016】
この発明によれば、前記塗装用冶具を前記筒体に、前記本体部の後面と前記胴部の前端
面とを対向させて弾性復元力に抗して前記ゴム部の周縁面を後方へ圧接しながら前記挿通
孔に前記胴部を挿通させて取り付けて、前記ゴム部の周縁面と前記胴部の前端面とが前記
略面一とならない状態に保ちながら前記胴部の前端面を塗装する。因って、前記筒体の部
材数を増やすことなく、且つ前記筒体が組み立てられた状態で前記ゴム部への塗料付着を
防ぎつつ前記胴部の前端面を塗装することができる。
【0017】
請求項2の発明は、請求項1の塗装方法で用いられる塗装用冶具であって、矩形板状に
形成され前記胴部の外形と等しい形状の挿通孔が前後方向に貫設される本体部と、前記挿
通孔に前記胴部を挿通させたとき前記筒体に着脱自在に取り付けられる取付手段とを備え
ることを特徴とする。
【0018】
この発明によれば、前記筒体に、前記本体部の後面と前記胴部の前端面とを対向させて
弾性復元力に抗して前記ゴム部の周縁面を後方へ圧接しながら前記挿通孔に前記胴部を挿
通させて取り付けることで、前記ゴム部の周縁面と前記胴部の前端面とが前記略面一とな
らない状態に保つことができる。
【0019】
請求項3の発明は、請求項2の発明において、前記本体部の後面には、前記挿通孔の周
縁部に沿って内側へ窪んでなる溝部が設けられており、前記溝部の内周面は、外側へ向か
って拡開するテーパー形状に形成されていることを特徴とする。
【0020】
この発明によれば、前記溝部の内周面は、外側へ向かって拡開するテーパー形状に形成
されているので、前記本体部の後面と前記胴部の前端面とを対向させて前記挿通孔に前記
胴部を挿通させるとき、前記挿通孔と前記胴部の互いの軸心にズレが生じるのを防ぐこと
ができるので、前記筒体への取り付け作業が容易となる。
【0021】
請求項4の発明は、請求項2または3の発明において、前記本体部の前面には、前記挿
通孔の周縁部に沿って内側へ窪んでなる凹部が設けられており、前記凹部の内底面は、内
側へ向かって拡開するテーパー形状に形成されていることを特徴とする。
【0022】
この発明によれば、前記凹部の内底面は、内側へ向かって拡開するテーパー形状に形成
されているので、前記本体部の前面側から前記胴部の前端面に対して塗料の吹き付けを行
ったときに、前記凹部に付着した余分な塗料が前記胴部へ向かって液垂れするのを防ぐこ
とができる。
【0023】
請求項5の発明は、請求項1の塗装方法で塗装される筒体たる超音波センサであって、
弾性材料により前端部が開口する筒形状に形成される前記ゴム部と、筒形状に形成され前
端面に超音波を送受波する送受波面を有した前記胴部たる超音波マイクロフォンとから構
成されるセンサ部を備えたことを特徴とする。
【0024】
この発明によれば、超音波センサは請求項1の塗装方法で塗装されるので、超音波セン
サの部材数を増やすことなく、且つ超音波センサが組み立てられた状態でゴム部への塗料
付着を防ぎつつ送受波面を塗装することができ、例えば、ディーラーでバンパーの色に合
わせた後塗りをすることができる。
【発明の効果】
【0025】
本発明では、筒体の部材数を増やすことなく、且つ筒体が組み立てられた状態でゴム部
への塗料付着を防ぎつつ胴部の前端面を塗装することができるという効果がある。
【図面の簡単な説明】
【0026】
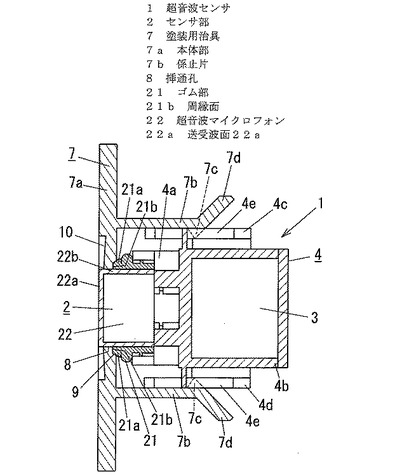
【図1】本発明の実施形態の塗装用冶具を超音波センサに取付けたときの断面図である。
【図2】同上における塗装用冶具を超音波センサに取付ける前の斜視図である。
【図3】同上における超音波センサの上面図である。
【図4】同上における塗装用冶具の要部断面図である。
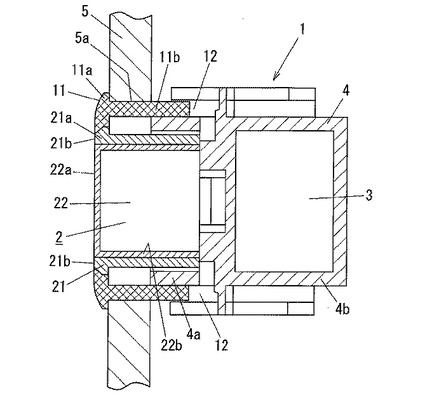
【図5】同上における超音波センサを車両のバンパーに取付けたときの断面図である。
【発明を実施するための形態】
【0027】
以下、本発明の実施形態の塗装方法について、被塗装物を超音波センサ1として図1〜
図4を参照して説明する。但し、本実施形態の塗装方法で塗装される被塗装物は、超音波
センサ1に限定されるものではない。
【0028】
本実施形態の超音波センサ1の基本的な構成は、従来技術で説明した超音波センサ1と
共通であるので、共通の構成要素には同一の符号を付して説明を省略する。また、従来技
術で述べた超音波センサ1のカバー部11は、送受波面22aを塗装してバンパー5に取
り付けるまで必要としないので、以下の説明からカバー部11を省略する。尚、以下の説
明では、図2において上下左右前後方向を規定している。
【0029】
超音波センサ1は、図1に示すように、センサ部2と、コントローラ部3と、ハウジン
グ部4とを備える。ハウジング部4の胴体部4b上下両端部には、図1〜図3に示すよう
に、外側へ向かって扁平な矩形板形状に突出する凸部4c,4dが配設されている。その
凸部4c上端面、並びに凸部4d下端面の左右両端部には、各々前後方向に延びる細長矩
形状に内側へ窪んだ一対の長溝4e,4eが形成されている。また、ハウジング部4の胴
体部4bの右端部には、図2及び図3に示すように、左右両端部が開口する筒形状に形成
されたコネクタ部6が突設されている。コネクタ部6内部の空間は、コントローラ部3が
収納されている胴体部4b内部の空間と連通している。そして、コントローラ部3の上述
の処理回路の出力端子は、コネクタ部6内に配線されている接続線(図示せず)を通じて
例えば車室内に設けられている報知処理を行う電子制御ユニット(ECU)と電気的に接
続され、超音波センサ1にて障害物が検出されるとブザーを鳴動したり録音されている音
声を出力して障害物の存在を報知する。
【0030】
本実施形態の塗装方法に用いられる塗装用冶具7は、図1及び図2に示すように、本体
部7aと、本体部7aを超音波センサ1に着脱自在に取り付ける取付手段たる一対の係止
片7b,7bとを備える。本体部7aは、矩形板形状に形成されてなり、その後面中心部
には超音波マイクロフォン22の外郭たる振動ケース22bの外形と等しい形状の挿通孔
8が前方に向かって貫設されている。係止片7b,7bは、各々合成樹脂材料によって矩
形板形状に形成されてなり、本体部7a後面の挿通孔8が貫通する周縁部の上下部付近か
ら後方へ向かって突設されている。係止片7b,7bの互いに対向する面の後方左右両端
部には、各々内側へ突出する凸片7c,7cが配設されている。係止片7b,7b後端部
には、互いに外側へ離れるように拡開する保持片7d,7dが延設されている。尚、係止
片7b,7bの間隔は、超音波センサ1の凸部4c,4dを含む上下端部間の寸法と等し
くしている。
【0031】
本体部7aの後面には、図4に示すように、挿通孔8の周縁部に沿って内側へ窪んでな
る溝部9が設けられている。溝部9の内周面9aは、外側へ向かって拡開するテーパー形
状に形成されている。尚、溝部9の内径寸法は、フランジ21aを含めたゴム部21の外
径寸法と略等しくしている。一方、本体部7aの前面には、図4に示すように、挿通孔8
の周縁部に沿って内側へ窪んでなる凹部10が設けられている。凹部10の内底面10a
は内側へ向かって拡開するテーパー形状に形成されている。
【0032】
以下、上述の様な塗装用冶具7を超音波センサ1に取り付けて塗装する塗装方法につい
て説明する。先ず、本体部7a後面と超音波マイクロフォン22の送受波面22aとを対
向させつつ、係止片7b,7bと凸部4c,4dとを対向させる(図2参照)。次に、弾
性復元力に抗してゴム部21の周縁面21bを後方へ圧接して、ゴム部21を弾性変形に
より撓ませながら挿通孔8に超音波マイクロフォン22を挿通させる。このとき、挿通孔
8の周縁部には上述の溝部9が設けられているので、ゴム部21の前端部が溝部9に嵌合
することで挿通孔8と超音波マイクロフォン22の互いの軸心にズレが生じるのを防ぐこ
とができ、挿通作業を容易にすることができる。これと同時に、係止片7b,7bは弾性
変形により互いに外側へ撓みながら超音波センサ1の上下端面を摺動して、凸片7cが
各々長溝4eに係止する。ゴム部21の弾性復元力が前方向に係っているので、塗装用冶
具7の後方への移動により前記係止が外れることはない。
【0033】
この様に塗装用冶具7を超音波センサ1に取り付けることで、図1に示すように、ゴム
部21の周縁面21bと超音波マイクロフォン22の送受波面22aとが略面一とならな
い状態に保たれる。この状態で塗装用冶具7の前方から送受波面22aへ向かって、例え
ば、エアスプレーで塗料の吹き付けを行えば、超音波センサ1が組み立てられた状態でも
本体部7aの遮蔽によりゴム部21への塗料付着を防ぎつつ送受波面22aを塗装するこ
とができる。また、特許文献1に記載のゴム部の様に部材数を増やす必要もない。更に、
本体部7a前面には上述の凹部10が設けられているので、塗装用冶具7の前方から塗料
の吹き付けを行ったときに、凹部10に付着した余分な塗料が超音波マイクロフォン22
へ向かって液垂れするのを防ぐことができる。
【0034】
尚、送受波面22aに吹き付けられた塗料が乾燥した後に、塗装用冶具7の保持片7d
,7dを摘んで互いに外側へ拡開させて長溝4e,4eから凸片7c,7cを脱離させる
ことで容易に塗装用冶具7を超音波センサ1から取り外すことができる。また、塗装用冶
具7を取り外すと、ゴム部21の弾性復元力によって、それまで超音波マイクロフォン2
2の送受波面22aと略面一とならない状態に保たれていたゴム部21の周縁面21bが
元の略面一となる状態へと戻るので、超音波センサ1の美観を保つことができる。
【0035】
ところで、本実施形態の塗装方法で塗装される被塗装物は超音波センサであった。しか
し、これに限らず例えばその被塗装物がミリ波の送受波により障害物を検出するミリ波セ
ンサやレーザビームの送受光により障害物を検出するレーザセンサ等であってもよい。
【符号の説明】
【0036】
1 超音波センサ
2 センサ部
7 塗装用冶具
7a 本体部
7b 係止片
8 挿通孔
21 ゴム部
21b 周縁面
22 超音波マイクロフォン
22a 送受波面22a
【技術分野】
【0001】
本発明は、被塗装物の塗装方法、その塗装方法で用いられる塗装用冶具、並びにその塗
装方法により塗装される超音波センサに関するものである。
【背景技術】
【0002】
従来より、車両のバンパー等に設置されて、所定の周波数で間欠的に超音波を送波する
とともに障害物からの反射波を受波することで車両周囲の障害物を検知する種々の超音波
センサが提供されている。
【0003】
また、この種の超音波センサの一例として、図5に示すようなものがある。超音波セン
サ1は、超音波を送波/受波するセンサ部2と、センサ部2の動作を制御するコントロー
ラ部3と、ハウジング部4と、カバー部11とを備える。センサ部2は、弾性材料により
前後両端部(図5中の左右両端部)が開口し、その前端部の開口周縁部にフランジ21a
を有する円筒形状に形成されたゴム部21と、円筒形状に形成され前端面(図5中の左端
面)に超音波を送受波する送受波面22aを有した超音波マイクロフォン22とから構成
される。そして、センサ部2は、超音波マイクロフォン22の送受波面22aとゴム部2
1の開口する周縁面21bとが略面一になるように、超音波マイクロフォン22にゴム部
21が外挿されて一体に組み立てられてなる。超音波マイクロフォン22の内底面には、
圧電振動素子(図示せず)が取着されている。この圧電振動素子に交流電圧を印加して超
音波マイクロフォン22の外郭たる振動ケース22bの底部を振動させることで送受波面
22aより前方へ超音波を放射させる。
【0004】
コントローラ部3は、種々の電子回路から構成されてなり、ハウジング部4内に収納さ
れている。前述の種々の電子回路とは、例えば、超音波発生用の電気信号を生成し、接続
線(図示せず)を通じて圧電振動素子へ送信する駆動回路や、反射波を受波したときに圧
電振動素子より接続線を通じて送信されてくる電気信号を増幅させる増幅回路等である。
【0005】
ハウジング部4は、合成樹脂材料によって円筒形状に形成され前後両端部が開口する円
筒部4aと中空の直方体形状に形成される胴体部4bとが前後方向(図5中の左右方向)
に一体となり全体として略直方体形状に形成されている。そして、センサ部2は、送受波
面22aを前方へ向けて円筒部4a前端部から突出するように支持され、コントローラ部
3は、胴体部4b内部に収納されている。また、胴体部4b前端部には、前後方向に貫通
する挿通部(図示せず)が設けられており、この挿通部には、先述の超音波マイクロフォ
ン22の圧電振動子と、コントローラ部3の駆動回路や増幅回路とを電気的に接続する接
続線(図示せず)が挿通される。
【0006】
カバー部11は、合成樹脂材料により後端部(図5中の右端部)が開口する円筒形状に
形成され、更に前端部には前後方向に貫通する挿通穴が設けられている。但し、前記挿通
穴は、ゴム部21の外径と略等しい寸法を有しており、更に前記挿通穴の周縁部は、後方
へ拡開するテーパー形状に形成されている。
【0007】
そして、超音波センサ1は、車両のバンパー5の前後方向(表裏方向)に貫通する孔部
5aに対して、次のように取り付けられる。このとき、既にセンサ部2とハウジング部4
とが一体となっており、カバー部11のみがこれらと固定されていない状態にある。先ず
、カバー部11が、その開口する後端部を後方に向けながらバンパー5前方より孔部5a
に挿通される。次に、一体となるセンサ部2及びハウジング部4が、送受波面22aを前
方に向けながらバンパー5の背面側よりカバー部11の開口に向かって挿入される。そし
て、カバー部11の周部11bが、ハウジング部4の円筒部4aと胴体部4bとの隙間1
2に嵌合し、送受波面22aとゴム部21の開口する周縁面21bとカバー部11の前端
面とが面一となる位置で固定される。このとき、ゴム部21のフランジ21a表面は、カ
バー部11の前記挿通穴の周縁部に当接している。
【0008】
尚、超音波センサ1は、上述の様にバンパー5に取り付けられる以前までカバー部11
がセンサ部2及びハウジング部4に固定されていない状態であるが、例えば、特許文献1
に記載されている超音波センサのように、合成樹脂材料により形成されるケーシングがバ
ンパーに取り付けられる以前から既にセンサ本体と一体となっており、ケーシングと一体
となっているセンサ本体をバンパーの前方から挿入して取り付けられるものもある。
【0009】
ところで、上述の様な超音波センサ1の送受波面22aは、バンパー5の表面より露出
している。そこで、外観上の見映えを良くするために、送受波面22aはバンパー5の表
面と同一色で塗装処理が施される。しかし、センサ部2、コントローラ部3及びハウジン
グ部4を一体に組み立てた後に送受波面22aに向かって、例えば、エアスプレーで塗料
の吹き付けを行うと、ゴム部21の露出する周縁面21bにまで塗料が付着してしまう。
ゴム部21は塗料と結びつきにくい弾性材料によって形成されているので、ゴム部21の
周縁面21bに塗料が付着すると、ゴム部21が振動を受けて弾性変形したときに周縁面
21bに付着していた塗料が剥がれ落ちて美観を損ねる恐れがあった。
【0010】
そこで、従来では工場での製造工程の中で超音波センサ1が組み立てられる前の超音波
マイクロフォン22単体時に塗装していた。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開2002−199482号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
しかしながら、従来の超音波センサ1の塗装方法は、工場での製造工程の中で塗装する
ため、予め決められた同一色のバンパーにしか取り付けすることができず、例えば、ディ
ーラーでバンパーの色に合わせた後塗りができないという問題があった。
【0013】
また、バンパーに取り付ける以前からケーシングがセンサ本体と一体となっている点で
超音波センサ1とは異なるものの、特許文献1の超音波センサは、上述の後塗りができな
いという問題に対して2つに分割可能な構造を有したゴム部を備えている。しかし、この
ゴム部の構造を超音波センサ1のゴム部21に採用すると、カバー部11はバンパー5に
取り付けられるまでセンサ部2及びハウジング部4に固定されないので、工場から搬送中
などにゴム部21の一部が抜け落ちる恐れがあった。更に、ゴム部21を2つに分割する
ことで超音波センサ1の部材数が増えるという問題があった。
【0014】
本発明は上記事由に鑑みて為されたものであり、その目的は、筒体の部材数を増やすこ
となく、且つ筒体が組み立てられた状態でゴム部への塗料付着を防ぎつつ胴部の前端面を
塗装することができる塗装方法、塗装用冶具、並びに超音波センサを提供することにある
。
【課題を解決するための手段】
【0015】
請求項1の発明は、上記目的を達成するために、被塗装物たる筒体に塗装用冶具を用い
て塗装する塗装方法であって、前記筒体は、弾性材料により前端部が開口する筒形状に形
成されたゴム部と、筒形状に形成された胴部とから構成され、前記胴部の前端面と前記ゴ
ム部の開口する周縁面とが略面一になるように前記胴部に前記ゴム部が外挿されて一体に
組み立てられてなり、前記塗装用冶具は、矩形板状に形成され前記胴部の外形と等しい形
状の挿通孔が前後方向に貫設される本体部と、前記挿通孔に前記胴部を挿通させたとき前
記筒体に着脱自在に取り付けられる取付手段とを備え、前記塗装用冶具を前記筒体に、前
記本体部の後面と前記胴部の前端面とを対向させて弾性復元力に抗して前記ゴム部の周縁
面を後方へ圧接しながら前記挿通孔に前記胴部を挿通させて取り付けて、前記ゴム部の周
縁面と前記胴部の前端面とが前記略面一とならない状態に保ちながら前記胴部の前端面を
塗装することを特徴とする。
【0016】
この発明によれば、前記塗装用冶具を前記筒体に、前記本体部の後面と前記胴部の前端
面とを対向させて弾性復元力に抗して前記ゴム部の周縁面を後方へ圧接しながら前記挿通
孔に前記胴部を挿通させて取り付けて、前記ゴム部の周縁面と前記胴部の前端面とが前記
略面一とならない状態に保ちながら前記胴部の前端面を塗装する。因って、前記筒体の部
材数を増やすことなく、且つ前記筒体が組み立てられた状態で前記ゴム部への塗料付着を
防ぎつつ前記胴部の前端面を塗装することができる。
【0017】
請求項2の発明は、請求項1の塗装方法で用いられる塗装用冶具であって、矩形板状に
形成され前記胴部の外形と等しい形状の挿通孔が前後方向に貫設される本体部と、前記挿
通孔に前記胴部を挿通させたとき前記筒体に着脱自在に取り付けられる取付手段とを備え
ることを特徴とする。
【0018】
この発明によれば、前記筒体に、前記本体部の後面と前記胴部の前端面とを対向させて
弾性復元力に抗して前記ゴム部の周縁面を後方へ圧接しながら前記挿通孔に前記胴部を挿
通させて取り付けることで、前記ゴム部の周縁面と前記胴部の前端面とが前記略面一とな
らない状態に保つことができる。
【0019】
請求項3の発明は、請求項2の発明において、前記本体部の後面には、前記挿通孔の周
縁部に沿って内側へ窪んでなる溝部が設けられており、前記溝部の内周面は、外側へ向か
って拡開するテーパー形状に形成されていることを特徴とする。
【0020】
この発明によれば、前記溝部の内周面は、外側へ向かって拡開するテーパー形状に形成
されているので、前記本体部の後面と前記胴部の前端面とを対向させて前記挿通孔に前記
胴部を挿通させるとき、前記挿通孔と前記胴部の互いの軸心にズレが生じるのを防ぐこと
ができるので、前記筒体への取り付け作業が容易となる。
【0021】
請求項4の発明は、請求項2または3の発明において、前記本体部の前面には、前記挿
通孔の周縁部に沿って内側へ窪んでなる凹部が設けられており、前記凹部の内底面は、内
側へ向かって拡開するテーパー形状に形成されていることを特徴とする。
【0022】
この発明によれば、前記凹部の内底面は、内側へ向かって拡開するテーパー形状に形成
されているので、前記本体部の前面側から前記胴部の前端面に対して塗料の吹き付けを行
ったときに、前記凹部に付着した余分な塗料が前記胴部へ向かって液垂れするのを防ぐこ
とができる。
【0023】
請求項5の発明は、請求項1の塗装方法で塗装される筒体たる超音波センサであって、
弾性材料により前端部が開口する筒形状に形成される前記ゴム部と、筒形状に形成され前
端面に超音波を送受波する送受波面を有した前記胴部たる超音波マイクロフォンとから構
成されるセンサ部を備えたことを特徴とする。
【0024】
この発明によれば、超音波センサは請求項1の塗装方法で塗装されるので、超音波セン
サの部材数を増やすことなく、且つ超音波センサが組み立てられた状態でゴム部への塗料
付着を防ぎつつ送受波面を塗装することができ、例えば、ディーラーでバンパーの色に合
わせた後塗りをすることができる。
【発明の効果】
【0025】
本発明では、筒体の部材数を増やすことなく、且つ筒体が組み立てられた状態でゴム部
への塗料付着を防ぎつつ胴部の前端面を塗装することができるという効果がある。
【図面の簡単な説明】
【0026】
【図1】本発明の実施形態の塗装用冶具を超音波センサに取付けたときの断面図である。
【図2】同上における塗装用冶具を超音波センサに取付ける前の斜視図である。
【図3】同上における超音波センサの上面図である。
【図4】同上における塗装用冶具の要部断面図である。
【図5】同上における超音波センサを車両のバンパーに取付けたときの断面図である。
【発明を実施するための形態】
【0027】
以下、本発明の実施形態の塗装方法について、被塗装物を超音波センサ1として図1〜
図4を参照して説明する。但し、本実施形態の塗装方法で塗装される被塗装物は、超音波
センサ1に限定されるものではない。
【0028】
本実施形態の超音波センサ1の基本的な構成は、従来技術で説明した超音波センサ1と
共通であるので、共通の構成要素には同一の符号を付して説明を省略する。また、従来技
術で述べた超音波センサ1のカバー部11は、送受波面22aを塗装してバンパー5に取
り付けるまで必要としないので、以下の説明からカバー部11を省略する。尚、以下の説
明では、図2において上下左右前後方向を規定している。
【0029】
超音波センサ1は、図1に示すように、センサ部2と、コントローラ部3と、ハウジン
グ部4とを備える。ハウジング部4の胴体部4b上下両端部には、図1〜図3に示すよう
に、外側へ向かって扁平な矩形板形状に突出する凸部4c,4dが配設されている。その
凸部4c上端面、並びに凸部4d下端面の左右両端部には、各々前後方向に延びる細長矩
形状に内側へ窪んだ一対の長溝4e,4eが形成されている。また、ハウジング部4の胴
体部4bの右端部には、図2及び図3に示すように、左右両端部が開口する筒形状に形成
されたコネクタ部6が突設されている。コネクタ部6内部の空間は、コントローラ部3が
収納されている胴体部4b内部の空間と連通している。そして、コントローラ部3の上述
の処理回路の出力端子は、コネクタ部6内に配線されている接続線(図示せず)を通じて
例えば車室内に設けられている報知処理を行う電子制御ユニット(ECU)と電気的に接
続され、超音波センサ1にて障害物が検出されるとブザーを鳴動したり録音されている音
声を出力して障害物の存在を報知する。
【0030】
本実施形態の塗装方法に用いられる塗装用冶具7は、図1及び図2に示すように、本体
部7aと、本体部7aを超音波センサ1に着脱自在に取り付ける取付手段たる一対の係止
片7b,7bとを備える。本体部7aは、矩形板形状に形成されてなり、その後面中心部
には超音波マイクロフォン22の外郭たる振動ケース22bの外形と等しい形状の挿通孔
8が前方に向かって貫設されている。係止片7b,7bは、各々合成樹脂材料によって矩
形板形状に形成されてなり、本体部7a後面の挿通孔8が貫通する周縁部の上下部付近か
ら後方へ向かって突設されている。係止片7b,7bの互いに対向する面の後方左右両端
部には、各々内側へ突出する凸片7c,7cが配設されている。係止片7b,7b後端部
には、互いに外側へ離れるように拡開する保持片7d,7dが延設されている。尚、係止
片7b,7bの間隔は、超音波センサ1の凸部4c,4dを含む上下端部間の寸法と等し
くしている。
【0031】
本体部7aの後面には、図4に示すように、挿通孔8の周縁部に沿って内側へ窪んでな
る溝部9が設けられている。溝部9の内周面9aは、外側へ向かって拡開するテーパー形
状に形成されている。尚、溝部9の内径寸法は、フランジ21aを含めたゴム部21の外
径寸法と略等しくしている。一方、本体部7aの前面には、図4に示すように、挿通孔8
の周縁部に沿って内側へ窪んでなる凹部10が設けられている。凹部10の内底面10a
は内側へ向かって拡開するテーパー形状に形成されている。
【0032】
以下、上述の様な塗装用冶具7を超音波センサ1に取り付けて塗装する塗装方法につい
て説明する。先ず、本体部7a後面と超音波マイクロフォン22の送受波面22aとを対
向させつつ、係止片7b,7bと凸部4c,4dとを対向させる(図2参照)。次に、弾
性復元力に抗してゴム部21の周縁面21bを後方へ圧接して、ゴム部21を弾性変形に
より撓ませながら挿通孔8に超音波マイクロフォン22を挿通させる。このとき、挿通孔
8の周縁部には上述の溝部9が設けられているので、ゴム部21の前端部が溝部9に嵌合
することで挿通孔8と超音波マイクロフォン22の互いの軸心にズレが生じるのを防ぐこ
とができ、挿通作業を容易にすることができる。これと同時に、係止片7b,7bは弾性
変形により互いに外側へ撓みながら超音波センサ1の上下端面を摺動して、凸片7cが
各々長溝4eに係止する。ゴム部21の弾性復元力が前方向に係っているので、塗装用冶
具7の後方への移動により前記係止が外れることはない。
【0033】
この様に塗装用冶具7を超音波センサ1に取り付けることで、図1に示すように、ゴム
部21の周縁面21bと超音波マイクロフォン22の送受波面22aとが略面一とならな
い状態に保たれる。この状態で塗装用冶具7の前方から送受波面22aへ向かって、例え
ば、エアスプレーで塗料の吹き付けを行えば、超音波センサ1が組み立てられた状態でも
本体部7aの遮蔽によりゴム部21への塗料付着を防ぎつつ送受波面22aを塗装するこ
とができる。また、特許文献1に記載のゴム部の様に部材数を増やす必要もない。更に、
本体部7a前面には上述の凹部10が設けられているので、塗装用冶具7の前方から塗料
の吹き付けを行ったときに、凹部10に付着した余分な塗料が超音波マイクロフォン22
へ向かって液垂れするのを防ぐことができる。
【0034】
尚、送受波面22aに吹き付けられた塗料が乾燥した後に、塗装用冶具7の保持片7d
,7dを摘んで互いに外側へ拡開させて長溝4e,4eから凸片7c,7cを脱離させる
ことで容易に塗装用冶具7を超音波センサ1から取り外すことができる。また、塗装用冶
具7を取り外すと、ゴム部21の弾性復元力によって、それまで超音波マイクロフォン2
2の送受波面22aと略面一とならない状態に保たれていたゴム部21の周縁面21bが
元の略面一となる状態へと戻るので、超音波センサ1の美観を保つことができる。
【0035】
ところで、本実施形態の塗装方法で塗装される被塗装物は超音波センサであった。しか
し、これに限らず例えばその被塗装物がミリ波の送受波により障害物を検出するミリ波セ
ンサやレーザビームの送受光により障害物を検出するレーザセンサ等であってもよい。
【符号の説明】
【0036】
1 超音波センサ
2 センサ部
7 塗装用冶具
7a 本体部
7b 係止片
8 挿通孔
21 ゴム部
21b 周縁面
22 超音波マイクロフォン
22a 送受波面22a
【特許請求の範囲】
【請求項1】
被塗装物たる筒体に塗装用冶具を用いて塗装する塗装方法であって、
前記筒体は、弾性材料により前端部が開口する筒形状に形成されたゴム部と、筒形状に
形成された胴部とから構成され、前記胴部の前端面と前記ゴム部の開口する周縁面とが略
面一になるように前記胴部に前記ゴム部が外挿されて一体に組み立てられてなり、
前記塗装用冶具は、矩形板状に形成され前記胴部の外形と等しい形状の挿通孔が前後方
向に貫設される本体部と、前記挿通孔に前記胴部を挿通させたとき前記筒体に着脱自在に
取り付けられる取付手段とを備え、
前記塗装用冶具を前記筒体に、前記本体部の後面と前記胴部の前端面とを対向させて弾
性復元力に抗して前記ゴム部の周縁面を後方へ圧接しながら前記挿通孔に前記胴部を挿通
させて取り付けて、前記ゴム部の周縁面と前記胴部の前端面とが前記略面一とならない状
態に保ちながら前記胴部の前端面を塗装することを特徴とする塗装方法。
【請求項2】
請求項1に記載の塗装方法で用いられる塗装用冶具であって、矩形板状に形成され前記
胴部の外形と等しい形状の挿通孔が前後方向に貫設される本体部と、前記挿通孔に前記胴
部を挿通させたとき前記筒体に着脱自在に取り付けられる取付手段とを備えることを特徴
とする塗装用冶具。
【請求項3】
前記本体部の後面には、前記挿通孔の周縁部に沿って内側へ窪んでなる溝部が設けられ
ており、前記溝部の内周面は、外側へ向かって拡開するテーパー形状に形成されているこ
とを特徴とする請求項2記載の塗装用冶具。
【請求項4】
前記本体部の前面には、前記挿通孔の周縁部に沿って内側へ窪んでなる凹部が設けられ
ており、前記凹部の内底面は、内側へ向かって拡開するテーパー形状に形成されているこ
とを特徴とする請求項2または3記載の塗装用冶具。
【請求項5】
請求項1に記載の塗装方法で塗装される筒体たる超音波センサであって、弾性材料によ
り前端部が開口する筒形状に形成される前記ゴム部と、筒形状に形成され前端面に超音波
を送受波する送受波面を有した前記胴部たる超音波マイクロフォンとから構成されるセン
サ部を備えたことを特徴とする超音波センサ。
【請求項1】
被塗装物たる筒体に塗装用冶具を用いて塗装する塗装方法であって、
前記筒体は、弾性材料により前端部が開口する筒形状に形成されたゴム部と、筒形状に
形成された胴部とから構成され、前記胴部の前端面と前記ゴム部の開口する周縁面とが略
面一になるように前記胴部に前記ゴム部が外挿されて一体に組み立てられてなり、
前記塗装用冶具は、矩形板状に形成され前記胴部の外形と等しい形状の挿通孔が前後方
向に貫設される本体部と、前記挿通孔に前記胴部を挿通させたとき前記筒体に着脱自在に
取り付けられる取付手段とを備え、
前記塗装用冶具を前記筒体に、前記本体部の後面と前記胴部の前端面とを対向させて弾
性復元力に抗して前記ゴム部の周縁面を後方へ圧接しながら前記挿通孔に前記胴部を挿通
させて取り付けて、前記ゴム部の周縁面と前記胴部の前端面とが前記略面一とならない状
態に保ちながら前記胴部の前端面を塗装することを特徴とする塗装方法。
【請求項2】
請求項1に記載の塗装方法で用いられる塗装用冶具であって、矩形板状に形成され前記
胴部の外形と等しい形状の挿通孔が前後方向に貫設される本体部と、前記挿通孔に前記胴
部を挿通させたとき前記筒体に着脱自在に取り付けられる取付手段とを備えることを特徴
とする塗装用冶具。
【請求項3】
前記本体部の後面には、前記挿通孔の周縁部に沿って内側へ窪んでなる溝部が設けられ
ており、前記溝部の内周面は、外側へ向かって拡開するテーパー形状に形成されているこ
とを特徴とする請求項2記載の塗装用冶具。
【請求項4】
前記本体部の前面には、前記挿通孔の周縁部に沿って内側へ窪んでなる凹部が設けられ
ており、前記凹部の内底面は、内側へ向かって拡開するテーパー形状に形成されているこ
とを特徴とする請求項2または3記載の塗装用冶具。
【請求項5】
請求項1に記載の塗装方法で塗装される筒体たる超音波センサであって、弾性材料によ
り前端部が開口する筒形状に形成される前記ゴム部と、筒形状に形成され前端面に超音波
を送受波する送受波面を有した前記胴部たる超音波マイクロフォンとから構成されるセン
サ部を備えたことを特徴とする超音波センサ。
【図1】


【図2】

【図3】

【図4】

【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−194441(P2010−194441A)
【公開日】平成22年9月9日(2010.9.9)
【国際特許分類】
【出願番号】特願2009−41531(P2009−41531)
【出願日】平成21年2月24日(2009.2.24)
【出願人】(000005832)パナソニック電工株式会社 (17,916)
【Fターム(参考)】
【公開日】平成22年9月9日(2010.9.9)
【国際特許分類】
【出願日】平成21年2月24日(2009.2.24)
【出願人】(000005832)パナソニック電工株式会社 (17,916)
【Fターム(参考)】
[ Back to top ]