
添加剤の拡散を応用したサンドイッチ成形品
【課題】合成樹脂材料中に必要量の機能性添加剤を配合し、且つ成形性の優れたサンドイッチ成形品、または異なる機能性添加剤を配合し、且つ成形性の優れたサンドイッチ成形品を提供すること。
【解決手段】スキン層樹脂材料を機能性添加剤無添加樹脂とし、コア層樹脂材料に主機能性添加剤を配合するか、スキン層樹脂材料に副機能性添加剤を配合し、コア層樹脂材料に主機能性添加剤を配合し、サンドイッチ成形した後、合成樹脂材料のガラス転移温度以上の温度で加熱処理し、コア層樹脂材料に配合した主機能性添加剤をスキン層表面にブリードアウトさせるサンドイッチ成形品。
【解決手段】スキン層樹脂材料を機能性添加剤無添加樹脂とし、コア層樹脂材料に主機能性添加剤を配合するか、スキン層樹脂材料に副機能性添加剤を配合し、コア層樹脂材料に主機能性添加剤を配合し、サンドイッチ成形した後、合成樹脂材料のガラス転移温度以上の温度で加熱処理し、コア層樹脂材料に配合した主機能性添加剤をスキン層表面にブリードアウトさせるサンドイッチ成形品。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、機能性添加剤を含み且つ成形性に優れたサンドイッチ成形品に関する。
【背景技術】
【0002】
合成樹脂成形品に摺動特性、帯電防止性、難燃性などの付加価値を付与する場合、合成成形品を構成する合成樹脂材料中に、潤滑剤、帯電防止剤、難燃剤などの機能性添加剤を配合することが行なわれている(特許文献1参照。)。その場合、添加剤は性能や性能の持続性の意味から多量に配合することが望ましい。
【0003】
しかし、機能性添加剤の中には、成形工程で合成樹脂材料の成形性を悪化させ外観不良を発生させたり、合成樹脂材料の表面にブリードアウトした添加剤が金型に付着し、汚染を引き起こしたりする場合があるので、添加剤の配合量は、性能や性能の持続性という観点ではなく、成形性などの本来の目的とは異なった観点で決めなければならないという問題があった。
【0004】
さらに、機能の異なる複数の添加剤を配合させる場合、添加剤同士の相性を考慮しないと、やはり成形性が悪化したり、成形品ウエルド部での著しい強度低下を引き起こしたりするため、使用可能な機能性添加剤の添加量や組み合わせが制限されるという問題があった。
【0005】
一方、成形法による機能化として、多色成形機を用いた共射出成形法の一つで、表層(スキン層)と内部(コア層)の材料を変えたサンドイッチ成形が知られている。
この成形法によれば、通常の単材で作られた製品よりも高機能化させられる利点があり、例えば、廃プラスチックの活用による環境保全を目的として新品材料をスキン層に、リサイクル材料をコア層に使用したサンドイッチ成形品(特許文献2参照。)、寸法精度の向上を目的としてスキン層に一般材料、コア層に発泡剤配合材料を使用したサンドイッチ成形品(特許文献3参照。)、相手材への攻撃性(摺動)緩和と高剛性の両立を目的としてスキン層に一般材料、コア層に繊維強化材料を使用したサンドイッチ成形品(特許文献4参照。)などが知られている。
【0006】
このようなサンドイッチ成形法を利用し、機能性添加剤の配合によってプラスチック成形品の高機能化を図る場合、コア層に一般材料を使用し、スキン層に機能性添加剤を配合した材料を使用するのが一般的である。
この方法によれば機能性添加剤の配合量を減らすことができるが、機能性添加剤による成形性の悪化を完全に解決することはできず、複数の添加剤を配合することによる問題点は依然として残っていた。
【特許文献1】特開2000−72214号公報
【特許文献2】特開2001−225351号公報
【特許文献3】特開2000−33635号公報(明細書段落番号[0046])
【特許文献4】特開2004−125139号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、上述した問題を解決するものであって、すなわち、本発明の課題は、合成樹脂材料中に必要量の機能性添加剤を配合し、且つ、成形性の優れたサンドイッチ成形品を提供することである。
本発明の他の課題は、異なる機能性添加剤を配合し、且つ、成形性の優れたサンドイッチ成形品を提供することである。
【課題を解決するための手段】
【0008】
本発明者らは、合成樹脂の成形方法について研究を重ねた結果、機能性添加剤を配合した合成樹脂をコア層に使用すれば、スキン層の一般材料で外観を良品にすることができること、また、合成樹脂中の機能性添加剤は合成樹脂の非晶部に存在し、ガラス転移温度(Tg)を超えると非晶部の分子運動により表層に押し出される(ブリードアウト)ことを見出し、本発明に至った。
【0009】
すなわち、本発明の態様は、以下のとおりである。
(1)スキン層樹脂材料を機能性添加剤無添加樹脂とし、コア層樹脂材料に主機能性添加剤を配合してサンドイッチ成形したことを特徴とするサンドイッチ成形品。
(2)スキン層樹脂材料に副機能性添加剤を配合し、コア層樹脂材料に主機能性添加剤を配合してサンドイッチ成形したことを特徴とするサンドイッチ成形品。
(3)サンドイッチ成形後、合成樹脂材料のガラス転移温度以上の温度で加熱処理し、コア層樹脂材料に配合した主機能性添加剤をスキン層表面にブリードアウトさせたことを特徴とする(1)又は(2)記載のサンドイッチ成形品。
(4)加熱処理がサンドイッチ成形品の使用にあたり発生する高温を利用するものであることを特徴とする(3)記載のサンドイッチ成形品。
【発明の効果】
【0010】
本発明によれば、サンドイッチ成形時にスキン層は成形性に悪影響を及ぼす機能性添加剤が配合されていないか、もしくは成形性に悪影響を及ぼさない安定な添加剤のみが配合されているので、成形性の悪化や強度の著しい低下を抑え、外観の優れたサンドイッチ成形品とすることができ、その後、サンドイッチ成形品を、Tgを超える温度に加熱すれば、コア層に存在する機能性添加剤がスキン層の表面にブリードアウトし、サンドイッチ成形品に所期の機能を発現させることができる。
また、本発明によれば、サンドイッチ成形品の外観に影響のないコア層に添加剤を配合するので、高濃度配合ができ、添加剤の効果を長期間持続できる。
【0011】
さらに、外観や強度に悪影響を与える相性の良くない複数の添加剤を、スキン層とコア層に分離して配合するので、異なる目的で2種又は複数の任意の添加剤を容易に配合することができ、その後、サンドイッチ成形品を、Tgを超える温度に加熱すれば、コア層に存在する他の機能性添加剤がスキン層の表面にブリードアウトし、サンドイッチ成形品に異なる複数の機能を発現させることができる。
【発明を実施するための最良の形態】
【0012】
本発明でいうサンドイッチ成形品の具体的な態様としては、搬送分野のプラスチック製チェーン、チェーンガイドなどや、車両エンジン分野のタイミングシステムにおけるテンショナレバーや、ケーブル類やホースなどを移動案内させるためのケーブルベア(登録商標)と称するケーブル類保護案内装置などがある。
【0013】
本発明でいう主機能性添加剤とは、プラスチック成形品に摺動特性、帯電防止性、難燃性、抗菌・防カビ性などの付加価値を発現させるために樹脂材料に配合されるものである。樹脂の成形性を悪化させるもの、例えば、炭化水素系潤滑剤、脂肪酸系潤滑剤、脂肪酸アミド系潤滑剤、エステル系潤滑剤などの潤滑剤や、カチオン活性剤、アニオン活性剤、両性活性剤などの帯電防止剤や、塩素系難燃剤、臭素系難燃剤、リン系難燃剤、無機系難燃剤などの難燃剤や、有機系抗菌・防カビ剤、無機系抗菌・防カビ剤などの抗菌・防カビ剤であっても、直接成形に関与しないコア層に配合されているので問題なく使用できる。
また、本発明でいう副機能性添加剤とは、主機能性添加剤とは異なる添加剤であって、単独で合成樹脂材料に配合しても成形性などに悪影響を及ぼさないものをいう。
主機能性添加剤と併用して配合すると、成形性に悪影響を及ぼしたり強度の低下を及ぼす惧れがあるものであっても、サンドイッチ成形時には主機能性添加剤と分離されているので問題なく使用できる。
【0014】
従来併用が好ましくないとされていた機能性添加剤の組み合わせが本発明により組み合わせ可能となった例として、以下のようなものがある。
(1)スキン層に副機能性添加剤としてPTFE、カーボン、二硫化モリブデン、シリコーンポリマーなどの固体潤滑剤を配合し、コア層に主機能性添加剤としてオレフィン系ワックスや脂肪酸エステルなどの半固体もしくは液体潤滑剤を配合し、「低面圧・高速」、「高面圧・低速」のいずれの条件でも高摺動特性を長期間維持できるような組み合わせのサンドイッチ成形品。
(2)スキン層に摺動添加剤を配合し、コア層に界面活性剤系の帯電防止剤を配合し、摺動特性と帯電防止性能を併せ持つような組み合わせのサンドイッチ成形品。
(3)スキン層に導電ポリマーを配合し、コア層に半固体もしくは液体潤滑剤を配合し、摺動特性と帯電防止性能を併せ持つような組み合わせのサンドイッチ成形品。
【0015】
本発明でいう「加熱処理」は、合成樹脂材料のTg以上、溶融温度未満で行なう必要があるが、Tg〜Tg+2〜3℃程度の温度範囲が好ましい。そして、この加熱処理は、サンドイッチ成形後の加熱処理であっても良く、サンドイッチ成形品の使用にあたり発生する高温を利用するものであっても良い。
【0016】
また、本発明の加熱処理は、コア層に配合された種機能性添加剤がスキン層の表面までブリードアウトするのに十分な時間行なう必要がある。
【0017】
このように、本発明では、サンドイッチ成形後にTg付近の温度で加熱処理することで合成樹脂材料中に配合された機能性添加剤を強制的にスキン層表面にブリードアウトすることができる。
また、本発明では、サンドイッチ成形品の使用にあたり発生する高温を利用してスキン層表面にブリードアウトすることができるようにしても良く、例えば、搬送分野のプラスチック製チェーン、チェーンガイドなどの摺動部品であれば、使用時の摺動熱でも拡散が進み所期の機能を発現させることができ、また、車両エンジン分野のタイミングシステムにおけるテンショナレバーなどの灼熱雰囲気下で使用する部品であれば、使用時の灼熱でも拡散が進み所期の機能を発現させることができるので、事前の熱処理を省略することもできる。
【0018】
本発明で使用する合成樹脂材料は、射出成形可能な合成樹脂材料であれば種類を問わないが、リサイクル性を考慮するとスキン層とコア層は同種類とすることが望ましい。
また、上述したように、機能性添加剤は、合成樹脂の非晶部に存在し、この非晶部を通って表面に拡散するため、機能性材料を高濃度に配合するためには、合成樹脂の結晶化度は高すぎないほうが望ましく、具体的には80%以下が望ましい。
さらに、このような拡散は、非晶部のブラウン運動によって進むため、ガラス転移温度が高すぎないほうが望ましく、具体的にはTg=80℃以下が望ましい。
【0019】
以上のことを勘案すると、本発明で使用する合成樹脂材料としては、ポリエチレン(PE)、ポリプロピレン(PP)、ポリアミド(PA)、ポリアセタール(POM)、ポリエチレンテレフタレート(PET)が望ましいが、これらに限定されるものではない。
【0020】
コア層に配合された機能性添加剤の拡散を容易にするためには、スキン層の厚みは薄いほうが望ましく、具体的には1mm以下が望ましい。
また、このような薄いスキン層を形成するためには、コア層の合成樹脂材料の粘度をスキン層の合成樹脂材料の粘度と比べて高くすることが望ましい。
さらに、コア層に配合された機能性添加剤は、合成樹脂の非晶部を通り表面に拡散するので、その分子量が大きすぎないことが望ましい。
【実施例1】
【0021】
(1)PP−エステル系添加剤の検量線
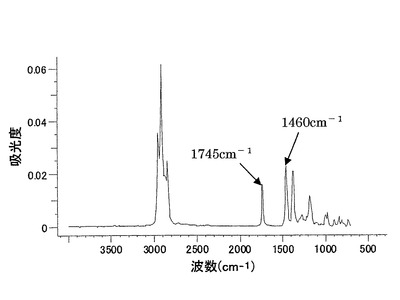
ポリプロピレン(PP)にエステル系添加剤を3wt%配合してサンドイッチ成形したサンドイッチ成形品をFT−IRにて表面分析して得られたIRチャートを図1に示す。
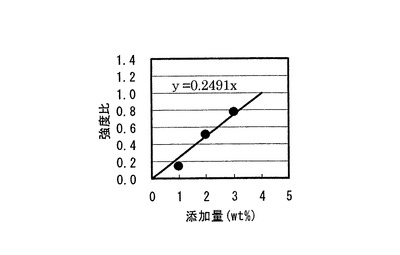
ここで、PP特有の1460cm−1[C−CH3変角振動、−CH2変角振動]とエステル系添加剤特有の1745cm−1[C=O伸縮振動]の吸光度比(強度比)を添加剤濃度のパラメーターとした。
エステル系添加剤の濃度(x)を1,2,3wt%としたときの吸光度比(y)を求め、原点を通る一次回帰と仮定して検量線を求めたところ、図2のようなy=0.249xを得た。
【実施例2】
【0022】
(2)機能性添加剤の拡散(ブリードアウト)の確認
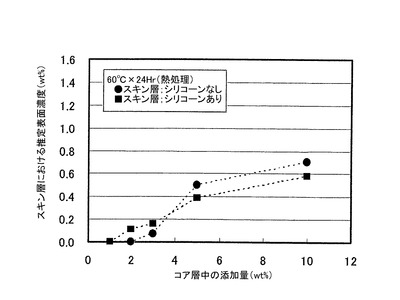
次に、コア層はポリプロピレン(PP)+3wt%エステル系添加剤、スキン層は「ポリプロピレン(PP)−添加剤無配合」と「ポリプロピレン(PP)+シリコーン系摺動添加剤(樹脂の成形性に対して安定な添加剤)3wt%」の2種類のサンドイッチ成形品を用意し、熱処理(60℃×24Hr、60℃×48Hr)を施した後、FT−IRにて表面分析を行い、ブリードアウトが発生していた場合、実施例1で求めた検量線からエステル系添加剤の濃度、すなわち、スキン層における表面推定濃度(wt%)を推定し、その結果を図3,図4に示す。なお、ポリプロピレン(PP)単体では、熱処理を施しても波形が変わらないことは確認済みである。
図3,図4の結果から明らかなように、サンドイッチ成形でコア層に配合したエステル系添加剤ならなる主機能性添加剤が、スキン層に他の機能性添加剤からなる副機能性添加剤が配合されているか否かに拘らず、ブリードアウトすることが確認された。
【0023】
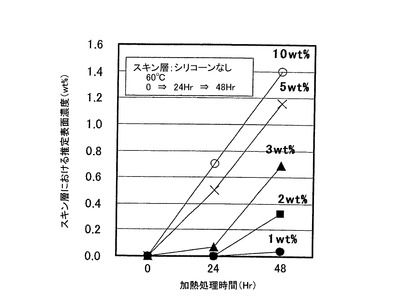
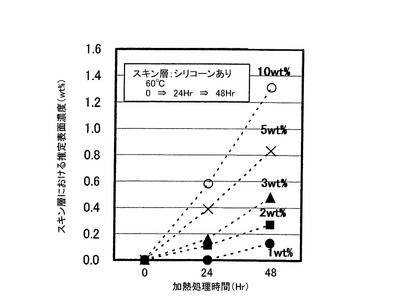
上記測定値のスキン層における推定表面濃度と加熱処理時間との関係を図5,図6に示す。
シリコーン系添加剤を5wt%以上の添加量では、スキン層における推定表面濃度と加熱処理時間が比例関係にあることがわかる。
また、スキン層にシリコーン系添加剤が含まれているほうが、1〜3wt%の低濃度での立ち上がりが早かった。
さらに、24Hrの加熱処理では、1〜3wt%で「シリコーンなし」より多くブリードアウトしているが、48Hrの加熱処理では、1wt%を除き「シリコーンなし」より逆にブリードアウト量が少なかった。
【産業上の利用可能性】
【0024】
本発明によれば、任意の機能を備えたサンドイッチ成形品を、成形不良や強度劣化を伴うことなく製造することができ、産業上有利である。
【図面の簡単な説明】
【0025】
【図1】ポリプロピレン+3wt%エステル系添加剤のIRチャートを示す図。
【図2】エステル系添加剤の濃度(x)と吸光度比(y)から求めた検量線を示す図。
【図3】24時間加熱処理したサンドイッチ成形品の表面推定濃度を説明する図。
【図4】48時間加熱処理したサンドイッチ成形品の表面推定濃度を説明する図。
【図5】シリコーン無添加スキン層のサンドイッチ成形品の推定表面濃度を説明する図。
【図6】シリコーン添加スキン層のサンドイッチ成形品の推定表面濃度を説明する図。
【技術分野】
【0001】
本発明は、機能性添加剤を含み且つ成形性に優れたサンドイッチ成形品に関する。
【背景技術】
【0002】
合成樹脂成形品に摺動特性、帯電防止性、難燃性などの付加価値を付与する場合、合成成形品を構成する合成樹脂材料中に、潤滑剤、帯電防止剤、難燃剤などの機能性添加剤を配合することが行なわれている(特許文献1参照。)。その場合、添加剤は性能や性能の持続性の意味から多量に配合することが望ましい。
【0003】
しかし、機能性添加剤の中には、成形工程で合成樹脂材料の成形性を悪化させ外観不良を発生させたり、合成樹脂材料の表面にブリードアウトした添加剤が金型に付着し、汚染を引き起こしたりする場合があるので、添加剤の配合量は、性能や性能の持続性という観点ではなく、成形性などの本来の目的とは異なった観点で決めなければならないという問題があった。
【0004】
さらに、機能の異なる複数の添加剤を配合させる場合、添加剤同士の相性を考慮しないと、やはり成形性が悪化したり、成形品ウエルド部での著しい強度低下を引き起こしたりするため、使用可能な機能性添加剤の添加量や組み合わせが制限されるという問題があった。
【0005】
一方、成形法による機能化として、多色成形機を用いた共射出成形法の一つで、表層(スキン層)と内部(コア層)の材料を変えたサンドイッチ成形が知られている。
この成形法によれば、通常の単材で作られた製品よりも高機能化させられる利点があり、例えば、廃プラスチックの活用による環境保全を目的として新品材料をスキン層に、リサイクル材料をコア層に使用したサンドイッチ成形品(特許文献2参照。)、寸法精度の向上を目的としてスキン層に一般材料、コア層に発泡剤配合材料を使用したサンドイッチ成形品(特許文献3参照。)、相手材への攻撃性(摺動)緩和と高剛性の両立を目的としてスキン層に一般材料、コア層に繊維強化材料を使用したサンドイッチ成形品(特許文献4参照。)などが知られている。
【0006】
このようなサンドイッチ成形法を利用し、機能性添加剤の配合によってプラスチック成形品の高機能化を図る場合、コア層に一般材料を使用し、スキン層に機能性添加剤を配合した材料を使用するのが一般的である。
この方法によれば機能性添加剤の配合量を減らすことができるが、機能性添加剤による成形性の悪化を完全に解決することはできず、複数の添加剤を配合することによる問題点は依然として残っていた。
【特許文献1】特開2000−72214号公報
【特許文献2】特開2001−225351号公報
【特許文献3】特開2000−33635号公報(明細書段落番号[0046])
【特許文献4】特開2004−125139号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、上述した問題を解決するものであって、すなわち、本発明の課題は、合成樹脂材料中に必要量の機能性添加剤を配合し、且つ、成形性の優れたサンドイッチ成形品を提供することである。
本発明の他の課題は、異なる機能性添加剤を配合し、且つ、成形性の優れたサンドイッチ成形品を提供することである。
【課題を解決するための手段】
【0008】
本発明者らは、合成樹脂の成形方法について研究を重ねた結果、機能性添加剤を配合した合成樹脂をコア層に使用すれば、スキン層の一般材料で外観を良品にすることができること、また、合成樹脂中の機能性添加剤は合成樹脂の非晶部に存在し、ガラス転移温度(Tg)を超えると非晶部の分子運動により表層に押し出される(ブリードアウト)ことを見出し、本発明に至った。
【0009】
すなわち、本発明の態様は、以下のとおりである。
(1)スキン層樹脂材料を機能性添加剤無添加樹脂とし、コア層樹脂材料に主機能性添加剤を配合してサンドイッチ成形したことを特徴とするサンドイッチ成形品。
(2)スキン層樹脂材料に副機能性添加剤を配合し、コア層樹脂材料に主機能性添加剤を配合してサンドイッチ成形したことを特徴とするサンドイッチ成形品。
(3)サンドイッチ成形後、合成樹脂材料のガラス転移温度以上の温度で加熱処理し、コア層樹脂材料に配合した主機能性添加剤をスキン層表面にブリードアウトさせたことを特徴とする(1)又は(2)記載のサンドイッチ成形品。
(4)加熱処理がサンドイッチ成形品の使用にあたり発生する高温を利用するものであることを特徴とする(3)記載のサンドイッチ成形品。
【発明の効果】
【0010】
本発明によれば、サンドイッチ成形時にスキン層は成形性に悪影響を及ぼす機能性添加剤が配合されていないか、もしくは成形性に悪影響を及ぼさない安定な添加剤のみが配合されているので、成形性の悪化や強度の著しい低下を抑え、外観の優れたサンドイッチ成形品とすることができ、その後、サンドイッチ成形品を、Tgを超える温度に加熱すれば、コア層に存在する機能性添加剤がスキン層の表面にブリードアウトし、サンドイッチ成形品に所期の機能を発現させることができる。
また、本発明によれば、サンドイッチ成形品の外観に影響のないコア層に添加剤を配合するので、高濃度配合ができ、添加剤の効果を長期間持続できる。
【0011】
さらに、外観や強度に悪影響を与える相性の良くない複数の添加剤を、スキン層とコア層に分離して配合するので、異なる目的で2種又は複数の任意の添加剤を容易に配合することができ、その後、サンドイッチ成形品を、Tgを超える温度に加熱すれば、コア層に存在する他の機能性添加剤がスキン層の表面にブリードアウトし、サンドイッチ成形品に異なる複数の機能を発現させることができる。
【発明を実施するための最良の形態】
【0012】
本発明でいうサンドイッチ成形品の具体的な態様としては、搬送分野のプラスチック製チェーン、チェーンガイドなどや、車両エンジン分野のタイミングシステムにおけるテンショナレバーや、ケーブル類やホースなどを移動案内させるためのケーブルベア(登録商標)と称するケーブル類保護案内装置などがある。
【0013】
本発明でいう主機能性添加剤とは、プラスチック成形品に摺動特性、帯電防止性、難燃性、抗菌・防カビ性などの付加価値を発現させるために樹脂材料に配合されるものである。樹脂の成形性を悪化させるもの、例えば、炭化水素系潤滑剤、脂肪酸系潤滑剤、脂肪酸アミド系潤滑剤、エステル系潤滑剤などの潤滑剤や、カチオン活性剤、アニオン活性剤、両性活性剤などの帯電防止剤や、塩素系難燃剤、臭素系難燃剤、リン系難燃剤、無機系難燃剤などの難燃剤や、有機系抗菌・防カビ剤、無機系抗菌・防カビ剤などの抗菌・防カビ剤であっても、直接成形に関与しないコア層に配合されているので問題なく使用できる。
また、本発明でいう副機能性添加剤とは、主機能性添加剤とは異なる添加剤であって、単独で合成樹脂材料に配合しても成形性などに悪影響を及ぼさないものをいう。
主機能性添加剤と併用して配合すると、成形性に悪影響を及ぼしたり強度の低下を及ぼす惧れがあるものであっても、サンドイッチ成形時には主機能性添加剤と分離されているので問題なく使用できる。
【0014】
従来併用が好ましくないとされていた機能性添加剤の組み合わせが本発明により組み合わせ可能となった例として、以下のようなものがある。
(1)スキン層に副機能性添加剤としてPTFE、カーボン、二硫化モリブデン、シリコーンポリマーなどの固体潤滑剤を配合し、コア層に主機能性添加剤としてオレフィン系ワックスや脂肪酸エステルなどの半固体もしくは液体潤滑剤を配合し、「低面圧・高速」、「高面圧・低速」のいずれの条件でも高摺動特性を長期間維持できるような組み合わせのサンドイッチ成形品。
(2)スキン層に摺動添加剤を配合し、コア層に界面活性剤系の帯電防止剤を配合し、摺動特性と帯電防止性能を併せ持つような組み合わせのサンドイッチ成形品。
(3)スキン層に導電ポリマーを配合し、コア層に半固体もしくは液体潤滑剤を配合し、摺動特性と帯電防止性能を併せ持つような組み合わせのサンドイッチ成形品。
【0015】
本発明でいう「加熱処理」は、合成樹脂材料のTg以上、溶融温度未満で行なう必要があるが、Tg〜Tg+2〜3℃程度の温度範囲が好ましい。そして、この加熱処理は、サンドイッチ成形後の加熱処理であっても良く、サンドイッチ成形品の使用にあたり発生する高温を利用するものであっても良い。
【0016】
また、本発明の加熱処理は、コア層に配合された種機能性添加剤がスキン層の表面までブリードアウトするのに十分な時間行なう必要がある。
【0017】
このように、本発明では、サンドイッチ成形後にTg付近の温度で加熱処理することで合成樹脂材料中に配合された機能性添加剤を強制的にスキン層表面にブリードアウトすることができる。
また、本発明では、サンドイッチ成形品の使用にあたり発生する高温を利用してスキン層表面にブリードアウトすることができるようにしても良く、例えば、搬送分野のプラスチック製チェーン、チェーンガイドなどの摺動部品であれば、使用時の摺動熱でも拡散が進み所期の機能を発現させることができ、また、車両エンジン分野のタイミングシステムにおけるテンショナレバーなどの灼熱雰囲気下で使用する部品であれば、使用時の灼熱でも拡散が進み所期の機能を発現させることができるので、事前の熱処理を省略することもできる。
【0018】
本発明で使用する合成樹脂材料は、射出成形可能な合成樹脂材料であれば種類を問わないが、リサイクル性を考慮するとスキン層とコア層は同種類とすることが望ましい。
また、上述したように、機能性添加剤は、合成樹脂の非晶部に存在し、この非晶部を通って表面に拡散するため、機能性材料を高濃度に配合するためには、合成樹脂の結晶化度は高すぎないほうが望ましく、具体的には80%以下が望ましい。
さらに、このような拡散は、非晶部のブラウン運動によって進むため、ガラス転移温度が高すぎないほうが望ましく、具体的にはTg=80℃以下が望ましい。
【0019】
以上のことを勘案すると、本発明で使用する合成樹脂材料としては、ポリエチレン(PE)、ポリプロピレン(PP)、ポリアミド(PA)、ポリアセタール(POM)、ポリエチレンテレフタレート(PET)が望ましいが、これらに限定されるものではない。
【0020】
コア層に配合された機能性添加剤の拡散を容易にするためには、スキン層の厚みは薄いほうが望ましく、具体的には1mm以下が望ましい。
また、このような薄いスキン層を形成するためには、コア層の合成樹脂材料の粘度をスキン層の合成樹脂材料の粘度と比べて高くすることが望ましい。
さらに、コア層に配合された機能性添加剤は、合成樹脂の非晶部を通り表面に拡散するので、その分子量が大きすぎないことが望ましい。
【実施例1】
【0021】
(1)PP−エステル系添加剤の検量線
ポリプロピレン(PP)にエステル系添加剤を3wt%配合してサンドイッチ成形したサンドイッチ成形品をFT−IRにて表面分析して得られたIRチャートを図1に示す。
ここで、PP特有の1460cm−1[C−CH3変角振動、−CH2変角振動]とエステル系添加剤特有の1745cm−1[C=O伸縮振動]の吸光度比(強度比)を添加剤濃度のパラメーターとした。
エステル系添加剤の濃度(x)を1,2,3wt%としたときの吸光度比(y)を求め、原点を通る一次回帰と仮定して検量線を求めたところ、図2のようなy=0.249xを得た。
【実施例2】
【0022】
(2)機能性添加剤の拡散(ブリードアウト)の確認
次に、コア層はポリプロピレン(PP)+3wt%エステル系添加剤、スキン層は「ポリプロピレン(PP)−添加剤無配合」と「ポリプロピレン(PP)+シリコーン系摺動添加剤(樹脂の成形性に対して安定な添加剤)3wt%」の2種類のサンドイッチ成形品を用意し、熱処理(60℃×24Hr、60℃×48Hr)を施した後、FT−IRにて表面分析を行い、ブリードアウトが発生していた場合、実施例1で求めた検量線からエステル系添加剤の濃度、すなわち、スキン層における表面推定濃度(wt%)を推定し、その結果を図3,図4に示す。なお、ポリプロピレン(PP)単体では、熱処理を施しても波形が変わらないことは確認済みである。
図3,図4の結果から明らかなように、サンドイッチ成形でコア層に配合したエステル系添加剤ならなる主機能性添加剤が、スキン層に他の機能性添加剤からなる副機能性添加剤が配合されているか否かに拘らず、ブリードアウトすることが確認された。
【0023】
上記測定値のスキン層における推定表面濃度と加熱処理時間との関係を図5,図6に示す。
シリコーン系添加剤を5wt%以上の添加量では、スキン層における推定表面濃度と加熱処理時間が比例関係にあることがわかる。
また、スキン層にシリコーン系添加剤が含まれているほうが、1〜3wt%の低濃度での立ち上がりが早かった。
さらに、24Hrの加熱処理では、1〜3wt%で「シリコーンなし」より多くブリードアウトしているが、48Hrの加熱処理では、1wt%を除き「シリコーンなし」より逆にブリードアウト量が少なかった。
【産業上の利用可能性】
【0024】
本発明によれば、任意の機能を備えたサンドイッチ成形品を、成形不良や強度劣化を伴うことなく製造することができ、産業上有利である。
【図面の簡単な説明】
【0025】
【図1】ポリプロピレン+3wt%エステル系添加剤のIRチャートを示す図。
【図2】エステル系添加剤の濃度(x)と吸光度比(y)から求めた検量線を示す図。
【図3】24時間加熱処理したサンドイッチ成形品の表面推定濃度を説明する図。
【図4】48時間加熱処理したサンドイッチ成形品の表面推定濃度を説明する図。
【図5】シリコーン無添加スキン層のサンドイッチ成形品の推定表面濃度を説明する図。
【図6】シリコーン添加スキン層のサンドイッチ成形品の推定表面濃度を説明する図。
【特許請求の範囲】
【請求項1】
スキン層樹脂材料を機能性添加剤無添加樹脂とし、コア層樹脂材料に主機能性添加剤を配合してサンドイッチ成形したことを特徴とするサンドイッチ成形品。
【請求項2】
スキン層樹脂材料に副機能性添加剤を配合し、コア層樹脂材料に主機能性添加剤を配合してサンドイッチ成形したことを特徴とするサンドイッチ成形品。
【請求項3】
前記サンドイッチ成形後、樹脂材料のガラス転移点以上の温度で加熱処理し、前記コア層樹脂材料に配合した主機能性添加剤をスキン層表面にブリードアウトさせたことを特徴とする請求項1又は請求項2記載のサンドイッチ成形品。
【請求項4】
前記加熱処理がサンドイッチ成形品の使用にあたり発生する高温を利用するものであることを特徴とする請求項3記載のサンドイッチ成形品。
【請求項1】
スキン層樹脂材料を機能性添加剤無添加樹脂とし、コア層樹脂材料に主機能性添加剤を配合してサンドイッチ成形したことを特徴とするサンドイッチ成形品。
【請求項2】
スキン層樹脂材料に副機能性添加剤を配合し、コア層樹脂材料に主機能性添加剤を配合してサンドイッチ成形したことを特徴とするサンドイッチ成形品。
【請求項3】
前記サンドイッチ成形後、樹脂材料のガラス転移点以上の温度で加熱処理し、前記コア層樹脂材料に配合した主機能性添加剤をスキン層表面にブリードアウトさせたことを特徴とする請求項1又は請求項2記載のサンドイッチ成形品。
【請求項4】
前記加熱処理がサンドイッチ成形品の使用にあたり発生する高温を利用するものであることを特徴とする請求項3記載のサンドイッチ成形品。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2009−83412(P2009−83412A)
【公開日】平成21年4月23日(2009.4.23)
【国際特許分類】
【出願番号】特願2007−258807(P2007−258807)
【出願日】平成19年10月2日(2007.10.2)
【出願人】(000003355)株式会社椿本チエイン (861)
【出願人】(508114454)地方独立行政法人 大阪市立工業研究所 (60)
【Fターム(参考)】
【公開日】平成21年4月23日(2009.4.23)
【国際特許分類】
【出願日】平成19年10月2日(2007.10.2)
【出願人】(000003355)株式会社椿本チエイン (861)
【出願人】(508114454)地方独立行政法人 大阪市立工業研究所 (60)
【Fターム(参考)】
[ Back to top ]