
紡績糸を製造する装置
【課題】繊維が常に同じ方法で入り口開口に入ること、及びローラコット、エプロンの寿命を延ばすこと。
【解決手段】紡績糸1を製造するための装置であって、コンデンサ19及びエアジェット集合体4を駆動機構を介してドラフト装置3のローラー対7,8;9,10;11,12の幅を横切って綾振りさせるための綾振り装置25を含むものにおいて、エアジェット集合体が繊維ストランド15に対して同期して綾振りすること、及びドラフト装置から外に出る繊維が同じ方式でエアジェット集合体の入口開口21に入ることを確実にするように配置されており、個々の紡績位置で糸切れが起こった場合に不完全ドラフトを避けるために個々の紡績位置のドラフト装置を停止させるための手段が与えられており、綾振り運動を中断するための手段が与えられており、この手段は、糸切れが起こった個々の単一の紡績位置で綾振り運動を個別に中断するように適合されている。
【解決手段】紡績糸1を製造するための装置であって、コンデンサ19及びエアジェット集合体4を駆動機構を介してドラフト装置3のローラー対7,8;9,10;11,12の幅を横切って綾振りさせるための綾振り装置25を含むものにおいて、エアジェット集合体が繊維ストランド15に対して同期して綾振りすること、及びドラフト装置から外に出る繊維が同じ方式でエアジェット集合体の入口開口21に入ることを確実にするように配置されており、個々の紡績位置で糸切れが起こった場合に不完全ドラフトを避けるために個々の紡績位置のドラフト装置を停止させるための手段が与えられており、綾振り運動を中断するための手段が与えられており、この手段は、糸切れが起こった個々の単一の紡績位置で綾振り運動を個別に中断するように適合されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はステープル繊維のスライバーから紡績糸を製造するための装置であって、予め決定できる繊度の繊維ストランドにスライバーをドラフトするための複数のローラー対を持つドラフト装置を含み、ドラフト装置の下流に配置されたエアジェット集合体を含み、前記エアジェット集合体は繊維ストランドのための入口開口を含み、かつ繊維ストランドをエアジェット集合体の入口開口に対して横方向に整合から外させることなくドラフト装置のローラー対の幅を横切ってスライバー案内要素を綾振りさせるための綾振り装置を含む装置に関する。
【背景技術】
【0002】
この形式の装置はドイツ公開特許3145208で従来技術である。この既知の装置において、スライバー案内要素は底エプロンであり、それ自身恐らくそれに配置された上部エプロンと交互に綾振り運動を実行する。既知の装置の綾振り速度は、繊維ストランドの正常走行経路からの逸脱ができるだけ低く保たれるように、特に繊維ストランドの曲がりくねった走行経路が起こらないように、従って、ドラフト装置の最後のローラー対から解放された繊維ストランドの中心がエアジェット集合体の入口開口に対して横方向に整合から外れないように、十分に遅くあるべきである。
【0003】
最後に述べた要求は特に送出速度が600m/分までの大きさのエアジェット集合体が利用されるとき部分的にしか成功しない。また既知の装置の場合、走行エプロンの寿命のみが延び、一方でドラフト装置のコットの摩耗は減らない。
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明の目的は、一方では繊維が高送出速度でさえ常に同じ方法で入口開口中に入ることを保証すること、及び他方ではドラフト装置のコット及び走行エプロンの寿命を延ばすことである。
【課題を解決するための手段】
【0005】
この目的は、綾振り装置が繊維ストランドの幅を決定しかつドラフト装置のローラー対に割り当てられている少なくとも一つのコンデンサと連結され、また前記綾振り装置が駆動機構を介してエアジェット集合体と連結されることにより達成された。
【0006】
本発明の特徴の利用により、繊維のエアジェット集合体中への供給はエアジェット集合体が繊維ストランドと共に綾振り運動するので保証される。同時にコット並びに走行エプロンの摩耗は減り、特に綾振り運動が非常にゆっくりと実行され、かつコットの全幅が利用されるときそうである。本発明によれば、コンデンサは既知の方法で綾振りし、スライバー案内要素を形成するので、綾振り装置は実際の使用で立証された、例えば供給コンデンサ及び中間コンデンサの綾振りを適用されることができる。これらのコンデンサはそれぞれ関連したローラー対の上流に配置され、それにより通常、コンデンサは前方ローラー対に割り当てられない。
【0007】
本発明の好適実施例では、少なくとも一つのコンデンサとエアジェット集合体がジョイント支持要素に配置される。糸クリーナーはこの支持要素上のエアジェット集合体の下流に追加的に配置されることができる。エアジェット集合体から引き出された糸はまた、これにより綾振りされ、従って引出しローラー対の摩耗が減少する。
【0008】
綾振り装置自体は種々の方法で設計されることができる。
【0009】
一実施例では綾振り装置は機械の長手方向に沿って延びかつ複数の紡績位置に割り当てられている綾振り棒を含むことが規定される。不完全なドラフトを避けるために、ドラフト装置のローラー対は糸切れの場合に静止させられ、かかる場合には綾振り運動も中断されなければならない。複数の紡績位置に沿って延びる綾振り棒の場合、一つの個々の紡績位置での綾振り運動は必要なときに一般的な綾振り運動から結合を断つことができねばならない。これは紡績位置が再度、操業設定された後に綾振り棒上に引掛ける機構により達成されることができる。
【0010】
別の実施例の場合では各紡績位置がそれに割り当てられたそれ自身の綾振り装置を持ち、それが駆動機構を介してドラフト装置の前方ローラー対と連結されることが規定される。糸切れの際に、ドラフト装置はまた、停止されねばならない。しかし、ドラフト装置が静止させられるとき、綾振り運動も綾振り装置のドラフト装置の前方ローラー対との駆動関連結合のため、停止される。
【図面の簡単な説明】
【0011】
本発明のこれらの及び更なる目的、特徴及び利点は添付図面に関してなされるそれらの以下の詳細な説明からより容易に明らかとなるであろう。図面において:
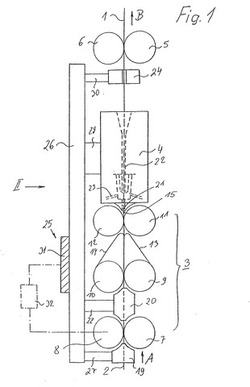
【図1】図1は、本発明による装置の側面図であり、
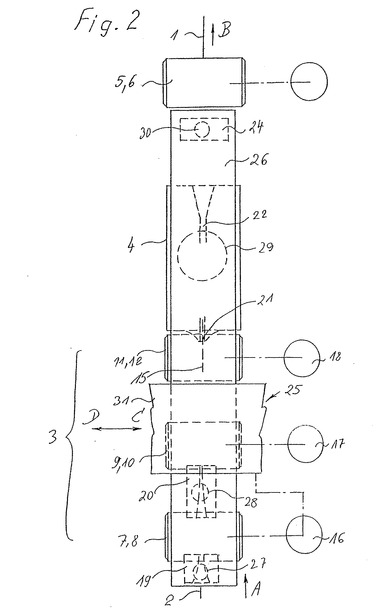
【図2】図2は、図1の矢印IIの方向の図である。
【発明を実施するための形態】
【0012】
図1と2に示される装置はステープル繊維のスライバーからまたは粗紡2から紡績糸1を製造する役目をする。この装置は必須要素としてドラフト装置3並びにエアジェット集合体4を含む。
【0013】
紡績されるスライバー2は供給方向Aでドラフト装置3に供給され、引き出し方向Bで紡績糸1として巻き取り装置(図示せず)に引き出される。引き出しローラー対5,6はエアジェット集合体4から糸1を引き出す役目をする。
【0014】
ドラフト装置3は三ラインドラフトシステムとして設計され、全体で三つのローラー対7,8;9,10;11,12を含み、それらはそれぞれ下部ローラーと上部ローラーを含む。ローラー対7,8は後方ローラー対であり、ローラー対9,10は走行エプロン13と14を備えた中間ローラー対であり、一方ローラー対11,12は前方ローラー対である。この形式のドラフト装置3において、スライバーまたは粗紡2は既知の方法で希望の予め決定できる繊度にドラフトされる。ドラフト装置3の直ぐ下流に繊維ストランド15が存在し、それはドラフトされているがまだ撚られていない。
【0015】
ドラフト工程のために必要なローラー速度は本件の場合、駆動モーター16,17及び18により達成され、それらにそれぞれ下部ローラー8,10及び12が連結されている。
【0016】
既知のように、供給ステープルスライバーまたは粗紡2のための供給コンデンサ19は後方ローラー対7,8の上流に配置され、中間コンデンサ20が中間ローラー対9,10の上流に配置されている。
【0017】
ドラフト装置3の下流に短距離で配置されかつ紡績撚りを与える役割を持つエアジェット集合体4は原則として本発明ではどのような形式のものであることもできるが、国際特許出願WO 02/24993で見出せる形式の設計が注目される。なぜならこの形式のエアジェット集合体4は特に高送出速度を可能とするからである。このエアジェット集合体4は従ってここでは詳細には述べられない。いずれの場合でもそれは繊維ストランド15のための入口開口21を含み、更に紡績糸1、すなわち紡績撚りを持つ糸1のための糸引き出し通路22を含み、また撚りの付与を実現する既知の方法で渦流を発生する複数のエアジェットノズル23を含む。
【0018】
糸監視装置はエアジェット集合体4の下流に配置され、それはまた、本件の場合糸クリーナー24として設計される。この形式の糸クリーナー24は従来技術で既知である。上述の引き出しローラー対5,6が糸クリーナー24の下流に配置されている。
【0019】
エアジェット紡績において、600m/分までの送出速度が実現されることができる。これはドラフト装置3の上部ローラー7,9及び11のコット並びに走行エプロン13と14の増大した摩耗をもたらす。走行エプロン13及び14が定常的に置き換えられる必要がないように、かつコットが短かい間隔で再研磨される必要がないようにするために、従来技術で一般的に既知であるように、繊維ストランド15はドラフト装置3のローラー対7,8;9,10;11,12の幅を横切って綾振りされる。しかし、上述の従来技術でも目的としたように、もし不完全であるとしても−繊維ストランド15がエアジェット集合体4の入口開口21に対して横方向に整合から外れないことは保証されるべきである。エアジェット集合体4の入口開口21はドラフト装置3の出口に関して及びドラフト装置3から出る繊維ストランド15に関して非常に正確に位置されねばならない。出て行く繊維に関して入口開口21のわずかな変位でさえも糸品質をそこない、糸切れをもたらすことさえある。一方では繊維が同じ方式で入口開口21に入ること、及び他方ではコット及び走行エプロン13と14の寿命が延ばされることが保証されるべきである。
【0020】
上述の従来技術から逸脱して、綾振り装置25が今や設けられ、それは繊維ストランド15の幅を決定しかつそれに割り当てられたドラフト装置3のローラー対7,8;9,10を持つ少なくとも一つのコンデンサ19または20と連結されるのみならず、駆動機構を介してエアジェット集合体4とも連結されている。従って入口開口21中へのより信頼性ある繊維供給が保証される。なぜならエアジェット集合体4は繊維ストランド15に対して同期して綾振りするからである。同時に、繊維ストランド15は走行エプロン13及び14の全幅の上をかつローラー7,9及び11のコットの上をゆっくりと動き、従って、それらの寿命は顕著に延ばされる。
【0021】
本発明の一実施例において、両方のコンデンサ、すなわち供給コンデンサ19と中間コンデンサ20並びにエアジェット集合体4及びその下流に配置された糸クリーナー24はジョイント綾振り支持要素26上に配置されることが規定される。固定要素27,28,29及び30がこの目的の役目をする。このようにして上述の利点が達成される。
【0022】
綾振り装置25は綾振り棒31を含むことができ、それは機械に沿って延び、かつ好ましくは図に示されるように複数の紡績位置に割り当てられる。この綾振り棒31は綾振り方向CとDに従って、すなわちローラー7,9及び11のコット及び走行エプロン13と14の最大可能幅に渡って非常にゆっくりと動かされる。何らかの理由で糸切れが起こったら、ドラフト装置3は不完全ドラフトを避けるために停止される。すなわちローラー対7,8;9,10並びに11,12は静止させられる。この場合において、綾振り装置25はまた、静止させられねばならず、それは中央綾振り棒31の場合、関連単一紡績位置が種々の装置により(図示せず)一般的綾振り運動から結合を断たれることで発生する。
【0023】
これに代えて、綾振り装置25が唯一の単一紡績位置の上を個々に延びることが規定されることができる。この場合、綾振り棒31の駆動を後方ローラー対7,8の駆動からとることが合目的的であり、かかる駆動結合32は図1に一点鎖線で示されている。かかる場合において、後方ローラー対7,8が糸切れのため停止されるとき、綾振り装置25は同様に自動的に停止される。
【技術分野】
【0001】
本発明はステープル繊維のスライバーから紡績糸を製造するための装置であって、予め決定できる繊度の繊維ストランドにスライバーをドラフトするための複数のローラー対を持つドラフト装置を含み、ドラフト装置の下流に配置されたエアジェット集合体を含み、前記エアジェット集合体は繊維ストランドのための入口開口を含み、かつ繊維ストランドをエアジェット集合体の入口開口に対して横方向に整合から外させることなくドラフト装置のローラー対の幅を横切ってスライバー案内要素を綾振りさせるための綾振り装置を含む装置に関する。
【背景技術】
【0002】
この形式の装置はドイツ公開特許3145208で従来技術である。この既知の装置において、スライバー案内要素は底エプロンであり、それ自身恐らくそれに配置された上部エプロンと交互に綾振り運動を実行する。既知の装置の綾振り速度は、繊維ストランドの正常走行経路からの逸脱ができるだけ低く保たれるように、特に繊維ストランドの曲がりくねった走行経路が起こらないように、従って、ドラフト装置の最後のローラー対から解放された繊維ストランドの中心がエアジェット集合体の入口開口に対して横方向に整合から外れないように、十分に遅くあるべきである。
【0003】
最後に述べた要求は特に送出速度が600m/分までの大きさのエアジェット集合体が利用されるとき部分的にしか成功しない。また既知の装置の場合、走行エプロンの寿命のみが延び、一方でドラフト装置のコットの摩耗は減らない。
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明の目的は、一方では繊維が高送出速度でさえ常に同じ方法で入口開口中に入ることを保証すること、及び他方ではドラフト装置のコット及び走行エプロンの寿命を延ばすことである。
【課題を解決するための手段】
【0005】
この目的は、綾振り装置が繊維ストランドの幅を決定しかつドラフト装置のローラー対に割り当てられている少なくとも一つのコンデンサと連結され、また前記綾振り装置が駆動機構を介してエアジェット集合体と連結されることにより達成された。
【0006】
本発明の特徴の利用により、繊維のエアジェット集合体中への供給はエアジェット集合体が繊維ストランドと共に綾振り運動するので保証される。同時にコット並びに走行エプロンの摩耗は減り、特に綾振り運動が非常にゆっくりと実行され、かつコットの全幅が利用されるときそうである。本発明によれば、コンデンサは既知の方法で綾振りし、スライバー案内要素を形成するので、綾振り装置は実際の使用で立証された、例えば供給コンデンサ及び中間コンデンサの綾振りを適用されることができる。これらのコンデンサはそれぞれ関連したローラー対の上流に配置され、それにより通常、コンデンサは前方ローラー対に割り当てられない。
【0007】
本発明の好適実施例では、少なくとも一つのコンデンサとエアジェット集合体がジョイント支持要素に配置される。糸クリーナーはこの支持要素上のエアジェット集合体の下流に追加的に配置されることができる。エアジェット集合体から引き出された糸はまた、これにより綾振りされ、従って引出しローラー対の摩耗が減少する。
【0008】
綾振り装置自体は種々の方法で設計されることができる。
【0009】
一実施例では綾振り装置は機械の長手方向に沿って延びかつ複数の紡績位置に割り当てられている綾振り棒を含むことが規定される。不完全なドラフトを避けるために、ドラフト装置のローラー対は糸切れの場合に静止させられ、かかる場合には綾振り運動も中断されなければならない。複数の紡績位置に沿って延びる綾振り棒の場合、一つの個々の紡績位置での綾振り運動は必要なときに一般的な綾振り運動から結合を断つことができねばならない。これは紡績位置が再度、操業設定された後に綾振り棒上に引掛ける機構により達成されることができる。
【0010】
別の実施例の場合では各紡績位置がそれに割り当てられたそれ自身の綾振り装置を持ち、それが駆動機構を介してドラフト装置の前方ローラー対と連結されることが規定される。糸切れの際に、ドラフト装置はまた、停止されねばならない。しかし、ドラフト装置が静止させられるとき、綾振り運動も綾振り装置のドラフト装置の前方ローラー対との駆動関連結合のため、停止される。
【図面の簡単な説明】
【0011】
本発明のこれらの及び更なる目的、特徴及び利点は添付図面に関してなされるそれらの以下の詳細な説明からより容易に明らかとなるであろう。図面において:
【図1】図1は、本発明による装置の側面図であり、
【図2】図2は、図1の矢印IIの方向の図である。
【発明を実施するための形態】
【0012】
図1と2に示される装置はステープル繊維のスライバーからまたは粗紡2から紡績糸1を製造する役目をする。この装置は必須要素としてドラフト装置3並びにエアジェット集合体4を含む。
【0013】
紡績されるスライバー2は供給方向Aでドラフト装置3に供給され、引き出し方向Bで紡績糸1として巻き取り装置(図示せず)に引き出される。引き出しローラー対5,6はエアジェット集合体4から糸1を引き出す役目をする。
【0014】
ドラフト装置3は三ラインドラフトシステムとして設計され、全体で三つのローラー対7,8;9,10;11,12を含み、それらはそれぞれ下部ローラーと上部ローラーを含む。ローラー対7,8は後方ローラー対であり、ローラー対9,10は走行エプロン13と14を備えた中間ローラー対であり、一方ローラー対11,12は前方ローラー対である。この形式のドラフト装置3において、スライバーまたは粗紡2は既知の方法で希望の予め決定できる繊度にドラフトされる。ドラフト装置3の直ぐ下流に繊維ストランド15が存在し、それはドラフトされているがまだ撚られていない。
【0015】
ドラフト工程のために必要なローラー速度は本件の場合、駆動モーター16,17及び18により達成され、それらにそれぞれ下部ローラー8,10及び12が連結されている。
【0016】
既知のように、供給ステープルスライバーまたは粗紡2のための供給コンデンサ19は後方ローラー対7,8の上流に配置され、中間コンデンサ20が中間ローラー対9,10の上流に配置されている。
【0017】
ドラフト装置3の下流に短距離で配置されかつ紡績撚りを与える役割を持つエアジェット集合体4は原則として本発明ではどのような形式のものであることもできるが、国際特許出願WO 02/24993で見出せる形式の設計が注目される。なぜならこの形式のエアジェット集合体4は特に高送出速度を可能とするからである。このエアジェット集合体4は従ってここでは詳細には述べられない。いずれの場合でもそれは繊維ストランド15のための入口開口21を含み、更に紡績糸1、すなわち紡績撚りを持つ糸1のための糸引き出し通路22を含み、また撚りの付与を実現する既知の方法で渦流を発生する複数のエアジェットノズル23を含む。
【0018】
糸監視装置はエアジェット集合体4の下流に配置され、それはまた、本件の場合糸クリーナー24として設計される。この形式の糸クリーナー24は従来技術で既知である。上述の引き出しローラー対5,6が糸クリーナー24の下流に配置されている。
【0019】
エアジェット紡績において、600m/分までの送出速度が実現されることができる。これはドラフト装置3の上部ローラー7,9及び11のコット並びに走行エプロン13と14の増大した摩耗をもたらす。走行エプロン13及び14が定常的に置き換えられる必要がないように、かつコットが短かい間隔で再研磨される必要がないようにするために、従来技術で一般的に既知であるように、繊維ストランド15はドラフト装置3のローラー対7,8;9,10;11,12の幅を横切って綾振りされる。しかし、上述の従来技術でも目的としたように、もし不完全であるとしても−繊維ストランド15がエアジェット集合体4の入口開口21に対して横方向に整合から外れないことは保証されるべきである。エアジェット集合体4の入口開口21はドラフト装置3の出口に関して及びドラフト装置3から出る繊維ストランド15に関して非常に正確に位置されねばならない。出て行く繊維に関して入口開口21のわずかな変位でさえも糸品質をそこない、糸切れをもたらすことさえある。一方では繊維が同じ方式で入口開口21に入ること、及び他方ではコット及び走行エプロン13と14の寿命が延ばされることが保証されるべきである。
【0020】
上述の従来技術から逸脱して、綾振り装置25が今や設けられ、それは繊維ストランド15の幅を決定しかつそれに割り当てられたドラフト装置3のローラー対7,8;9,10を持つ少なくとも一つのコンデンサ19または20と連結されるのみならず、駆動機構を介してエアジェット集合体4とも連結されている。従って入口開口21中へのより信頼性ある繊維供給が保証される。なぜならエアジェット集合体4は繊維ストランド15に対して同期して綾振りするからである。同時に、繊維ストランド15は走行エプロン13及び14の全幅の上をかつローラー7,9及び11のコットの上をゆっくりと動き、従って、それらの寿命は顕著に延ばされる。
【0021】
本発明の一実施例において、両方のコンデンサ、すなわち供給コンデンサ19と中間コンデンサ20並びにエアジェット集合体4及びその下流に配置された糸クリーナー24はジョイント綾振り支持要素26上に配置されることが規定される。固定要素27,28,29及び30がこの目的の役目をする。このようにして上述の利点が達成される。
【0022】
綾振り装置25は綾振り棒31を含むことができ、それは機械に沿って延び、かつ好ましくは図に示されるように複数の紡績位置に割り当てられる。この綾振り棒31は綾振り方向CとDに従って、すなわちローラー7,9及び11のコット及び走行エプロン13と14の最大可能幅に渡って非常にゆっくりと動かされる。何らかの理由で糸切れが起こったら、ドラフト装置3は不完全ドラフトを避けるために停止される。すなわちローラー対7,8;9,10並びに11,12は静止させられる。この場合において、綾振り装置25はまた、静止させられねばならず、それは中央綾振り棒31の場合、関連単一紡績位置が種々の装置により(図示せず)一般的綾振り運動から結合を断たれることで発生する。
【0023】
これに代えて、綾振り装置25が唯一の単一紡績位置の上を個々に延びることが規定されることができる。この場合、綾振り棒31の駆動を後方ローラー対7,8の駆動からとることが合目的的であり、かかる駆動結合32は図1に一点鎖線で示されている。かかる場合において、後方ローラー対7,8が糸切れのため停止されるとき、綾振り装置25は同様に自動的に停止される。
【特許請求の範囲】
【請求項1】
ステープル繊維のスライバーから紡績糸を製造するための装置であって、前記装置が複数の紡績位置を有し、その各々において、複数のローラー対を持つドラフト装置、それぞれのドラフト装置の下流に配置されたエアジェット集合体、及び少なくとも一つのコンデンサ及びエアジェット集合体を駆動機構を介してドラフト装置のローラー対の幅を横切って綾振りさせるための綾振り装置を含むものにおいて、
前記複数の紡績位置の各々において、前記少なくとも一つのコンデンサ及びエアジェット集合体は、前記エアジェット集合体が繊維ストランドに対して同期して綾振りすること、及びドラフト装置から外に出る繊維が同じ(一定の)方式でエアジェット集合体の入口開口に入ることを確実にするように配置されており、
個々の紡績位置で糸切れが起こった場合に不完全ドラフトを避けるために前記個々の紡績位置のドラフト装置を停止させるための手段が与えられており、
綾振り運動を中断するための手段が与えられており、この手段は、糸切れが起こった前記個々の単一の紡績位置で綾振り運動を個別に中断するように適合されていることを特徴とする装置。
【請求項2】
各紡績位置でエアジェット集合体及び少なくとも一つのコンデンサがジョイント支持要素の上に配置されており、前記ジョイント支持要素が駆動機構によって駆動されることを特徴とする請求項1に記載の装置。
【請求項3】
エアジェット集合体の下流に配置された糸クリーナーが支持要素に追加的に配置されていることを特徴とする請求項2に記載の装置。
【請求項4】
別個の綾振り装置が各紡績位置に割り当てられていることを特徴とする請求項1〜3のいずれか一項に記載の装置。
【請求項1】
ステープル繊維のスライバーから紡績糸を製造するための装置であって、前記装置が複数の紡績位置を有し、その各々において、複数のローラー対を持つドラフト装置、それぞれのドラフト装置の下流に配置されたエアジェット集合体、及び少なくとも一つのコンデンサ及びエアジェット集合体を駆動機構を介してドラフト装置のローラー対の幅を横切って綾振りさせるための綾振り装置を含むものにおいて、
前記複数の紡績位置の各々において、前記少なくとも一つのコンデンサ及びエアジェット集合体は、前記エアジェット集合体が繊維ストランドに対して同期して綾振りすること、及びドラフト装置から外に出る繊維が同じ(一定の)方式でエアジェット集合体の入口開口に入ることを確実にするように配置されており、
個々の紡績位置で糸切れが起こった場合に不完全ドラフトを避けるために前記個々の紡績位置のドラフト装置を停止させるための手段が与えられており、
綾振り運動を中断するための手段が与えられており、この手段は、糸切れが起こった前記個々の単一の紡績位置で綾振り運動を個別に中断するように適合されていることを特徴とする装置。
【請求項2】
各紡績位置でエアジェット集合体及び少なくとも一つのコンデンサがジョイント支持要素の上に配置されており、前記ジョイント支持要素が駆動機構によって駆動されることを特徴とする請求項1に記載の装置。
【請求項3】
エアジェット集合体の下流に配置された糸クリーナーが支持要素に追加的に配置されていることを特徴とする請求項2に記載の装置。
【請求項4】
別個の綾振り装置が各紡績位置に割り当てられていることを特徴とする請求項1〜3のいずれか一項に記載の装置。
【図1】



【図2】
【図2】
【公開番号】特開2011−102460(P2011−102460A)
【公開日】平成23年5月26日(2011.5.26)
【国際特許分類】
【出願番号】特願2011−2656(P2011−2656)
【出願日】平成23年1月11日(2011.1.11)
【分割の表示】特願2004−557860(P2004−557860)の分割
【原出願日】平成15年10月4日(2003.10.4)
【出願人】(590005597)マシーネンファブリク リーター アクチェンゲゼルシャフト (93)
【氏名又は名称原語表記】Maschinenfabrik Rieter AG
【住所又は居所原語表記】Klosterstrasse 20,CH−8406 Winterthur,Switzerland
【Fターム(参考)】
【公開日】平成23年5月26日(2011.5.26)
【国際特許分類】
【出願日】平成23年1月11日(2011.1.11)
【分割の表示】特願2004−557860(P2004−557860)の分割
【原出願日】平成15年10月4日(2003.10.4)
【出願人】(590005597)マシーネンファブリク リーター アクチェンゲゼルシャフト (93)
【氏名又は名称原語表記】Maschinenfabrik Rieter AG
【住所又は居所原語表記】Klosterstrasse 20,CH−8406 Winterthur,Switzerland
【Fターム(参考)】
[ Back to top ]