
住友金属工業株式会社により出願された特許
171 - 180 / 2,544
鋳片の連続鋳造方法
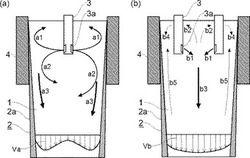
【課題】鋳片全幅にわたって中心偏析を皆無とすることが可能な連続鋳造方法を提供する。
【解決手段】浸漬ノズルから鋳型内に溶鋼を供給し、供給した溶鋼を凝固させながら引き抜き、未凝固部を含む鋳片を凝固完了までに圧下ロールを用いて圧下する連続鋳造方法において、前記浸漬ノズルとして、側面に溶鋼の吐出孔を1個有する浸漬ノズルを2本用い、各浸漬ノズルは前記吐出孔から吐出される溶鋼が互いに衝突するように前記鋳型の幅方向に配置されるとともに、前記吐出孔からの溶鋼の吐出方向が、鋳型内の溶鋼湯面に対して鋳込み方向下向きに5°〜25°の角度に傾斜しており、前記各浸漬ノズルにArガスを1本当たり5NL/min以上15NL/min以下の流量で吹き込みながら、前記吐出孔からArガスが混入した溶鋼を吐出させる。
(もっと読む)
アクスルケースの製造方法

【課題】断面四角形状を有するFCD材と鋼材とを増肉させつつ拡散接合する際に、接合部近傍の熱影響を低減し、接合継手の品質を向上できるアクスルケースの製造方法を提供する。
【解決手段】接合部12の外周を覆うように四角形状に形成した1ターンコイルからなるインダクター20を配置し、インダクター20で接合部12を誘導加熱すると共に、接合部12を軸方向に押付けて接合部12の板厚を増肉させるアプセット加工を施しつつ接合部12の1回目の拡散接合を行った後冷却し、しかる後、インダクター20の給電リード部41位置での低温加熱領域43を誘導加熱すべく、インダクター20を軸筒10,11周りに180度あるいは90度回転し再配置して接合部12の2回目の拡散接合を行うようにした。
(もっと読む)
四角形状中空金属製部材の拡散接合・加熱アプセット接合用高周波加熱装置
【課題】断面が中空の四角形の金属製部材を拡散接合・加熱アプセット接合するために誘導加熱する際に、金属製部材の四角形の全周囲に渡って均一に誘導加熱することができる高周波加熱装置を提供することである。
【解決手段】高周波電流が供給される加熱導体6を方形の枠形状に構成し、枠形状の加熱導体6の角部分に溝部33a又は挟持部を設ける。溝部33a又は挟持部は方形枠の内側に開口しており、その幅又は間隔は調整手段22,30で調整可能である。溝部33a又は挟持部に導通可能な介在部材18a〜18cを配置し、溝33a又は挟持部の幅又は間隔を変更することによって溝33a又は挟持部内における介在部材18a〜18cの位置を変更可能にする。枠形状の加熱導体6の各角部を、金属製部材11の角部11a,11b,11dに対向配置し、介在部材18a〜18cの位置を調整し、金属製部材11の角部11a,11b,11dの誘導加熱量を調整する。
(もっと読む)
通水性鋼矢板とそれを用いた通水性鋼製壁
【課題】土留め壁や擁壁、護岸壁、あるいは地震時の液状化対策として、良好な通水性を備える鋼製壁およびそのための鋼矢板を提供する。
【解決手段】通水性鋼矢板100を幅方向に連結して打設することで擁壁(鋼製壁)500を構築する。通水性鋼矢板100は、鋼矢板基体120として、例えばハット型鋼矢板等が用いられ、鋼矢板基体120の凹部面側に通水経路部130が形成されている。鋼矢板基体120の所定位置、例えば鋼矢板基体120の下部の一個所には、通水経路部130に通じる連通孔160が設けられている。通水性上必要であれば、鋼矢板基体120の長手方向中間位置に、連通孔160をさらに1〜数個設けてもよい。擁壁500において、鋼矢板100の通水経路部130は背面側の地盤に向いており、連通孔160は、前面の地表面近くの高さに位置している。
(もっと読む)
プロテクター締め付け装置及びプロテクター締め付け方法
【課題】プロテクターの締め付けのトルクの制御を精度良く行うことができるプロテクター締め付け装置を提供する。
【解決手段】プロテクター締め付け装置1は、ねじ付管2を保持する保持部3と、ねじ付管2のねじ部21に螺着されるプロテクター41を把持して回転させる締め付け本体部4とを備えている。締め付け本体部4は、プロテクター41を把持するプロテクターチャック42と、プロテクターチャック42を回転させるサーボモータ43と、制御部44とを有している。制御部44は、トルクが予め定められたトルク制限値に達するとトルクをトルク制限値に保持するトルク制御を開始し、トルク制御の開始から予め定められた所定時間経過した後にサーボモータ43の回転速度の設定値を零に減少させる回転停止制御を開始し、サーボモータ43の回転速度の設定値が零になるとトルク制御を停止する。
(もっと読む)
鋼管の冷間引抜き方法
【課題】冷間引抜き後の偏肉を抑制し、外径精度、肉厚精度を向上させることができる鋼管の冷間引抜き方法を提供する。
【解決手段】冷間引抜きを実施する際における外径の加工度をRD(%)、厚肉側肉厚の加工度をRT(%)としたとき、下記(1)式および(2)式を満たす条件で冷間引抜きを実施する。ここで、RD=100(D0−D)/D0、RT=100(T0−T)/T0、D0またはD:冷間引抜き前または後の外径(mm)、T0またはT:冷間引抜き前または後の肉厚(mm)である。
20(%)≦RD≦35(%) ・・・(1)
5(%)≦RT≦25(%) ・・・(2)
(1)式、(2)式に加え、RT/RD≦0.5を満たす条件での引抜き加工が望ましい。
(もっと読む)
車輪用鋼
【課題】耐摩耗性、耐転動疲労性及び耐スポーリング性のバランスに優れ、車輪に長い寿命を具備させることが可能な車輪用鋼の提供。
【解決手段】C:0.65〜0.84%、Si:0.02〜1.00%、Mn:0.50〜1.90%、Cr:0.02〜0.50%、V:0.02〜0.20%、S≦0.04%を含み、〔34≦2.7+29.5×C+2.9×Si+6.9×Mn+10.8×Cr+30.3×Mo+44.3×V≦43〕かつ〔0.76×exp(0.05×C)×exp(1.35×Si)×exp(0.38×Mn)×exp(0.77×Cr)×exp(3.0×Mo)×exp(4.6×V)≦25〕で、残部がFeと不純物からなり、P≦0.05%、Cu≦0.20%、Ni≦0.20%の化学組成の車輪用鋼。Feの一部に代えて、Mo≦0.20%および/またはAl≦0.20%を含んでもよい。
(もっと読む)
転炉吹錬方法
【課題】マイクロ波を用いて転炉吹錬時における浴面レベルを安定して正確に測定する。
【解決手段】転炉1に脱燐処理を実施した溶銑を装入した後、マイクロ波レベル測定装置3を用いて、全チャージに対し80%以上の割合で転炉1内の浴面レベルを測定し、当該測定データを当該チャージの設定ランス高さに反映させ、3.0〜7.0Nm3/(分・トン)の送酸速度で、かつ3.3以上の装入塩基度で吹錬する。
【効果】安定して正確な浴面レベルを計測できるので、スピッティングやスロッピングの発生を抑制することができる。
(もっと読む)
熱分解反応用金属管
【課題】熱交換特性と熱分解反応特性とが共に優れ、炭化水素を熱分解するプロセスに用いるのに好適な熱分解反応用金属管の提供。
【解決手段】内周面に管軸方向に対して20〜35°の角度で傾斜したらせん状に延びる3条または4条のリブ1が形成された熱分解反応用金属管であって、リブ1の横断面においてリブ高さをh、谷底でのリブ幅をw、管の谷底内径をDiとしたとき、h/Diが0.1〜0.2、h/wが0.25〜1.0であることを特徴とする。
(もっと読む)
溶接ワイヤの連結方法
【課題】例えば大径鋼管の溶接に際し、溶接ワイヤの送球時の破断を生じることなく、かつ溶接時の電流及び電圧を安定に保って溶接を行うことを可能とする。
【解決手段】両端部に、端面から軸方向へ向けて雄ねじ部6及び未加工部7をこの順に備える連結用溶接ワイヤ4を用いて、雄ねじ部6に噛合する雌ねじ部8を有する第1の溶接ワイヤ5及び第2の溶接ワイヤを接続する。第1の溶接ワイヤ5の径に対する連結用溶接ワイヤ4の径の比が0.625〜0.75であり、連結用溶接ワイヤ4の軸方向に関する雄ねじ部6及び未加工部7それぞれの長さの比率が2:1〜3:2であるとともに、軸方向に関する雄ねじ部6の長さが8mm以上である。
(もっと読む)
171 - 180 / 2,544
[ Back to top ]