
日新製鋼株式会社により出願された特許
1,131 - 1,140 / 1,178
加工密着性を改善した有機樹脂被覆鋼板
【課題】 着色顔料を必要とせず所定の色調を呈し、ドーピングによって導電性も付与される有機樹脂被覆鋼板を提供する。
【解決手段】 有機官能基として一級アミノ基を有するシランカップリング剤からなる界面層を介して複素環式共役系又はヘテロ原子含有共役系のπ共役高分子を含む有機樹脂皮膜が設けられている有機樹脂被覆鋼板である。SO4,Cl,PO4等のドーパントを含ませることにより、有機樹脂皮膜に導電性が付与される。π共役高分子に含まれるヘテロ原子としては窒素,硫黄が好ましい。
(もっと読む)
衝撃特性に優れた高炭素鋼部材及びその製造方法
【課題】 硬さ:600〜900HVを維持しながらも、衝撃値:25J/cm2以上と優れた衝撃特性を呈する高炭素鋼部材を提供する。
【解決手段】 C:0.60〜1.30質量%,Si:1.0質量%以下,Mn:0.2〜1.5質量%,P:0.02質量%以下,S:0.02質量%以下,必要に応じNi:1.8質量%以下,Cr:2.0質量%以下,V:0.5質量%以下,Mo:0.5質量%以下,Nb:0.3質量%以下,Ti:0.3質量%以下,B:0.01質量%以下,Ca:0.01質量%以下の一種又は二種以上を含む高炭素鋼であり、焼入れ・焼戻し後のマトリックスに、式(1)を満足する体積率Vf(体積%)で未溶解炭化物が残存し、粒径:1.0μm以上の未溶解炭化物が観察面積:100μm2当り2個以下に規制されている。平均短軸長さ:0.3〜1.1μmの炭化物が分散した鋼材を出発材料に使用し、760〜850℃の温度域に3〜30分保持する溶体化→室温〜200℃の冷却媒体で急冷する焼入れ→150〜350℃の温度域に10〜180分保持する焼入れ・焼戻し熱処理により製造される。
8.5<15.3×C%−Vf<10.0 ・・・・(1)
(もっと読む)
冷暖房機能を備えた園芸施設用パイプレール
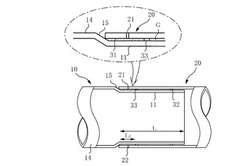
【課題】 熟練技能を要する溶接法に代えて接着法でパイプを繋ぎ合わせ、作業車の円滑な走行,効率的な冷暖房を可能にする園芸施設用パイプレールを構築する。
【解決手段】 園芸施設内に引き込まれた給水管,排水管に接続され、溝方向に沿って敷設された作業車走行用のパイプレールであり、第一パイプ10の縮径端部11を第二パイプ20に挿し込み、Oリング32,33により隙間Gを一定に保った状態でエポキシ樹脂接着剤を注入し、接着剤層31で第一パイプ10に第二パイプ20を接着する。適正な嵌合長さL,接着長さL1を設定することにより、接着強度が高い接続部が得られる。
(もっと読む)
自動車用モールディング部材
【課題】 低コストで切断端面部の耐食性に優れた自動車用モールディング部材を提供する。
【解決手段】 Al:4〜10質量%、Mg:1〜4質量%を含み、Al/Zn/Zn2Mgの三元共晶組織のマトリックスに初晶Al相又は初晶Al相およびZn単層が混在しているZn-Al-Mgめっき層が形成された鋼板表面に、最外層の樹脂層に相溶性を示す接着剤層を設け、該接着剤層を介して最外樹脂層を形成したことを特徴とする。Zn−Al−Mgめっき層が更にTi:0.002〜0.1質量%、B:0.001〜0.45質量%の1方または両方を含むことができる。接着剤と最外樹脂層は相溶性の高い組合せで選定され、接着剤層がアクリル樹脂とエポキシ樹脂の混合物からなるとき、最外樹脂層がポリ塩化ビニル樹脂からなる。接着剤層が酸変性ポリオレフィン樹脂からなるとき、最外樹脂層がポリプロピレン樹脂からなる。
(もっと読む)
深絞り後の二次加工性に優れたオーステナイト系ステンレス鋼板

【課題】良好な深絞り性を有する準安定オーステナイト系ステンレス鋼板において、深絞り後の容器側面部における二次加工性を顕著に改善する。
【解決手段】下記K値が0.75以下となる深絞り後の二次加工性に優れたオーステナイト系ステンレス鋼板。
K値=真歪0.2の圧縮変形で生成するα'量/真歪0.2の引張変形で生成するα'量。
このような鋼板は、例えば、質量%で、C:0.005〜0.080%、Si:0.1〜1.5%、Mn:1.5%未満、Ni:6〜10%、Cr:16〜20%、N:0.005〜0.070%、Cu:0.5〜2.5%、Al:0〜1.5%、残部Feおよび不可避的不純物であり、下記A値が1.5以下、下記B値が1.5以上である組成において実現できる。A値=Si+Mn、B値=Cu+3Al。
(もっと読む)
ステンレス鋼製接点材料
【課題】 湿潤雰囲気で長期間使用した後でも低接触抵抗を示すステンレス鋼製接点材料を提供する。
【解決手段】 Cu:1.0質量%以上,Cr:9質量%以上を含み、Cuリッチ相2が0.2体積%以上の割合でマトリックスに分散したステンレス鋼1を基材とし、膜厚:0.05〜0.7μmのNiめっき層3が基材表面に形成された接点材料である。Cuリッチ相に代え、Cu/(Si+Mn)の質量比が0.5以上のCu濃化層を極表層に形成しても、低接触抵抗を維持する接点材料となる。
(もっと読む)
温水可溶型樹脂被覆ステンレス鋼板
【課題】 加工時には潤滑皮膜として働き、加工後には温水洗浄で容易に溶解除去できる有機樹脂皮膜でステンレス鋼板表面を被覆し、ステンレス鋼特有の美麗な表面肌を活用する用途に適した樹脂被覆ステンレス鋼板を提供する。
【解決手段】 鋼板表面から深さ:10nmまでの表層域におけるCr2O3に対するCr(OH)3・nH2OとのCr2p3/2ピーク強度比が0.5〜2.8に調整されたステンレス鋼板を基材とし、鹸化度:90モル%以上のポリビニルアルコール皮膜が設けられた温水可溶型樹脂被覆ステンレス鋼板である。ていることを特徴とする。皮膜樹脂としては重合度:300〜3000のポリビニルアルコールが好ましく、潤滑剤を配合しても良い。
(もっと読む)
中・高炭素鋼板の製造法
【課題】中・高炭素鋼の熱延鋼板をHv130以下に軟質化した鋼板を提供する。
【解決手段】質量%で、C:0.1〜0.8%、Si:0.15〜0.40%、Mn:0.3〜1.0%を含有し、Pを0.03%以下、Sを0.01%以下、T.Alを0.1%以下の含有量に制限した亜共析鋼の熱延鋼板に20%以上30%以下の軽圧下冷間圧延を施し、次いで、Ac1−50℃〜Ac1未満の温度範囲で0.5時間以上(ただし均熱6時間以上を除く)保持する1段目の加熱を行った後、Ac1〜Ac1+100℃の温度範囲で0.5〜20時間保持する2段目の加熱およびAr1−50℃〜Ar1の温度範囲で2〜20時間保持する3段目の加熱を連続して行い、かつ、2段目の保持温度から3段目の保持温度への冷却速度を5〜30℃/hとする3段階焼鈍を施す軟質化された中・高炭素鋼板の製造法。
(もっと読む)
造管時のビードカット性に優れた溶融めっき電縫鋼管用素材及びその製造方法
【課題】 溶接ビードを切削除去した後に平滑な溶接部表面を呈し、縮管,拡管加工等で割れ発生のない製品形状に加工される電縫鋼管用素材を提供する。
【解決手段】 0.0003〜0.0050質量%のBが添加されたTi添加極低炭素鋼板を下地とし、溶融亜鉛めっき層,合金化溶融亜鉛めっき層,溶融亜鉛-アルミニウム合金めっき層又は溶融亜鉛-アルミニウム-マグネシウム合金めっき層が設けられている。Ti添加極低炭素鋼板は、Cが0.001~0.025質量%,Nが0.01質量%以下で、Ti含有量が[(48/12×C+48/32×S+48/14N)+0.01]〜0.10質量%の範囲に調整されている。熱延工程,冷延工程,還元加熱,溶融めっきの工程を経て製造されが、溶融めっきに先立つ還元加熱では、加熱温度を800〜900℃,冷却速度を10〜50℃/秒の範囲に設定する。
(もっと読む)
ボトムドロス分離方法及びボトムドロス分離装置
【課題】 連続溶融めっきラインから外しためっきポットBから溶融めっき浴を汲み出すことなく、懸濁している異物やポット底部のボトムドロスを溶融めっき浴から分離し、次回めっき種の切替に備える。
【解決手段】 連続溶融めっきラインから中間位置P2又は待機位置P3に移動しためっきポットBに収容されている溶融めっき浴に、下端にノズル30が装着された回転軸20を浸漬する。回転軸20の回転力で溶融めっき浴を攪拌しながら、ノズル30から不活性ガスを溶融めっき浴に吹き出し、不活性ガスを微細気泡として溶融めっき浴に均一分散させ、溶融めっき浴に懸濁している異物及びポット底部に沈積しているボトムドロスを微細気泡に付着させて浮上させる。溶融めっき金属の一方向流動がバッフルプレート40で阻止されるため、溶融めっき金属が微細気泡の均一分散に適した乱流状態になり、異物,ボトムドロスが効率よく微細気泡に吸着・補集される。
(もっと読む)
1,131 - 1,140 / 1,178
[ Back to top ]