
新日鐵住金株式会社により出願された特許
921 - 930 / 6,474
焼結鉱の製造方法
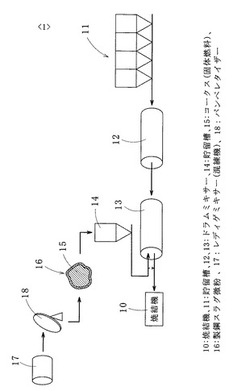
【課題】焼結原料の焼結時に発生する排ガス中のNOxを経済的に低減できると共に、資源の有効利用も図れる焼結鉱の製造方法を提供する。
【解決手段】鉄鉱石、固体燃料、及び石灰石系原料を含む焼結原料を、焼結パレット上に装入して焼結する焼結鉱の製造方法において、固体燃料15の表面を、CaO成分系を30質量%以上含有する製鋼スラグ微粉16で、厚さ50μm以上250μm以下に覆った状態で、固体燃料15を焼結パレット上に装入することにより、焼結時に焼結パレット上で固体燃料15が燃焼する際のNOx発生を抑制する。
(もっと読む)
識別マーク付形鋼の製造方法および識別マーク付鋼矢板

【課題】圧延において形鋼へ識別マークを付す際に、刻設マークが形成された部分の圧延ロールの周速度と、この圧延ロールとの接触位置における形鋼の通過速度と、に速度差が生じる場合であっても、所定寸法の識別マークを形成することができる識別マーク付形鋼の製造方法を提供する。
【解決手段】圧延ロールに形成された刻設マークを形鋼に転写して、前記刻設マークと同形状の転写マークを形成し、この転写マークの圧延方向端部を圧延ロールで押圧することで、所定形状の前記識別マークを形成する構成とされており、刻設マークが形成された圧延ロールの周速度と、一対の圧延ロール間を通過する前記形鋼の通過速度と、の速度差を求め、この速度差から前記転写マークの圧延方向の変形量を予め算出し、前記刻設マークの前記圧延ロール周方向長さを、前記識別マークの前記圧延方向長さに対して前記変形量分だけ増加させておくことを特徴とする。
(もっと読む)
アルミニウム合金板の成形方法
【課題】成形加工後のリジングマークの発生を抑制するアルミニウム合金板の成形加工技術を提供する。
【解決手段】アルミニウム合金板の圧延方向と、成形加工における最大成形方向とのなす角度が、
以内となるようにして、前記アルミニウム合金板を金型内に設置し、成形加工を施す。
(もっと読む)
鋼材の接合構造および鋼矢板の接合構造
【課題】接合部の強度を確保しつつ比較的安価かつ簡便に施工でき、工期やコストを削減することができる鋼材の接合構造および鋼矢板の接合構造を提供する。
【解決手段】一対の鋼矢板である下側鋼矢板2および上側鋼矢板3を、溶接部4を介して接合部材5により長手方向(上下方向)に接合した縦継ぎ接合によって、鋼矢板1が形成されている。そして、接合部材5の被溶接面511が、鋼矢板2,3の端面2A,3Aに傾斜を有して対向するとともに、被溶接面511の端面2A,3Aに投影した厚さ方向の投影寸法hが、鋼矢板2,3の板厚寸法Hよりも大きく形成され、これらの被溶接面511が溶接部4を介して端面2A,3Aに溶接接合されている。
(もっと読む)
連続焼鈍炉を用いた鋼板の連続焼鈍方法
【課題】連続焼鈍炉を用いた鋼板の連続焼鈍方法において、C :0.0014〜0.0025%、Si≦0.5%、Mn:0.03〜1.0%、P:0.01〜0.15%、S≦0.015%、Al:0.005〜0.1%、N≦0.0040%を含有するP添加極低炭BH鋼に発生するスリ疵を消滅させることのできる連続焼鈍方法を提供する。
【解決手段】加熱帯、均熱帯、1次冷却帯、過時効帯、2次冷却帯をこの順序で有する連続焼鈍炉において、低炭アルミキルド鋼とP添加極低炭BH鋼2種を含む複数品種の鋼板を連続して焼鈍し、過時効帯の出側温度は、低炭アルミキルド鋼焼鈍時においては250〜300℃の範囲とし、P添加極低炭BH鋼焼鈍時においては300℃を超える温度とすることを特徴とする鋼板の連続焼鈍方法。
(もっと読む)
金属帯の連続表面処理方法及び連続表面処理装置
【課題】電解液の電気分解により金属帯の表面に電気絶縁性被膜等の表面被膜を被覆させるにあたって、金属帯の板幅方向での被膜付着量の分布を均一にすることを可能とする。
【解決手段】連続的に搬送される金属帯1の表面に電解液の電気分解により電気絶縁性被膜やめっき被膜等の表面被膜を被覆させる金属帯1の連続表面処理方法において、表面被膜を被覆すべき金属帯1の被処理面1aと相対向して陽極電極33を配設し、陽極電極33から金属帯1の被処理面1aにラミナー流Wrとなる電解液を噴射し、金属帯1を陰極、陽極電極33を陽極としてこれらの間で電圧を印加して、陽極電極33から噴射しているラミナー流としての電解液Wrを通して通電させることを特徴とする。
(もっと読む)
溶融金属保持炉の内張り用アルミナカーボン系不焼成れんが及び製造方法、並びにそれを用いた窯炉設備及び施工方法
【課題】スピネルを添加したアルミナカーボン系不焼成れんがにおいて水和反応を抑制し、各種スラグに対する耐食性、熱間強度を向上させるとともに、溶融金属保持炉から放出される熱ロスを削減するために熱伝導率維持特性を改善すること。
【解決手段】炭素原料を6質量%以上25質量%以下、アルミニウム及び/又はアルミニウム合金を0.1%以上4質量%以下、スピネル超微粉を2質量%以上20質量%以下、残部が主としてアルミナ原料からなる耐火原料配合物に有機バインダーを添加して混練し、成形後、1000℃以下で熱処理して得られる溶融金属保持炉の内張り用アルミナカーボン系不焼成れんがである。耐火原料配合物中のスピネル超微粉は、粒径が150μm未満で平均粒径が0.1〜50μm、MgO含有量が25〜50質量%で残部がAl2O3からなる。
(もっと読む)
焼結機パレットの漏風箇所検知方法
【課題】ウインドボックス上部に配置したレーザ式酸素濃度計で、パレットを通して吸引した燃焼ガス中の酸素濃度を、パレット直下で精度よく測定し、回動するパレットにおける漏風箇所を検知する。
【解決手段】焼結機パレットにおける漏風箇所を、ウインドボックスで吸引した燃焼ガス中の酸素濃度に基づいて検知する検知方法において、(i)ウインドボックスの上部に設けたパレット幅方向のレーザ式酸素濃度計で、回動するパレット直下の上記燃焼ガス中の酸素濃度を測定するとともに、レーザ式酸素濃度計の上を通過するパレットを識別し、(ii-1)測定した酸素濃度を、識別したパレット毎に表示し、(ii-2)酸素濃度の増加位置から、パレットにおける漏風箇所を検知する。
(もっと読む)
アルミニウム板材のプレス絞り成形方法
【課題】アルミニウム板材の絞り成形において、広範囲の成形限界が得られる絞り成形方法を提供する。
【解決手段】アルミニウム板材の表面に潤滑油を塗布し、これをダイとブランクホルダーとで狭持してしわ押さえ部にしわ押さえ面圧を発生させ、しわ押さえ面圧を付与しながらダイとブランクホルダーを同時に下降させてダイとパンチとによりアルミニウム板材のプレス絞り成形を行う方法において、アルミニウム板材の表面の粗さ曲線における中心線平均粗さRaの平均値B(μm)が、0.8≦Bであり、アルミニウム板材がパンチに接触した時点から下死点までの成形ストロークの80%に達した際におけるしわ押さえ面圧が10MPa以上であるアルミニウム板材のプレス絞り成形方法。
(もっと読む)
耐水素誘起割れ性に優れた鋼材
【課題】連続鋳造浸漬ノズル耐火物の溶損及びノズル詰まりの発生を防止できる耐水素誘起割れ性に優れた鋼材を提供する。
【解決手段】質量%で、C:0.03〜0.10%、Si:0.1〜0.5%、Mn:0.9〜2.0%、P:0.030%以下、S:0.0025%以下、N:0.005%以下、O:0.0025〜0.0055%、sol.Al:0.010〜0.11%、Ca:0.0004〜0.0050%、希土類元素(REM):0.0010〜0.0080%を含有し、残部Fe及び不可避不純物からなり、かつ、下記(1)式、及び、(2)式を満足することを特徴とする耐水素誘起割れ性に優れた鋼材。 2(%S)≦−{70(%Ca)+35(%REM)+0.28}(%O)+0.8(%Ca)+0.27(%REM)+0.001≦2(%S)+0.002・・・(1) 0.5≦(%REM)/(%Ca)≦11.0・・・(2)
(もっと読む)
921 - 930 / 6,474
[ Back to top ]