
新日鐵住金株式会社により出願された特許
941 - 950 / 6,474
製鉄用コークスの製造方法
【課題】高い強度を有する製鉄用コークスの製造方法を提供すること。
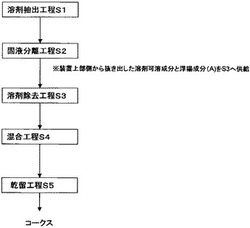
【解決手段】原料炭と石炭抽出物を含む混合物を成形した後に乾留して製鉄用コークスを製造する方法であって、前記石炭抽出物は、溶剤で石炭から可溶成分を抽出し、溶剤可溶成分と溶剤不溶成分の混合物スラリーを得る抽出工程と、前記混合物スラリーを、重力沈降装置の下部側抜き出し量と上部側抜き出し量との比(抜き出し比)を制御することによって溶剤不溶成分中の浮揚成分(A)を前記溶剤可溶成分と共に、前記重力沈降装置の下部側から抜き出す抜き出し工程と、前記溶剤不溶成分中の浮揚成分(A)および前記溶剤可溶成分から溶剤を除去する溶剤除去工程と、を順次行なうことによって得られるものであること。
(もっと読む)
熱延スケジュール作成装置、熱延スケジュール作成方法、及びコンピュータプログラム

【課題】 熱延スケジュールを作成するに際し、スラブの装入順と抽出順とが異なることを前提として、スラブの装入順と抽出順との双方を決定できるようにする。
【解決手段】 抽出順で隣接する2つのスラブの並びに関する幅・厚み移行規制制約式と、加熱炉12内で近隣する複数のスラブの並び順に関する炉内温度移行規制制約式と、装入順と圧延順との関係を拘束する装入順・圧延順関係制約式とを満足するように、所定のスラブの並び順と、スラブの抽出順との差を小さくすることを目的とする幅移行目的関数と、同一の加熱炉120内で近隣に配置されたスラブに対する入熱量の差を小さくすることを目的とする炉内温度移行目的関数と、同一の山11で上下に隣接している2つのスラブの組であって、積順と装入順とが逆順となる2つのスラブの組の数を小さくすることを目的とする山繰り負荷目的関数と、を最小にする計算を行って、抽出順と装入順とを同時に最適化する。
(もっと読む)
材料の曲げ破断予測方法および装置、ならびにプログラムおよび記録媒体
【課題】金属薄板材料のプレス成形や、自動車の衝突時における金属薄板材材料を用いた自動車部品の変形など、一様な応力場ではなく板厚方向にひずみ勾配を有する曲げ変形を受ける際に、曲げ破断の危険性を予測、評価することができる曲げ破断判定方法と、そのための装置、プログラム、および記録媒体を提供することを課題としている。
【解決手段】材料の引張曲げ破断限界強度を推定する第1のステップ(ステップS30)と、曲げ加工部に作用する張力と前記曲げ破断限界強度から材料の曲げ破断の危険性を判定する第2のステップ(ステップS40)からなる曲げ変形部の材料の破断予測方法であり、曲げ内側半径riごとの張力と伸びの関係から引張曲げ破断限界強度qcr =g(ri)を求め(ステップS32)、シミュレーションあるいは実験から推定される曲げ変形部の引張張力qが曲げ破断限界強度qcrに達したときに、引張曲げにより破断すると判定する。
(もっと読む)
レールの溶接部の後熱処理方法
【課題】 レールのフラッシュバット溶接において、ダイバーンにより生じたマルテンサイトを後熱処理により無害化し、溶接部に損傷を生じにくくした。
【解決手段】レール使用時にフラッシュバット溶接部の接合面から100mm〜200mm離れた頭部表面に損傷が生じたり、レール底面から疲労亀裂が発生することがある。これらの損傷の起点部には熱影響部が存在し、マルテンサイト組織が発生していることを把握した。レールの定置式フラッシュバット溶接部の後熱処理方法であって、溶接時に電極が装着されていたレール頭頂部表面を250℃以上600℃以下に再加熱し、溶接時に電極が装着されていたレール足裏面表面を250℃以上、固相線温度以下に再加熱する。また、レールの可動式フラッシュバット溶接部の後熱処理方法であって、溶接時に電極が装着されていたレール柱部表面を250℃以上、固相線温度以下に再加熱する。
(もっと読む)
薄鋼板端面への液状物塗布方法
【課題】連結された板幅の異なる薄鋼板の端面に、煩雑な作業を要することなく、確実に液状物を塗布する薄鋼板端面への液状物塗布方法を提供する。
【解決手段】外周部24に液状物が付けられた回転自在のロール14を、通板されている連結された板幅の異なる複数の薄鋼板11、12、13の端面に順次当接させ、しかも、鉛直方向に対して上側が薄鋼板11、12、13よりに傾斜した斜軸23に回動可能に取り付けられた回動材22に、中心軸25が取り付けられたロール14は、自重によって通板中の薄鋼板11、12、13の端面に向かって付勢される薄鋼板端面への液状物塗布方法であって、斜軸23を薄鋼板11、12、13の幅方向に進退する進退手段33が設けられ、進退手段33は、通板中の薄鋼板11、12、13の現在位置及び板幅の情報を基に、斜軸23を進退して、ロール14を通板中の薄鋼板11、12、13の端面に当接させる。
(もっと読む)
焼結鉱の製造方法
【課題】焼結鉱の上層部の焼結鉱の強度等の低下を招くことなく焼結鉱の製品歩留まりを向上させることができる焼結鉱の製造方法を提供すること。
【解決手段】下方吸引型焼結鉱を用いた焼結鉱の製造方法において、製造設備のパレット上に給鉱された原料充填層の表面に、原料充填層が点火炉を出た後に揮発分10質量%以上の石炭を散布する。原料充填層の表面に石炭を散布し、熱源を供給することにより、焼結鉱製造設備の上層部を十分に加熱できるので、熱不足による焼結鉱の強度等の低下を招くことなく焼結鉱の製品歩留まりを向上させることができる。
(もっと読む)
連続式熱処理炉の炉温決定方法
【課題】設定した炉温よりも低い温度で、鋼板を連続的に抽出する鋼板の熱処理において、鋼板内に発生する強度のばらつきを低減し、かつ、熱処理炉の生産性を高め得る炉温を決定する。
【解決手段】鋼板を連続的に熱処理する熱処理炉の炉温を決定する方法において、(i-1)鋼板に許容される強度のばらつきの範囲に収まる熱処理温度の範囲(熱処理操業で発生が許容できる温度差)を求め、(i-2)鋼板内で実際に生じる温度差が、上記熱処理温度の範囲を超えない設定炉温の最大値を求め、(ii-1)目標とする熱処理能力から、鋼板が熱処理炉内に滞在し得る最大在炉時間を求め、(ii-2)求めた最大在炉時間から、目標とする鋼板の抽出温度に対して設定する設定炉温の最小値を求め、(iii)求めた設定炉温の最大値と最小値の間で、鋼板内に発生する強度のばらつきの低減、及び、熱処理炉の生産性の向上の観点から、熱処理炉の炉温を決定する。
(もっと読む)
転炉の傾動トルクの測定方法および転炉装置
【課題】転炉の炉体に実際に生じているトルクを容易且つ正確に測定する。
【解決手段】炉体10に溶銑を装入する前に、炉体10を1回転させながら炉体10に生じるトルクを測定し、測定によって得られた回転角θとトルクTとの関係を、T=sin(θ+B)+Aの曲線にフィッティングし、Aの値を炉体10に生じるトルクの初期偏差の値とする。また、炉体10のトルクの回転反力を支持するトーションバー7に、トルクを検出するトルク測定機構11を設ける。
(もっと読む)
コイル搬送システム
【課題】高低差のある搬送ラインに沿ってコイルを搬送する場合に、チェーンコンベアを用いることなくコイルを高地側に搬送することができ、従来よりコイル上昇勾配を増大させること。
【解決手段】搬送ライン7に沿って敷設された軌条15と、搬送ライン7に沿って間隔を空けて配置され、コイル2が載置される複数のスキッド20と、搬送ライン7で隣り合うスキッド20間毎に配置された複数のコイルカー30とを備える。軌条15は、搬送ライン7に段差が設けられるように異なる高さに複数段に亘って敷設されている。複数のスキッド20は、少なくとも複数段の軌条15の段差部16に配置されているとともに、その段差部16のスキッド20がそのスキッド20内に侵入する上下段両側のコイルカー30との間でコイル2を受け渡し可能な段間共用スキッド20Aとして構成されている。
(もっと読む)
パネル床構造
【課題】床重量の軽量化を図りつつ、重量床衝撃音に対する遮音性についての改善を図ることを可能とするパネル床構造を提供すること。
【解決手段】左右に間隔を空けて平行に配設された複数の横架材上に配設可能なパネル床構造1において、上下に間隔を空けて平行に配置された鋼製の上面板11及び下面板13と、前記上面板11と前記下面板13との間の空間19に充填された充填材15とを備え、前記充填材15は、前記上面板11及び前記下面板13のそれぞれに接続されている。前記下面板13において当該下面板13と前記充填材15との接続部20により囲まれた部位からなる部分振動系30は、その1次固有振動数f(Hz)が707Hz以上となるようにその寸法が調整されている。
(もっと読む)
941 - 950 / 6,474
[ Back to top ]