
旭サナック株式会社により出願された特許
51 - 60 / 194
電池用電極の製造方法
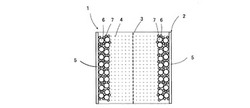
【課題】 スラリー状の塗工液を使用することなく、しかも集電体を傷つけることなく、活物質と結着剤とが均一に混合された状態で、集電体の上に活物質が均一かつ高密度に塗布された電池用電極を製造する方法を提供する。
【解決手段】 活物質粒子6単体、又は活物質粒子6に絶縁性の結着剤7を付着させることにより、摩擦帯電式の静電塗装ガン8や、コロナ放電式の塗装ガン8を使用して、静電塗装により、アルミ箔や銅箔で形成した集電体5の表面に、活物質粒子6の静電塗膜層を形成し、その後活物質粒子6を集電体5上に焼き付け固定するようにした。
(もっと読む)
静電塗装スプレーガン

【課題】塗料を効率良く帯電状態に霧化させることができ、感電の危険性が少なく、消費電力が少なく、電極交換の簡単な静電塗装用スプレーガンを提供する。
【解決手段】リング状電極部と該リング状電極部の一リング外周部からリング面に直角に伸びる棒状の支持電極部とからなり外表面を誘電体で覆った静電誘導電極をガン本体部の前端部上部に設けた挿入孔に前方に向けて挿脱可能に取り付け、挿入状態ではリング状電極部がガン本体部の前面に取り付けたエアキャップより僅か前方に位置してリング状電極部が塗料吐出口に接近した状態となるようにする。塗料ノズル7内の塗料は導電性を利用して接地し、静電誘導電極に接地電位を基準とする高電圧を印加した状態にて塗料吐出口より塗料を吐出させ周囲から圧縮空気を噴出させて帯電した粒子に霧化させる。
(もっと読む)
粉体塗装方法及びその装置
【課題】被塗装物の全体にわたって厚みが略均一な塗膜を形成する一方で、未塗着の粉体塗料を効率よく回収する。
【解決手段】粉体塗装装置10は、ワークW(被塗装物)を搬入する塗装ブース14を有し、該塗装ブース14を構成し且つ互いに対向する側壁36、38には塗装ガン16a、16bが設置される。塗装ガン16a、16bからの各吐出風量は、一方に対して残余の一方が所定の割合となるように設定される。一方、底壁34と側壁36、38の間と、上流側壁42及び下流側壁44の各々に形成された導入口46、導出口48の近傍とには、フード部50、52、68、70がそれぞれ設けられる。塗装ガン16a〜16cから吐出されてワークWに塗着されなかった未塗着の粉体塗料は、ファン120の吸引作用下に、ダクトホース58a〜58jを介して吸引される。好ましくは、この際の吸引風量は、塗装ガン16a〜16cからの吐出風量の合計に対して所定の割合となるように設定される。
(もっと読む)
塗装用ロボットのティーチング装置、及びティーチング方法
【課題】熟練した技能者が塗装用手吹きガンを用いて塗装対象物を塗装したときの塗装用手吹きガンの動きを塗装用ロボットに容易に再現させる。
【解決手段】塗装用手吹きガン10に取り付けられて塗装用手吹きガン10に作用する加速度を時系列で検出する加速度センサ(図中の加速度・角速度検出部14内に収容されている)と、加速度センサにより検出された加速度を記憶する記憶手段(図中の制御装置13内に収容されている)と、記憶手段に記憶されている加速度に基づいて、塗装用ロボット20に塗装用手吹きガン10の動きを再現させるための位置制御データを生成する生成手段(図中の制御装置13内に収容されている)と、を備える。
(もっと読む)
圧送塗装システム用刷毛
【課題】 柄本体Hの周囲にパイプやホースがまつわりつかないようにして、塗装効率を上げる。
【解決手段】 柄本体Hの少なくとも先端は一対の板部材8,8を対向させてなり、柄本体の基端部7でこれら板部材を一体にしている。そして、上記柄本体の先端である一対の板部材の対向部間には、刷毛部20に連通させた刷毛接続部材Mを介在させ、柄本体の基端部には管継ぎ手Jを設けている。この管継ぎ手と上記刷毛接続部材とを、上記板部材間に配置したパイプで接続する一方、上記管継ぎ手を図示していない塗料圧送装置に接続している。
(もっと読む)
焼結樹脂製シートの製造方法
【課題】焼結により得られた成型体を刃物を用いて薄切りにしてシート材とするものにあって、負荷が繰返して作用した際の耐久性を向上させる。
【解決手段】粒状のフッ素樹脂材料を、成形型内で加圧焼結して成型体を得る焼結工程P1を実行し、次に、円柱状の成型体を切断刃を用いて薄切り(スカイブ)してシート材とする切断工程P2を実行する。シート材を円形に打抜いた後、打抜かれたシート材(フッ素樹脂シート)の裏面側に、加硫成型によりゴム層を接合する接合工程P3を実行する。この後、フッ素樹脂シートの表面に対して、粒子を高速で吹付けて平坦化するブラスト処理工程P4を実行する。これにより、クラック発生の原因となる表面のツールマークを消すことができる。
(もっと読む)
ダイヤフラムバルブ
【課題】ダイヤフラムの必要な可撓性を確保しながらも、耐圧性及び耐久性を十分に高める。
【解決手段】弁室19内に受圧面24aが臨むように設けられ貫通孔18と弁ロッド13の外周との間をシールするダイヤフラム24とを備えたダイヤフラムバルブにおいて、ダイヤフラム24の受圧面24aとは反対側の面に接触するように、弁ロッド13の外周に嵌挿状に取り付けられ、ダイヤフラム24に作用する力を弾性変形することにより吸収する軟質ゴム製の受圧変形体2を設けた。
(もっと読む)
洗浄装置、及び洗浄方法
【課題】洗浄対象物への好ましくない影響を低減できる洗浄装置、及び洗浄方法を提供する。
【解決手段】純水にオゾンガスを溶解させたオゾン水を洗浄対象物15に向けて噴射する第1の噴射手段(11a、12a、13a)と、純水に水素ガスを溶解させた水素水を洗浄対象物15に向けて噴射する第2の噴射手段(11b、12b、13b)と、第1の噴射手段、及び第2の噴射手段を制御して、オゾン水、及び水素水の噴射態様を制御する制御手段12cと、を備える。
(もっと読む)
回転霧化頭
【課題】良好な塗装が行えるようにする。
【解決手段】回転霧化頭Cは、回転軸11に固着される円筒状の軸取付部21と、前面壁31と後面壁47と周壁27とで囲まれた貯留室55と、前面壁31の外周縁からカップ状に拡径した形態であって面が拡散面30となっている拡径部29と、前面壁31に貫通形態で形成されて貯留室55内の塗料を拡散面30へ流出させる流出孔32を備える。回転霧化頭Cは、軸取付部21と周壁27と前面壁31と拡径部29とが一体に形成された第1部品20と、後面壁47を有する第2部品40とを組み付けて構成される。
(もっと読む)
塗装装置
【課題】部品点数の削減を図る。
【解決手段】塗装装置は、先端部に回転霧化頭12を有する塗装機10内に挿通される塗装機側光ファイバー18と、塗装機10に結合されるホルダ30内に挿通されるホルダ側光ファイバー34と、塗装機側光ファイバー18の先端部18Fと対向した状態で回転霧化頭12と一体に回転する検出面14と、ホルダ側光ファイバー34の先端部34Fと塗装機側光ファイバー18の基端部18Rを嵌合させることでホルダ側光ファイバー34と塗装機側光ファイバー18の対向面を所定間隔に位置決めする位置決め部材23と、ホルダ側光ファイバー34と塗装機側光ファイバー18を位置決め部材23に固定するボルト22(固定部材)を備えている。
(もっと読む)
51 - 60 / 194
[ Back to top ]