
Fターム[2B200FA50]の内容
単板の加工・合板製造 (2,826) | 要素技術 (338) | その他 (14)
Fターム[2B200FA50]に分類される特許
1 - 14 / 14
斜行型合板の製造方法
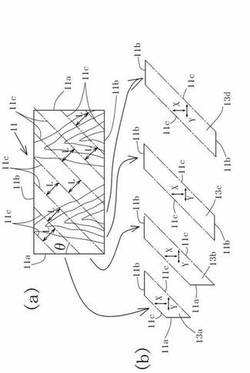
【課題】斜行合板を、設備費を少なくし且つ生産性良く製造する。
【解決手段】辺11a及び辺11bを有する合板11を、辺11aに対し傾斜した切断線11cで間隔Lをおいて順次切断して、帯状合板13a、13b、帯状合板13c、13d・・・を製造し、次いでこれら帯状合板の、2個の切断線11cを、異なる帯状合板同士で互いに同一直線上に位置する状態として、辺11aまたは辺11bで接合して接合合板15,17とし、次に接合合板15,17を切断線11cに直角に適宜間隔で切断する。
(もっと読む)
木質化粧板及びその製造方法

【課題】 表面化粧材を水性接着剤で加熱加圧処理する際に、反りが発生し難い木質化粧板を提供する。
【解決手段】 基板1の上に木質繊維板2が接着され、その木質繊維板2の表面に水性接着剤6を介して表面化粧材5が一体化された木質化粧板7であって、木質繊維板2が、減圧状態で加湿加熱処理されたものであることを特徴とする。
(もっと読む)
積層材
【課題】環境条件が変化した場合の寸法変化を防止でき、低コスト化が可能であり、スギ材、ヒノキ材等の針葉樹の有効活用を図る。
【解決手段】木材の木目の長さ方向に対して垂直方向に加えた外力によって、木材の厚みが加熱圧縮され、圧密加工されて気乾比重を0.7以上とした表面塑性加工材SPWの片面側に、複数枚の非圧縮の針葉樹単板W(W1,W2,W3,W4,W5,W6)が互いの木目の長さ方向が直交するように6枚積層接着され、かつ、表面塑性加工材SPWに接合される接合側針葉樹単板W6以外の針葉樹単板W1,W2,W3,W4,W5の厚みを2mm〜4mmの範囲内にすると共に、接合側針葉樹単板W6は切削加工されてその厚みを針葉樹単板W1,W2,W3,W4,W5の厚みの1/4〜3/4の範囲内とした内層合板IPWを、その切削加工された面の木目の長さ方向が表面塑性加工材SPWの木目の長さ方向と直交するようにして接合した。
(もっと読む)
建築用造作材および建築用造作材セットの製造方法
【課題】表面材に用いた化粧紙が折り曲げ加工によって破れることのない建築用造作材の製造方法を提供する。
【解決手段】木質基材12の表面に弾性接着剤層14を形成した後、弾性接着剤層14の表面に化粧紙16を配設するとともに、木質基材12に底部18aがV字状の溝18を形成し、然る後、溝18を閉じるようにして折り曲げ加工を行い、このとき、溝18を、木質基材12を切断するが、弾性接着剤層14は切断しない深さに設定し、弾性接着剤層14を、少なくとも折り曲げ加工が行われている間において弾性を有するようにすることにより、上記課題を解決することができる。
(もっと読む)
積層板の製造方法
【課題】接着剤の硬化に要する時間の短縮化を図れる積層板の製造方法を提供すること。
【解決手段】積層工程では、塗布工程で塗布された樹脂板20の各側面に塗布された樹脂接着剤が木板10及び樹脂板20の互いに対向する側面の間に介設されるように、木板10及び樹脂板20が交互に積層される。その後、行われる圧締工程では、木板10及び樹脂板20の互いに対向する各側面同士を接着するために、積層された木板10及び樹脂板20の側面が積層方向に加圧されると共に木板10及び樹脂板20が加圧された状態で木板10及び樹脂板20の平面13,23と直交する積層板1の上下方向から電磁波が照射される。よって、樹脂接着剤を誘電加熱して内部から発熱させるので、外部から加熱する場合と比べて、熱効率が高く経済的であると共に、電磁波電力の自在な制御などにより、スピーディーな温度制御ができる。
(もっと読む)
木材成形用金型
【課題】複雑な3次元形状を有する木材を圧縮成形する際にも割れ等の不具合の発生を防止し、歩留まりを向上させることができる木材成形用金型を提供する。
【解決手段】木材に圧縮力を加えることにより、略均一な肉厚を有する椀状をなし、内側面および外側面に凹部および凸部をそれぞれ有する形状にその木材を成形する際、前記凹部に対応し、当該木材成形用金型による圧縮の後に木材を加熱しながら整形することによって得られる加熱整形後形状と略一致する形状をなす金型凸部と、前記凸部に対応し、前記凸部における加熱整形後形状よりも表面積が大きく広がった形状をなす金型凹部とを備える。
(もっと読む)
木材の木殺の装置と応用
【課題】 機能性木材加工の課題は、木材に如何に透過性を付与するかである。これまでの技術では減圧加圧又木材加熱又プレスによる細胞破壊が主であった。減圧加圧法は加圧容器が必要であり薬剤の注入時間も長い。またプレスによる加工方法は木材にひび割れが入る欠点があり実用化されていない。そしてすべて流れ作業が不可能であった。
【解決手段】 木材を瞬間的に殴打すると、細胞破壊は無数に起きるが、ひび割れは発生しない。
送り装置での送材行程で、先端の丸い突起で高速連打することにより、あらゆる諸条件下でも細胞破壊が可能になる。又細胞破壊後の薬液剤注入においても加熱振動高水圧噴射を組み合わせることで、不燃木材、通電木材、防腐木材等各種多方面の機能性木材の量産が流れ作業で可能になる。
(もっと読む)
薄い木材の水分の絞り出し及び細胞破壊の装置と応用
【課題】 厚さ薄い3mm〜5mmの合板の素材は輸入材のラワン材が主に使用されている。
ラワンを約1mm位にロータリー剥きし3層に積層している。ラワンのロータリー剥きは水分を通し難く塗布するだけで薬液剤を注入することは不可能である。
12mm以上の合板では実用化されているが、その製造工程は、厚い合板を製造後、加圧容器にいれ減圧、加圧注入し乾燥する方法である。厚さの薄い合板は乾燥の工程で狂いが生じ実用化が難しく商品化されていない。
【解決手段】)
厚い木材をローラーでプレスする技術はあるがプレス工程でひび割れが発生し商品化には問題が多くある。
ローラーを通した1mm〜1.5mmの薄い木材はひび割れが出にくい。又ひずみが出ず満遍なくプレス出来るため、細胞破壊が均一に出来る。上下のローラーの速度を少し変える事でより細胞破壊は向上した。
特に国産材の杉の芯材の部分は水分や空気を通しにくいが、水分絞り出し工程の細胞破壊により乾燥も容易に出来、又加熱による減圧も出来るため、薬液剤注入が出来る。また木材の張力も無くなるため、狂いやゆがみも出にくくなって、合板にした際の剥離防止となる。前記を鑑みローラーを通した薄い板は不燃合板、又機能性合板の素材として適している。
(もっと読む)
蓄光剤入りの木材及び蓄光剤入り木材の製造方法
【課題】木材の手触りや視覚的な暖かみ、切削加工の容易さを損なうことなく、木質材料に十分な発光性及び蓄光性を付与する木材及びその製造方法を提供する。
【解決手段】複数の木材板1を、蓄光剤を含有した接着剤2によって相互に加圧接着して蓄光剤入りの木材を得る。接着剤2には、前記蓄光剤の他に、粒状物3を含有させて複数の木材の板を相互に加圧接着する。木材は、粒状物3によって複数の木材板1の間の間隔が維持される。
(もっと読む)
木質複合材の製造方法
【課題】十分な発熱量を得て木質成形材と木材との接着を短時間で可能にし、木質複合材の生産性を向上させること。
【解決手段】木質成形材4または木材1のいずれか一方の接着面4aに接着剤6を塗布し、他方の接着面1aに電解質水溶液3を塗布し、接着面同士を重ね合わせ、加圧するとともに高周波加熱し、木質成形材と木材とを接着する。
(もっと読む)
合板およびその製造方法
【課題】 気乾比重が0.5以下の軽質で抜け節等の欠点が多いラジアータパイン、ファルカタなどの植林木単板や国産のトドマツ、カラマツ、スギなどの針葉樹単板を利用し、高強度な合板を生産性良く得ることを目的とする。
【解決手段】 複数枚の単板が積層接着されてなる合板であって、前記単板のうち、少なくとも表面層と裏面層を構成する単板は、その表面にブラッシング処理やショットブラスト処理を施すことで軟質部分が取り除かれて凹状部が形成され、この凹状部に接着剤等の樹脂が充填されている。この合板を基材として用い、木質繊維板を貼着することで、高強度な木質複合板を得ることも可能である。
(もっと読む)
模様を有するベニヤの製造方法、及び、模様を有するベニヤの製造装置
ベニヤシート中のリグニンを軟化させ、ベニヤシートを起伏のある形状又は波形形状に押圧するピッチ及び深さを有する相補型波形押圧ローラの間でベニヤシートを押圧し、波形の波頭部を取り除くよう押圧したベニヤシートに表面仕上げを行う手段及び段階を夫々有する、模様を有するベニヤ片を製造する方法及び装置。ベニヤシート中のリグニンを軟化させ、ベニヤシートをプレートの起伏のある形状又は波形形状の表面に載置し、押圧ローラがベニヤシートを表面に向かって押圧し起伏のある形状又は波形形状のベニヤにするようにベニヤシートを押圧ローラで押圧し、波形の頂部を取り除くよう押圧したベニヤシートに表面仕上げを行う手段及び段階を夫々有する、別の模様を有するベニヤ片の製造方法及び装置。ベニヤシート中のリグニンを軟化させ、ベニヤシートを起伏のある形状又は波形形状の表面を有するプレートの波形形状の表面に載置し、波形形状の表面を持つ可撓性プラテンを用い、可撓性プラテンの波形形状の表面がベニヤシートをプレートの波形形状の表面に向かって押圧し起伏のある形状又は波形形状のベニヤにするように、ベニヤシートをプレートの表面の溝及び頂部に押圧し、波形の頂部を取り除くよう押圧したベニヤシートに表面仕上げを行う手段及び段階を夫々有する、模様を有するベニヤ片を製造する更に別の模様を有するベニヤ片の製造方法及び装置。 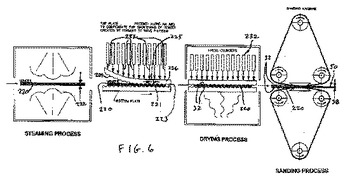 (もっと読む)
(もっと読む)
横型多段プレス装置の板材搬入構造及び板材搬出構造並びにそれらを用いた横型多段プレス装置
【課題】 処理枚数の大規模化にも対応して、設備費やエネルギー消費の増大を抑制でき、汎用性の高い横型多段プレス装置の板材搬入構造及び板材搬出構造と、それらを用いた横型多段プレス装置を提供する。
【解決手段】 搬入側回動軸線O1(搬入側回動軸216)が、搬入ローラフレーム212における被処理板材W1の導入終了側(奥側)に搬送方向に沿って配置されている。被処理板材W1の導入開始側(手前側)において、左右一対の搬入側油圧シリンダ217L,217Rが、搬入ローラフレーム212と立設フレーム204L,204Rとの間に設置され、ロッド217aの伸縮により搬入ローラコンベヤ210の導入開始側を昇降調節する。
(もっと読む)
積層複合木質材
【課題】 成長速度が非常に速く東南アジア各地で大量に植林されているアカシア・マンギュームは、比重が0.5〜0.6程度でそれほど重くはなく、強度も十分に持ち合わせているが、辺材と芯材の色目が大きく異なり見映えが悪く、節が多く乾燥後の暴れが大きいため、その用途のほとんどがパルプ用として使用されており。合板や、LVLへの有効活用が望まれている。
【解決手段】 複数枚の板材を積層一体化した積層複合木質材において、アカシア・マンギュームからなる低質の単板を表裏層以外に用いると共に、表裏層を見映えが良い良質の板材を用いることで、通常の合板やLVLとして遜色なく使用することができた
(もっと読む)
1 - 14 / 14
[ Back to top ]