
Fターム[2B250DA03]の内容
その他の木材加工、特定木製品の製造 (7,055) | 処理・加工の対象 (734) | 完成材に関するもの (641)
Fターム[2B250DA03]の下位に属するFターム
集成材・積層材に関するもの (522)
Fターム[2B250DA03]に分類される特許
41 - 60 / 119
ロール巻き化粧シートの枚葉自動貼方法と化粧シートの枚葉自動貼装置
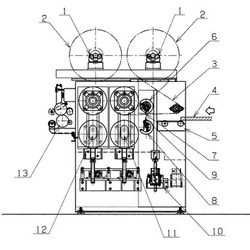
【課題】 化粧シートを台板に貼り付けする方法において、ロール状の化粧シートを連続で貼り付けする方法では、ロール交換時に巻始めと巻き終わりの化粧シートが無駄になる。また化粧シートを一旦枚葉にカットしてから貼り合わせる方法では、工程や設備面積が増え、化粧シートによっては巻き癖の影響で生産性が低下する問題があった。
【解決手段】 化粧シートはロール状で供給可能とし、化粧シートの先端と台板先端を位置決めして挟み込んだ後、台板先端から後端に向けて化粧シートの貼り合せと接着を行い、台板後端で化粧シートを切り離すと同時に次の化粧シート先端を位置決め保持することで、台板の投入に応じた枚葉生産を可能とした。
(もっと読む)
函体形成方法

【課題】函体を形成する際の取扱い性が向上し、容易かつ簡便に函体を形成することができる函体形成方法を提供する。
【解決手段】通し穴が設けられた板状体に対して、2枚の異なる板状体の通し穴のそれぞれに1本の索状体を通して環状部を形成することにより、前記2枚の板状体を連結する連結工程を含み、複数の板状体が函体の側板及び底板となるように展開配置された状態で、前記連結工程を用いて、各板状体を連結し、前記各板状体を連結部分で折り曲げて前記索状体にて仮止めされた状態で、隣り合う板状体を接合して函体を形成し、前記索状体を取り除く。
(もっと読む)
木材難燃化用化粧シートおよび難燃化された木製化粧ボード
【課題】 可燃性の木製板を化粧しながらも難燃化するために用いられるシート(木材難燃化用化粧シート)、および当該化粧シートを用いることにより化粧とともに難燃化された難燃性の木製化粧ボードを提供する。
【解決手段】木材難燃化用化粧シートとして、少なくとも5μmの厚みを有する銅箔表面に、接着層およびシート状基材を介して、石灰含有組成物から形成される化粧層が200μm以下の厚みで積層されてなることを特徴とするシートを用いる。当該シートを貼着することで可燃性の木製板を、化粧しながら難燃化することができる。
(もっと読む)
薄い木材の水分の絞り出し及び細胞破壊の装置と応用
【課題】 厚さ薄い3mm〜5mmの合板の素材は輸入材のラワン材が主に使用されている。
ラワンを約1mm位にロータリー剥きし3層に積層している。ラワンのロータリー剥きは水分を通し難く塗布するだけで薬液剤を注入することは不可能である。
12mm以上の合板では実用化されているが、その製造工程は、厚い合板を製造後、加圧容器にいれ減圧、加圧注入し乾燥する方法である。厚さの薄い合板は乾燥の工程で狂いが生じ実用化が難しく商品化されていない。
【解決手段】)
厚い木材をローラーでプレスする技術はあるがプレス工程でひび割れが発生し商品化には問題が多くある。
ローラーを通した1mm〜1.5mmの薄い木材はひび割れが出にくい。又ひずみが出ず満遍なくプレス出来るため、細胞破壊が均一に出来る。上下のローラーの速度を少し変える事でより細胞破壊は向上した。
特に国産材の杉の芯材の部分は水分や空気を通しにくいが、水分絞り出し工程の細胞破壊により乾燥も容易に出来、又加熱による減圧も出来るため、薬液剤注入が出来る。また木材の張力も無くなるため、狂いやゆがみも出にくくなって、合板にした際の剥離防止となる。前記を鑑みローラーを通した薄い板は不燃合板、又機能性合板の素材として適している。
(もっと読む)
圧縮木製品の製造方法
【課題】工数を増やすことなく圧縮後に切削した木材の端面に水分が浸入するのを防止することができる圧縮木製品の製造方法を提供する。
【解決手段】原木から形取った所定形状のブランク材を一対の金型によって挟持して圧縮力を加える圧縮工程と、この圧縮工程で圧縮したブランク材を切削によって複数の部分へ分割する分割工程と、を有し、ブランク材のうち分割工程で分割される複数の部分の境界に対応する領域の圧縮工程における圧縮率は、該ブランク材の他の領域の圧縮工程における圧縮率よりも大きく、境界の幅は前記分割工程で前記ブランク材を切削する際の切削幅よりも大きいこととする。
(もっと読む)
機能性繊維成形体の製造方法
【課題】植物性繊維を主材料とする機能性繊維成形体において、簡易な方法によって機能性粉粒体を適度に分散させて含有させ得る機能性繊維成形体の製造方法を提供する。
【解決手段】植物性繊維11を主材料とし、機能性粉粒体13を含有した機能性繊維成形体16を製造する方法であって、前記植物性繊維に、前記機能性粉粒体を散布して、これら植物性繊維及び機能性粉粒体を分散させながら、気流を発生させることで、これらを混合し、その混合した状態で堆積させることで、該機能性粉粒体を内部に分散させて含有させた後、成形して機能性繊維成形体を製造する。
(もっと読む)
木質材の接合方法、木質材の接合機、及び木質具
【課題】有機接着剤などを用いることなく木質材間の位置関係を略固定することが可能な木質材の接合方法、木質材の接合機および木質具を提供する。
【解決手段】結合剤を含有する例えばMDFと称される木質ボード101及び102を接合するに際し、前記複数の木質ボード101及び102の接合部分に、例えば炭素鋼から成り、先端がフラットで、先端から見て平面視円形である棒状部材103を、矢印A方向に例えば500rpm〜2500rpmの回転数で回転させつつ押入し、回転により生じる摩擦熱と相俟って前記複数の木質ボード同士の接合部に接合孔を形成し、2枚の木質ボード同士の位置関係を略固定させる。
(もっと読む)
木製容器の製造方法
【課題】箍がずれたり本体からはずれたりすることのない桶などの木製容器を比較的簡易な手法で製造する方法を提供する。
【解決手段】桶の本体11の外周側面に、箍12を嵌入させることのできる凹部14を形成する。次に、圧縮装置20を用いて、本体11の圧縮を行う。このとき、開口側を下にして、圧縮装置20の設置台21上に本体11を載置する。また、本体11の外周側面に形成された凹部14の下方が加圧部材22によって加圧されるように、設置台21の高さを調節する。そして、加圧部材22を本体11の中心軸方向へと移動させる。次に、本体11が圧縮されている状態で、凹部14の位置で箍12を本体11に周着させる。次に、本体11の圧縮を解除する。
(もっと読む)
目止め剤の充填装置
【課題】大きな凹凸のある湾曲する木口面を極めて能率よく綺麗に平滑化する。極めて簡単な構造としながら、大きな凹凸のある湾曲する木口面をも綺麗に平滑化する。
【解決手段】目止め剤の充填装置は、板材1の湾曲面であって凹凸のある木口面1Aに目止め剤2を充填して、板材1の木口面1Aを平滑にする。目止め剤の充填装置は、目止め剤2を吐出口4から加圧状態で押し出す加圧器3と、この加圧器3の吐出口4に連結してなる吸盤5とを備える。充填装置は、この吸盤5を木口面1Aに密着させる状態で、木口面1Aと吸盤5のいずれか又は両方を、吸盤5が木口面1Aに沿って移動するように移動して、板材1の木口面1Aに目止め剤2を塗布して平滑面とする。
(もっと読む)
木質化粧板の製造方法
【課題】安価な汎用木材の表面に凹凸を形成し、立体感の表現ができる木質化粧板の製造方法を提供する。
【解決手段】木質化粧板の製造方法において、木質基板1の表面にエンボス版を押圧して凹凸を形成する凹凸形成工程と、凹凸が形成された木質基板1の表面全体を塗装する第一の塗装工程と、木質基板1の凸部3の表面部分を前記凹凸が残るようにサンディングするサンディング工程と、サンディングされた木質基板1の凸部3の表面部分を塗装する第二の塗装工程からなるようにした。
(もっと読む)
組立式木製天板およびこれを利用した木製天板付き家具
【課題】天板構成部材の部分的な交換を可能にすることによって、製品品質を有効に維持するとともに寿命を延命し、意匠の追求にも便ならしめた組立式木製天板を提供する。
【解決手段】所定方向に配列した木製素材からなる複数の天板構成部材たるエンド天板部材1及び中間天板部材2と、これらの天板部材1,2間(2,2間)を配列方向に締め付けて着脱可能に連結する連結具3とを具備して構成した。
(もっと読む)
建築用又は土木用の壁構造体、これに用いる柱状材及びこの柱状材の製造方法並びにこの壁構造体に用いる小壁構造体
【課題】 柱状材の隣接で形成される平面に垂直な軸周りで屈曲させることの可能な建築用又は土木用の壁構造体、これに用いる柱状材及びこの柱状材の製造方法並びにこの壁構造体に用いる小壁構造体を提供すること。
【解決手段】長手方向に沿って係合溝を有する第一の柱状材9と、この係合溝に係合する第二の柱状材10,11とを備える。これら第一、第二の柱状材を隣接させ複数組み合わせると共に複数組み合わせた第一、第二の柱状材に長尺部材14を貫通させて連結することにより構成する。第一又は第二の柱状材のいずれかは、長手方向に対し断面略同一形状の柱状材を長手方向軸心に対し傾斜した状態で切断する。180度反転させた姿勢で接合させることにより柱状材9,10,11の隣接で形成される平面103に垂直な軸104周りで屈曲させてある。
(もっと読む)
扉の芯材への表面材の巻き付け方法
【課題】仕上がりのバラつきがなく、作業時間が短時間で済み、人件費の削減が可能となり、生産性が向上する扉の芯材への表面材の巻き付け方法を提供する。
【解決手段】枠状又は板状をした芯材1の一方の面と他方の面にそれぞれ表面材2を巻き付けて貼着してなる扉3の芯材1への表面材2の巻き付け方法である。表面材2は、芯材1の面に対応する中央部21と、芯材1の側端面に対応する側部22と、側部22の外側に隣接しする埋没部23と、からなる。芯材1の一方の面と他方の面とにそれぞれ表面材2の中央部21を貼着して、側部22と埋没部23とが中央部21と略面一状に芯材1から突出した状態として搬送し、搬送方向に沿って配設した複数のローラ5によって順に、埋没部23を内側に折り曲げ、側部22を内側に折り曲げると共に埋没部23を略突き合わせ、側部22を芯材1の側端面に当接させると共に埋没部23を芯材1の溝10に埋没する。
(もっと読む)
扉
【課題】両表面材の埋没部の長さが異なっても、段が目立たず見栄えが向上する扉を提供する。
【解決手段】枠状又は板状をした芯材1の一方の面と他方の面にそれぞれ表面材2を巻き付けて貼着する扉3である。両表面材2は、芯材1の一方の面と他方の面にそれぞれ対応する中央部21と、中央部21の両側に隣接し芯材1の側端面に対応する側部22と、側部22の外側に隣接し芯材1の側端面の長手方向に沿って形成された溝10に埋没される埋没部23と、からなり、中央部21と側部22との間及び側部22と埋没部23との間の芯材1に巻き付けられる裏側の面にV溝20を形成してあり、芯材1の一方の面と他方の面とにそれぞれ表面材2の中央部21を貼着し、芯材1の側端面に表面材2の側部22を貼着し、芯材1の側端面の溝10に表面材2の埋没部23を埋没させてなる扉3において、表面材2の埋没部23と側部22との間の部分の表側の面に面取り5を施す。
(もっと読む)
植物系材料の成形体の製造方法及びその成形体
【課題】植物系材料に直接的な加圧及び間接的な圧縮力を加え、賦形して一体化することにより成形体を製造する方法及びその成形体を提供する。
【解決手段】植物系材料を、金型内の一箇所ないし複数箇所に、その繊維方向を考慮して供給し、複動のプレス手段で、金型の動作を制御しつつ直接的に加圧することによって、材料を構成する細胞間に剪断力を作用させ、該細胞の位置関係を変化させ、材料を流動させること、それによって、金型内の所定の自由空間に移動させ、金型内の該自由空間に充填し、間接的に圧縮力を加え、賦形して一体化することにより所定の成形体とする、該成形体の製造方法、及びその成形体製品。
【効果】植物系材料の本来的な繊維構造を反映させた任意の三次元形状の薄肉成形体を製造し、提供することができる。
(もっと読む)
撥水撥油性木質建材
【課題】木材の素材感や風合いを活かしつつ撥水撥油性や耐汚染性を付与した木質建材を提供する。
【解決手段】特定の構造で示される構造単位を有し、ラジカル重合性不飽和結合を有するフッ素含有共重合体(A)、微粒化ワックスまたは表面がワックス処理された微粒子シリカ(B)、2個以上の(メタ)アクリロイル基を有する光重合性オリゴマー(C)、反応性モノマー(D)、光重合開始剤(E)を含有し、かつ、上記フッ素含有共重合体(A)に占める上記特定の構造で示される構造単位の合計量が15〜60重量%である光硬化性樹脂組成物で形成される塗膜で被覆されたことを特徴とする撥水撥油性木質建材。
(もっと読む)
木芯プラスチック成形体の製造方法と木芯プラスチック成形体の製造装置
【課題】プラスチックの内面に気泡ができる欠点を解消して、木質系芯材の表面をプラスチックで綺麗に被覆する。木質系芯材の表面にしっかりと強固にプラスチックを結合させる。
【解決手段】木芯プラスチック成形体の製造方法は、横断面形状を同一形状とする木質系芯材1を金型3の成形穴10に供給して押し出すと共に、金型3の成形穴10の内面に、加熱して溶融状態となった熱可塑性のプラスチック2を押し出して木質系芯材1の表面に付着させて、金型3の成形穴10から押し出しされる木質系芯材1の表面を熱可塑性のプラスチック2で被覆する。さらに、この製造方法は、金型3の成形穴10の内面であって、溶融プラスチック2Aを表面に付着する成形部11よりも挿入側に、木質系芯材1の表面を真空脱気する真空脱気室6を設けて、真空脱気室6で表面を真空脱気した木質系芯材1の表面に、成形部11で溶融状態の熱可塑性のプラスチック2を付着する。
(もっと読む)
新規組成物
【課題】改良された性質及び性能を有する含浸された木材要素を提供することである。
【解決手段】本発明は少なくとも二つの成分a)及びb)を含む混合物の形態の組成物に関し、成分a)は少なくとも一つの単官能及び/又は多官能チオールを含み、成分b)は少なくとも一つの単官能及び/又は多官能エンを含み、チオール基とエン基との間のモル比は1:0.1から1:100である。さらに本発明は、本発明による混合物の形態の組成物での、又は本発明によるバッチ形態(多成分形態)における組成物成分の混合物での木材要素の含浸、及びその後の組成物又は混合物の硬化によって得られる含浸された木材要素に関する。本発明は、木材要素を含浸する方法にも関する。
(もっと読む)
箸材の小割装置
【課題】本発明は、箸材の製造、特に箸材の小割工程における箸材の生産性の向上を図り、しかも、装置の簡素化および小型化を図ることを課題とする。
【解決手段】本発明は、接地される機台10の一方から他方に向けて箸材を長手方向に沿って順次搬送させる箸材搬送装置20と、前記機台の一方に設けられた箸材供給部5と、該箸材供給部よりも他方側に設けら且つ箸材9を小割りする箸材カッター手段6とを備えている。前記箸材搬送装置は、循環して搬送される複数の箸材搬送部材22が設けられ、該箸材搬送部材の搬送方向Hに対する両側22aには、箸材を係合する係合部23、23がそれぞれ設けられ、前記箸材カッター手段は、前記箸材搬送部材で搬送される箸材をその長手方向に切断すべく、箸材搬送部材の両側にそれぞれ設けられている。
(もっと読む)
木質複合床材の表面塗装方法
【課題】表面に難吸収性化粧材を有する複合床材の表面と複数の化粧溝とを均一に、外観性よく塗装できる木質複合床材の表面塗装方法を提供する。
【解決手段】木質基材12の上に難吸収性化粧材11を貼着し、表面化粧した複合床材の表面をロール塗装する方法であって、下塗り塗装工程Aにおいて、上記難吸収性化粧材11に複数本設けられた化粧溝111の方向にロールの回転方向が並行するように上記複合床材を搬送するとともに、スポンジロールSpで下塗り塗料2をナチュラルコートし、ついでゴムロールでナチュラルコートして塗膜を平滑化した後、乾燥させ、中塗り塗装、上塗り塗装を行う木質複合床材1の表面塗装方法。
(もっと読む)
41 - 60 / 119
[ Back to top ]