
Fターム[2B250FA09]の内容
その他の木材加工、特定木製品の製造 (7,055) | 加工・処理 (1,825) | 背割り・溝加工 (94)
Fターム[2B250FA09]に分類される特許
1 - 20 / 94
化粧材の製造方法
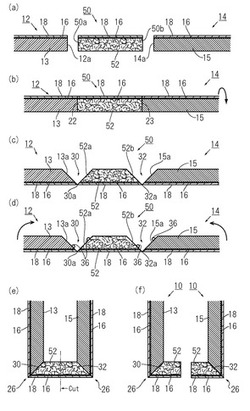
【課題】角部の両側で板厚や材質を自由に選択して異ならせることができ、より少ない手間で数多く製造することのできる化粧材の製造方法を提供する。
【解決手段】表面を面一とした状態で、第1および第2板材12、14の側面12a、14aを、第3板材50の両側面50a、50bにそれぞれ当接させ、裏面から、第1板材12と第3板材50との当接面22にその溝底部30aが一致した状態でV字状の第1溝30を形成するとともに、第3板材50と第2板材14との当接面23にその溝底部32aが一致した状態でV字状の第2溝32を第1溝30から離間した位置に形成し、両溝30、32を閉じて互いに固着させ、然る後、第3板材50を両溝30、32間で切断することにより、上記課題を解決することができる。
(もっと読む)
杉間伐材を利用した防腐木製塀及びその製造方法

【課題】杉間伐材の有効利用という観点と、杉の水分を吸収しやすい性質に着目し、長期間に渡って高い防腐効果を維持できる木製塀及びその製造方法を提供する。
【解決手段】杉間伐材切断工程と連結穴穿設工程と割り溝形成工程と必要に応じて布基礎結合用穿設工程とを含む第一工程と、該第一工程を経て形成された塀部材を、治具上に列接配置し前記連結穴に連結部材を貫通挿入して強固に締結して塀部の全体構成を形成する第二工程と、該第二工程で得られたパネル状の塀部を防腐剤加圧注入処理して防腐処理を施す第三工程とからなる木製塀の製造方法及びこれを利用して製造される木製塀とした。
(もっと読む)
木製部材の接合方法
【課題】高強力繊維線材を使用しても接着強度を十分に確保することができる木製部材の接合方法を提供する。
【解決手段】溝切削工程(ステップS10)では、2本の長尺状のラミナに跨る軸線に沿った溝を形成する。接着剤充填工程(ステップS20)では、ラミナの端面を合わせることでできた直線状の溝に接着剤を充填する。補強材配置工程(ステップS30)では、溝に高強力繊維線材を補強材として配置する。そして、接合工程(ステップ40)にて、ラミナを接着させる。溝に補強材を配置して接着剤を充填するのではなく、予め接着剤を溝に充填しておいてから補強材を配置することで、補強材として高強力繊維線材が配置できる程度に溝幅が狭くても、補強材と溝の溝面との間に十分な接着剤を介在させることができる。従って、補強材と溝との間の接着力を確保することができる。
(もっと読む)
芳香、抗菌材
【課題】檜等の木材の芳香、抗菌機能を効率よく引き出し、芳香、抗菌力と芳香・抗菌機能の持続性に優れた芳香・抗菌材を提供する。
【解決手段】本発明に係る芳香、抗菌材は,本体部の底部から本体部1の木質部5へ少なくとも底部2側の切り込み6を形成した。また底部側の切り込み6が本体部の頂部側の外面7へ達している。そして底部側の切り込み6を本体部の底部2と頂部側の外面7との間に形成された貫通部6aとし、また貫通部6aに間隙性を有する木片集合物10が充填される。底部側の切り込み6に接触する水が本体部の木質部5に浸透する。底部側で貫通部の下端開口4aに接触する水が貫通部の内周面11aに沿って貫通部の下端開口4aから頂部側で外気に接触する貫通部の上端開口4bへ浸透する。
(もっと読む)
表面加工板及びその製造方法
【課題】家具、建築材等のコーナ部に手間、時間、コストをかけずに装飾模様を施すことができる表面加工板を供すること
【解決手段】木質系成型板からなるベース3及び該ベース3の表面に貼着されるシート2からなる。ベース3に弯曲可能な弯曲部5が設けられ、該弯曲部5の裏面にリード溝7が網目状に設けられ、上記リード溝7にて囲まれる区画8が連続的に複数形成され、これにより上記弯曲部5に装飾パターン9を形成する。貼着により弯曲部5が弯曲すると、弯曲部5に貼着されているシート2が伸長されるので、裏面に付与されたリード溝からなる装飾パターン9の装飾模様が表面に浮き上がり、まるで弯曲部表面に形成された地模様のように見える。この地模様の浮き上がり効果は、彫刻等の特別の手間や技術を要しないので、複雑な装飾模様を簡単かつ迅速に施すことができる。
(もっと読む)
透光性化粧材の製造方法
【課題】裏側から光がないときには、色柄が表面側に露呈させず、通常の木質化粧材の外観を呈する一方、裏側から光が当たったときには、一転、木目と共に色柄7が表面に明確にかつ鮮明に現出する透光性化粧材Aの製造方法が得られるようにする。
【解決手段】木質薄単板からなる突板層1、突板層1の裏面側に配置された透光性を有する隠蔽層5、隠蔽層5の裏面側に配置された透光性を有する補強層16、及び補強層16の裏面側に配置され、所定の色柄7が形成された透光性を有する色柄層6を積層一体化して積層体11を形成し、この積層体11の突板層1の表面をショットブラスト加工して、該表面に木質薄単板の春目部分が秋目部分よりも深く凹陥した凹凸部2を形成した後、突板層1に凹凸部2が形成された表面から樹脂を含浸させて突板層1をWPC処理することで突板層1を透光性を有するものとする。
(もっと読む)
化粧材の製造方法
【課題】生産性および歩留まりが良く、さらには厚さや材質が異なる複数種類の基材も使用することのできる化粧材の製造方法を提供する。
【解決手段】第1板材12および第2板材14の表面を面一とした状態で、当該第1板材12の表面とで鋭角を成すテーパー面60が形成された第1板材12の側面12aと、これに対向する第2板材14の側面14aとを互いに当接させ、当接状態を維持しつつ、第1板材12の表面から第2板材14の表面にかけて可撓性を有するテープ材28を貼り付け、裏面から、両板材12、14の当接面22にその溝底部20aが一致した状態で、両板材12、14の表面あるいはその手前近傍に至るV字状の溝20を形成し、溝20に接着剤36を付着させ、然る後、溝20を閉じて両板材12、14を互いに固着させ、最後にテープ材28を剥がすことにより、上記課題を解決することができる。
(もっと読む)
化粧材の製造方法
【課題】角部の両側で表面柄や材質を自由に選択して異ならせることができる化粧材の製造方法を提供する。
【解決手段】表面柄が互いに異なる第1および第2板材12、14の側面12a、14aを、互いの表面を面一とした状態でそれぞれ当接させ、当接状態を維持しつつ、裏面から、第1板材12と第2板材14との当接面22にその溝底部20aが一致した状態で、両板材12、14の表面あるいはその手前近傍に至るV字状の溝20を形成し、溝20に接着剤36を付着させ、然る後、溝20を閉じて互いに固着させることにより、上記課題を解決することができる。
(もっと読む)
表面人工杢目板材、およびその製造方法
【課題】本発明では、杢目の突板や、杢目模様が印刷された塩化ビニルなどのシートを使う事もなく、また金型による応力負荷も行うことなく、板目や柾目の板材に対して装飾性の高い杢目模様を任意に付け、しかも必要とする側だけの表面から一定の深さの層だけに対して部分的に圧縮を行い、前記板材の本来の比重に近い状態の表面人工杢目板材およびその製造方法を提供する。
【解決手段】板目や柾目の板材の片表面に対し、切削加工を施す事でその木目模様に変化を与え、前記板材を装飾性の高い天然の杢目の様なうねり模様を持った木目模様とし、前記切削加工によって凹凸形状を持った表面に対し、前記表面から一定の深さの層だけを部分的に軟化した後に、圧縮により前記表面を平滑化させる。
(もっと読む)
木製容器の製造方法
【課題】損傷を最小限に抑えつつ箍が外れたりずれたりすることのない木製容器を容易に製造することができる木製容器の製造方法を提供する。
【解決手段】木片を用いて外周側面がテーパ状をなした筒状の容器本体2を形成し、外周側面に凹部4を周設し、外周側面における凹部4より上方に箍を載置し、外周側面に載置された箍5の上端面5aに割りスリット22を備えた筒状の押し込み治具20の下端面20aを当接させ、押し込み治具20を下方に押圧して箍5を凹部4の位置に取り付ける。
(もっと読む)
木質梁材の製造装置
【課題】木質梁材の製造作業の効率性向上。
【解決手段】搬送されるフランジA2、A3の嵌合溝A20、A30に接着剤を塗布する接着剤塗布部2と、フランジA2、A3とウェブA1とを一体化する嵌合部動作部3と、を備える。接着剤塗布部2は、フランジA2、A3を支持する搬送支持部2A、2Bと、搬送されるフランジA2、A3の嵌合溝A20、A30に上方から接着剤を塗布するノズル2C、2Dと、を備え、嵌合動作部3は、ウェブA1を載置するウェブ載置部3Cと、搬送されるフランジA2、A3を、ウェブA1のフランジ嵌合縁A10、A11と平行に載置するフランジ載置部3A、3Bと、フランジ載置部3A、3Bを嵌合溝A20、A30がフランジ嵌合縁A10、A11と正対するように回転させるとともに、フランジ載置部3A、3Bを嵌合溝A20、A30がフランジ嵌合縁A10、A11に嵌合するように移動させる嵌合動作部3と、を備えた。
(もっと読む)
建築用造作材および建築用造作材セットの製造方法
【課題】表面材に用いた化粧紙が折り曲げ加工によって破れることのない建築用造作材の製造方法を提供する。
【解決手段】木質基材12の表面に弾性接着剤層14を形成した後、弾性接着剤層14の表面に化粧紙16を配設するとともに、木質基材12に底部18aがV字状の溝18を形成し、然る後、溝18を閉じるようにして折り曲げ加工を行い、このとき、溝18を、木質基材12を切断するが、弾性接着剤層14は切断しない深さに設定し、弾性接着剤層14を、少なくとも折り曲げ加工が行われている間において弾性を有するようにすることにより、上記課題を解決することができる。
(もっと読む)
木製資材構造
【課題】 安価な製造コストで、意匠的に優れかつ組付け精度を向上させた木製資材構造を提供する。
【解決手段】 縦框20A,20Bの段部21bと、横框30A,30Bの段部31bとを係合させて、縦框20A,20Bと横框30A,30Bとを結合する。この結合部分においては、横框30A,30Bの角部を面取り加工して傾斜部を形成し、傾斜部を含む横框30A,30Bの表面に化粧シート33を貼着し、上面近傍の化粧シート33を貼着した傾斜部の一部を残して、上面に対して一辺が垂直であり他の一辺が平行である断面3角形状部分を除去として段部31bを形成するように加工する。
(もっと読む)
木材用認証タグの取付構造
【課題】 プレカット加工する木材製品に識別タグを再使用して安価に木材製品の管理ができる木材用認証タグの取付構造を提供することにある。
【解決手段】 第1のICタグ11は、木材10の端面101又は木口端から木口端部側面の間Lに取り外し可能に取り付け、第1のタグ11を取り外し回収後に入力データを書き直して第2のICタグ17として使用し、木材半製品23に切断加工する際、或いは木材製品18、19、20にプレカット加工する際には、切削部位と干渉しない位置に第2のICタグを付設する。
(もっと読む)
床材の製造方法
【課題】色調のムラを抑制可能な床材の製造方法を提供することである。
【解決手段】化粧溝4とV字溝9,10とが形成された板体2の表面3に塗装を施した後、V字溝9,10に沿って切断し、その切断によって面取り部5,6を形成する床材1の製造方法。床材1の端面11,12には、それぞれ雄実部13と雌実部14とが設けられている。雄実部13は凸部であり、雌実部14は凹部である。複数の床材1を連結した際に、雄実部13と雌実部14とが嵌合する。
(もっと読む)
化粧板
【課題】化粧溝の底部まで化粧シートを密着させつつ、化粧溝のシャープさを損なわない化粧板であって、なおかつ、1枚の基板のみで化粧溝を作製し、台板に加工を必要としない化粧板が望まれていた。
【解決手段】表面に化粧シートが貼着された基板の裏面に、垂直な両側壁面と、基材を略化粧シートに達するまで切削形成された化粧シートに平行な第1水平底部構成面を両側に備え、両第1水平底部構成面からそれぞれ切削溝の開口方向に垂直に立ち上がる2つの第1垂直底部構成面および2つの第2垂直底部構成面と、この第1垂直底部構成面と連接する第1水平底部構成面と平行な第2水平底部構成面と、両第1水平底部構成面と両側壁面との間に逆V字形底部構成面と、逆V字形底部構成面と第2垂直底部構成面とに連接する第1水平底部構成面と平行な第3水平底部構成面とを備えていることを特徴とする化粧板。
(もっと読む)
木材のインサイジング加工法
木質添え飾りおよびその製造方法
【課題】細かな細工も簡単でメリハリのある美しい木質添え飾りならびにその製造方法を提供できるようにすることを目的とする。
【解決手段】節句飾りに添えて飾られる木質添え飾りであって、板状木質素材の一面(表面)からレーザー光を所望するパターンに沿って照射し、照射した部分の板状の木質素材の少なくとも1部を焼失させるとともに、レーザー光の照射側面の未照射部分と残存する照射部分の少なくともいずれか一方に、透明若しくは着色透明樹脂層を形成した。
(もっと読む)
異素材混成板を用いた装飾品又は家具
【課題】木片とプラスチック片とを粉砕して混合すると共に熱圧縮してなる異素材混成板を所望の形状に切断する際、その切断作業を好適する手段で行い、しかも接着剤を使用することのない構造とすることによって板材の再利用に適するようにした、異素材混成板を用いた装飾品又は家具を提供する。
【解決手段】木片とプラスチック片とを粉砕して混合すると共に熱圧縮することにより板状に形成してなる異素材混成板をNC加工により所望形状に切断することによって装飾品を形成するか、又は異素材混成板をNC加工により所定形状の外形に切断すると共に該異素材混成板にNC加工により所定形状の溝又はほぞを形成したパーツを形成し、各パーツの溝と溝とを組合せるか、又は溝とほぞとを組合せることによって、接着剤又は固定金具を使用せずに装飾品又は家具を形成するようにした。
(もっと読む)
集合材による柱・梁・土台・外構用角材
【課題】一本の丸太から製材された従来の芯持ち角材はヒビ割れ防止のため、外側からの背割りをしているので意匠性にも欠け、年月とともに、背割りが大きくなる欠点を有しているため、芯持ち特有の強度を活かしながら小径木角材を変容させ、組み合わせ方によって多様性と強度を兼ね備えた住宅用の柱・梁・土台・外構その他の用途の角材を提供する。
【解決手段】丸太一本から製造した芯持ち角材A,B,C,Dの一角を切取り、背割りを入れそれを乾燥させた後、四側面総てに対して整形を施し、これと同体的な別の角材を造り内部に正方形、円形の鼓状空間を生みだすように組み、各設置面同士の整形をし、背割りが外部から見えないようにして、プレス装置を用い、接着剤又はボルト止めを介して接着し、各構成部材を一体化させる。
(もっと読む)
1 - 20 / 94
[ Back to top ]