
Fターム[2F062AA10]の内容
機械的手段の使用による測定装置 (14,257) | 測定内容 (2,477) | 位置、変位、移動量、座標 (911) | 中心、図心、重心、中点 (34)
Fターム[2F062AA10]に分類される特許
1 - 20 / 34
表面性状測定機の校正方法
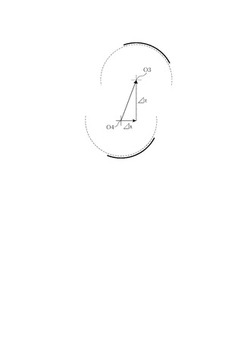
【課題】上向スタイラスと下向スタイラスとの相互位置関係を正確に把握できる表面性状測定機の校正方法を提供する。
【解決手段】基準球の上側表面に下向スタイラスを接触させたままX軸方向へ相対移動させてX軸上側形状測定データを取得するとともに、基準球の下側表面に下向スタイラスを接触させたままX軸方向へ相対移動させてX軸下側形状測定データを取得するX軸形状測定データ取得工程と、この形状取得工程からから得られる中心座標O3,O4から、上向スタイラスおよび下向スタイラスのオフセット量ΔX,ΔZを算出するオフセット量算出工程とを備える。
(もっと読む)
R形状計測装置、R形状計測方法及びR形状計測プログラム

【課題】R1,000以上、特にR10,000以上の大径を有する被測定物のR形状を高精度に計測することができ、かつ、持ち運びができるようなR形状計測装置並びにR形状計測方法及びR形状計測プログラムを提供する。
【解決手段】被測定物上の少なくとも3点における座標値を測定する手段と、測定された前記座標値に基づいて、R形状の中心値(a,b)及び半径Rを、A=−2a、B=−2b、C=a2+b2−R2と置換した場合に、該A、B及びCのそれぞれを変数として、円の一般式の残差平方和を示す式を偏微分してなる連立方程式から取得するR形状算出手段と、を含む。
(もっと読む)
歯車の芯ズレ測定方法および芯ズレ測定装置
【課題】歯車の高度な品質を実現するべく、研削工具に対する該歯車の位相のズレ量を正確に判断するために、仕上げ加工の実施前と実行後とにおける、それぞれの歯間隙部の中心線の位置を正確に把握することが可能な、歯車の芯ズレ測定方法および芯ズレ測定装置を提供する。
【解決手段】歯面100bの仕上げ加工が施された歯車100に対して、該仕上げ加工の実施前と実施後との間の歯車100の位相のズレ量を測定する歯車の芯ズレ測定方法であって、歯車100の歯底100cは、前記仕上げ加工によって加工されることなく加工前の形状を維持しており、前記位相のズレ量は、前記仕上げ加工の完了後に、歯車100上の隣接する二つの歯部100a・100aの間隙部について把握される、互いに対向する歯面100b・100b間の中心線である中心線C2の位置と、歯底101bの中心線である中心線C3の位置と、のズレ量によって計測される。
(もっと読む)
表面性状測定機の直角度誤差算出方法および校正用治具
【課題】簡易でかつ安価な校正用治具を用いて直角度誤差を簡易にかつ高精度に算出可能な表面性状測定機の直角度誤差算出方法および校正用治具を提供する。
【解決手段】3つの基準球62A〜62Cを校正プレート61に直角に配置した校正用治具60を、テーブル16上に配置し、接触式検出器20によって3つの基準球の中心座標を求め(第1測定工程)たのち、これら中心座標を結ぶ2つの直線の交差角度θ1を算出する(第1角度算出工程)。次に、校正用治具を、同一面内で90度回転させてテーブル上に配置し、接触式検出器によって3つの基準球の中心座標を求め(第2測定工程)たのち、これら中心座標を結ぶ2つの直線の交差角度θ2を算出する(第2角度算出工程)。最後に、交差角度θ1,θ2とからY軸駆動機構17の移動方向とX軸駆動機構48の移動方向との直角度誤差を算出する(直角度誤差算出工程)。
(もっと読む)
3次元表面形状算出装置およびそれを用いた自動施工装置ならびにその方法
【課題】1回の走査で精度よく測定対象表面の3次元表面形状を算出することができる3次元表面形状算出装置を提供する。
【解決手段】3次元表面形状算出装置1は、センサ基台6と、先端に球形状を1方向に移動できる変位センサ2と、原点を定めた3次元空間で平面方程式算出点22を囲む3点の接触点に変位センサ2を接触させてセンサ基台6を移動させる演算部8とを備え、演算部8は、センサ球2の移動距離である変位信号200およびセンサ基台6の原点からの方向ならびに距離を用いて3点の球中心座標を求め、1点の球中心座標から他の2点の球中心座標へ向かう2つのベクトルの外積である法線ベクトルの単位ベクトルに球形状の半径を乗したベクトルを求め、このベクトルを球中心座標に加えて接触点の座標を求め、この接触点の座標が囲む平面方程式を算出する。
(もっと読む)
三次元形状測定装置
【課題】測定物の上面も側面も10〜100ナノメートルの超高精度で走査測定できる三次元形状測定装置を提供する。
【解決手段】上面スタイラス1aは、エアスライド1cによりXY方向には振れずに測定物の上面を走査測定でき、第1のミラー1bとレンズ2deによりZ座標も精度良く測定でき、側面スタイラス2iaは、XY方向にのみ変位可能でZ方向には振れないので測定物の側面を走査測定でき、側面スタイラス2iaのZ座標測定は前記第1のミラー1bのZ座標測定値を利用して、より高精度に側面スタイラスのXY変位を傾斜角度測定部2jで測定することができる。
(もっと読む)
多軸工作機械の幾何誤差の計測方法
【課題】外乱に基づいて不適切な幾何誤差が計測された場合であっても、そのような不適切な幾何誤差に基づく補正の実行により多軸工作機械の加工精度が低下する事態を、きわめて効果的に防止することが可能な幾何誤差の計測方法を提供する。
【解決手段】幾何誤差の計測においては外乱誤差有無確認ステップを実行し、幾何誤差を同定する前に、A軸およびC軸を複数の条件で割り出して、ターゲット球12の直径を計測し、それらの計測値のバラツキを算出し、それらのバラツキが予め設定された直径変動量許容値Daを超えた場合には、計測ミスと判断する。
(もっと読む)
芯出し用治具
【課題】杭に固定可能で、杭の中心点を容易に明示する芯出し用治具を提供する。
【解決手段】芯出し用治具10は、略十字型の形状を有する測定部材11と、測定部材11を鋼管杭に固定するための調整固定部材12と、を備えている。測定部材11は、第一及び第二の帯状部材111、112を備え、これらは互いに直交するように配置されている。調整固定部材12は、第一及び第二の帯状部材111、112の両端縁部に設けられた突起部121と、突起部121を貫通するボルト124と、を備えている。突起部121は、第一及び第二の帯状部材111、112から面外方向へ突出するように溶接等により取り付けられている。
(もっと読む)
切断形状検査方法、切断形状測定器具、及び切断形状検査システム
【課題】パイプの先端切断形状について短い時間で簡易に検査することができる切断形状検査方法、切断形状測定器具、及び切断形状検査システムを提供する。
【解決手段】第1、第2球体20a、20bと、一組の球体20a、20b間に被接合物の湾曲面と同形状の接触面28が形成されたダミー体22と、取付けによってパイプPの先端部を接触面28に案内する取付部24と、を備えた切断形状測定器具12に、パイプPを取付けて検査空間に配置する。その後、第1、第2球体20a、20bの中心点位置をそれぞれ測定し、測定した第1、第2球体20a、20bの中心点位置とパイプPの配置状態から、切断形状測定器具12の位置状態を特定することで、パイプPの先端切断形状を判別する。
(もっと読む)
光学素子測定用治具、並びに、光学素子形状測定装置及び方法
【課題】 形状測定装置において被測定物である光学素子を高精度に保持し、偏芯測定を可能にする光学素子測定用治具を提供すること。
【解決手段】 光学素子測定用治具10において、外形基準検知手段40が3つの球面部30を基板20上の光学素子OEの外縁部PAに付勢しつつ当接させるので、光学素子OEの外形基準を精度よく測定できる。この際、当接その球形状の球面部で構成されているので高精度に加工し易い形状となっているため更に測定精度を高めることができる。
(もっと読む)
重心測定システムおよび重心測定方法
【課題】被測定物の重心位置を正確に把握することができる重心測定システムおよび重心測定方法を提供する。
【解決手段】被測定物を載置する載置台、プローブ12およびこれらを三次元方向へ相対移動させる相対移動機構13を有し、被測定物の形状を測定する三次元測定機10と、載置台の重心位置を測定する重心測定装置20と、三次元測定機の座標系と重心測定装置の座標系とを一致させるとともに、三次元測定機によって測定された被測定物の形状データに、重心測定装置で測定された重心位置を合成するデータ処理装置30とを備える。
(もっと読む)
軌条間中心位置出し具
【課題】簡単な構成のもので、軌条間中心を容易かつ迅速に線状に位置出し、また線表示できるようにする。
【解決手段】計測バー1の両端部に軌条2、3の内側間または外側間に、内側または外側から当接する計測点4、5を設け、これら計測点4、5間の距離Lを、計測対象とする軌条2、3の内側当接部8、9間の最短距離L1または外側の当接部11、12間の最短距離L2よりも大きく設定し、計測バー1の計測点4、5間の中点O1対応位置に軌道面7への点描具6を下向きに設けたことで、上記の課題を解決する。
(もっと読む)
形状測定装置
【課題】測定対象点に測定子を確実に接触させて被測定物の形状を測定することができる形状測定装置の提供。
【解決手段】三次元測定機1は、被測定物を測定するための球状の測定子を有するプローブ21と、プローブ21を保持するとともに、プローブ21を移動させる移動機構22と、移動機構22を制御するモーションコントローラ3とを備える。モーションコントローラ3は、測定子の中心位置と、測定子の半径と、測定子の振れ量とに基づいて、被測定物の表面と、測定子との接触点の位置を算出して取得する接触点取得部33と、接触点取得部33にて取得される接触点の位置に基づいて、移動機構22にてプローブ21を移動させるための位置指令値を算出する移動指令部31とを備える。
(もっと読む)
機械の誤差同定方法およびプログラム
【課題】2つ以上の並進軸と1つ以上の回転軸を有する機械において、回転軸に関する幾何誤差と並進軸に関する幾何誤差とをほぼ同時に同定する。
【解決手段】回転軸であるC軸等を複数角度に割り出してターゲット球12を複数箇所に位置決めし、位置計測センサによりターゲット球12の3次元空間上の中心位置を計測し、計測された複数の中心位置計測値を円弧近似し、近似された円弧の1次もしくは2次成分等からC軸等の中心位置の誤差および傾き誤差並びに並進軸であるX軸,Y軸等の傾き誤差を算出する。
(もっと読む)
車両のホイールアライメント調整方法
【課題】専用の評価装置を設けることなく、アライメント調整装置でスラスト角を調整できる車両のホイールアライメント調整方法を提供すること。
【解決手段】本発明の車両のホイールアライメント調整方法は、車両の左右前後の車輪の位置を検出するステップと、予め設定されている装置中心線MCに平行な方向への車輪13、14のずれ量を測定するセットバック量測定ステップと、左右の車輪13、14の装置中心線MCに直交する方向の距離を測定するトレッド量測定ステップと、測定ステップにより測定したセットバック量Sおよび後軸トレッド量TBに基づいて、スラスト角θを算出するステップと、を備える。
(もっと読む)
画像プローブの校正方法および形状測定機
【課題】画像プローブの校正方法を提供すること。
【解決手段】画像プローブ3の撮像方向を垂直にした状態で画像プローブ3および各測定子611A,611Bによりそれぞれ校正ゲージ62を測定し、画像プローブ3の光軸中心および各測定子611A,611Bの相対位置関係を求める。次に、一方の測定子611A,611Bにより基準球63を測定し、基準球63の位置を登録する。続いて、画像プローブ3の撮像方向を傾斜させた後、各測定子611A,611Bで基準球63を測定し、該測定結果と登録した基準球63の位置とから測定機1上の各測定子611A,611Bの位置を求める。画像プローブ3の光軸中心および各測定子611A,611Bの相対位置関係は既に取得しているので、求めた測定機1上の各測定子611A,611Bの位置から画像プローブ3の光軸周りの回転角度および画像プローブ3の位置を校正できる。
(もっと読む)
球面ころ軸受の軌道輪の仕上げ加工方法及び球面ころ軸受の軌道面測定装置
【課題】軌道面2の軌道溝半径の中心を精度良く求めて軌道輪1を仕上げることのできる球面ころ軸受の軌道輪の仕上げ加工方法を提供する。
【解決手段】軌道輪1の軌道面2を、基準中心Kから所定の軌道溝半径Rとなる凹円弧面に機械加工する工程を含む、当該軌道輪1の仕上げ加工方法である。軌道輪1の縦断面と軌道面2との交差線上にあって軸方向の位置が異なる三カ所の測定点B0,C0,D0それぞれの座標を求め、測定点B0,C0,D0それぞれを中心とし前記所定の軌道溝半径Rと同じ半径を有する縦断面上の円B,C,Dを求める。複数の円B,C,Dの内の二つで一組の円の交点を求める処理を、複数組について行う。求めた複数の交点の重心Gを求めると共に、当該重心Gを軌道面2の軌道溝半径の中心として求め、この軌道溝半径の中心に基づいて機械加工を行う。
(もっと読む)
ワークの計測基準点設定機能を有する工作機械
【課題】ワークの中心座標を求めてワークの計測基準点として設定することができるワークの計測基準点設定機能を有する工作機械を提供すること。
【解決手段】加工面が直交する2つの線に対して線対称なワークを、機械座標系の軸と前記2つの線が平行となるように配置する。前記2つの線と平行な第1の線に沿ってワークの加工面上から機上計測装置のプローブの球型測定子をワーク端面に向かって相対移動させる。ワークの端面から球型測定子が離脱して後、プローブの軸方向の移動速度があらかじめ設定された所定速度になる時点の座標を記憶する(S2〜S11)。同様に第2の線に対しても行い座標を記憶する(S12〜S21)。記憶された座標から、それぞれの中点を求める。求められた中点の座標はワークの中心座標であり、ワークの計測基準位置として設定できる。
(もっと読む)
レールポンチ打設用補助器
【課題】ロングレール化に伴うレールポンチの打替作業を容易、迅速且つ安全に行うことを可能にし、ポンチ打設位置を均一化でき、また、ふく進測定を容易且つ誤差なく精確に行うことを可能にして、ふく進測定の信頼性を確保することができるレールポンチ打設用補助器を提供することを課題とする。
【解決手段】レール31上に配置されてレールの頭頂面に当接する上面板2とレールの頭側面に当接する側面板3とを有する本体ケース1を設け、上面板2にレールへの固定手段8を配設すると共に、上面板2及び/又は側面板3に検測用直尺4、5を定着し、側面板3の上半部に確認用窓17を形成し、確認用窓17部分にレールポンチ打設用直尺6を脱着可能に装填して成る。
(もっと読む)
V溝形状測定方法および装置
【課題】回転テーブル上の被測定物のV溝形状の特性値を正確かつ確実に測定する。
【解決手段】測定子方向一定制御工程と、回転テーブル半径一定倣い制御工程と、2面接触倣い制御工程とを組み合わせ、被測定物のV溝を構成する2面に、常に倣いプローブ22の測定子24を接触させるV溝回転テーブル倣い制御工程を行い、プローブ22の倣い進行方向を、プローブ22の測定子24の中心位置の軌跡から求めて、倣い制御処理を行う。
(もっと読む)
1 - 20 / 34
[ Back to top ]