
Fターム[2F062HH32]の内容
機械的手段の使用による測定装置 (14,257) | プローブ、測定子 (1,750) | フィーラの支持、復帰手段 (158) | ばね (81)
Fターム[2F062HH32]の下位に属するFターム
Fターム[2F062HH32]に分類される特許
41 - 60 / 69
表面粗さ測定装置

【課題】表面粗さ測定装置において、小型化を図りやすくすることである。
【解決手段】表面粗さ測定用の触針58の軸方向変位に対応する角度変位を検出可能な角度検出センサ36と、検出した角度変位から触針58を押し付ける測定面の表面粗さを求める制御部とを備える。触針58を有するアーム部34を、ケース16に対し触針58の軸方向に対し直交する方向の変位を可能に支持した変位部材32に、揺動中心軸56を中心とする揺動変位を可能に支持する。角度検出センサ36は、アーム部34の揺動中心軸56を中心とする角度変位を検出可能とする。
(もっと読む)
寸法計測装置

【課題】例えば円錐面を含む穴の深さ位置を計測する寸法計測装置において、被測定穴の軸線と計測装置側の接触ステムの軸線の整列を確実に実施すること。
【解決手段】寸法計測装置は、スピンドル51を具備する直線寸法測定器50と、被測定物10に接する球状の先端部64を有する接触ステム60と、接触ステム60を支持するステム保持装置70と、直線寸法測定器50とステム保持装置70とを往復移動させる駆動部90と、を具備し、ステム保持装置70は、接触ステム60を測定軸線Ax方向に移動可能に支持する軸受部材71と、接触ステム60と軸受部材71とを互いに反対方向に付勢する付勢手段75と、軸受部材71の一端面72aに平行に対向するスラスト支持平面78aを有するスラスト支持部材76と、スラスト支持平面78aと軸受部材の一端面72aとの間に配設された複数の球体80と、を具備する。
(もっと読む)
シリンダのストローク位置計測装置
【課題】回転ローラの回転量を回転センサによって検出することによって、シリンダのストローク位置を計測するに際して、回転ローラとシリンダロッドの間のスリップを抑制するとともに、温度変化や経年変化にかかわらず、また回転ローラがロッドに接触する位置にかかわらず回転ローラの回転半径を一定に保持してシリンダロッドのストローク計測精度を高精度に維持する。
【解決手段】 シリンダ200のロッド202の表面に接触し、シリンダロッド202の変位に応じて回転する回転ローラ110が設けられ、この回転ローラ110は、押圧部材130によってシリンダロッド202の表面に対して、スリップを抑制する押し付け力で押圧される。回転ローラ110は、 少なくともシリンダロッド202と接触する面110Aが非弾性材料で構成されており、少なくともシリンダロッド202と接触する面110Aが平坦に形成されている。
(もっと読む)
眼鏡枠形状測定装置
【課題】フレーム溝からの測定子の脱落、リムの変形等を防止し、上下方向の変位を正確に測定することができる眼鏡枠形状測定装置を提供する。
【解決手段】眼鏡フレームのリム35A(35B)の内周面に形成されたフレーム溝36に沿って移動するスタイラス37を、Z方向保持機構66によって上下動自在に保持する。Z方向保持機構66を、上端にスタイラス37が取付けられた上下動自在なロッド65と、このロッド65を形状測定時に押し上げて所定の高さ位置に保持するバランスばね80とで構成する。スタイラス37とフレーム溝36とを一致させる機構(67)は、通常スタイラス37を退避位置Tに退避させており、スタイラス37をフレーム溝36に係入させるとき、アクチュエータ90の駆動によって可動体85をバランスばね80に抗して上昇させ、スタイラス37とフレーム溝36を一致させる。
(もっと読む)
直動式寸法計測装置
【課題】幅広い測定レンジを維持しつつ測定プローブの被測定物に対する接触圧を低減させるとともに、測定プローブの撓み及びガタを減少させてヒステリシスを低減させ、繰り返し精度を向上させることができる直動式寸法計測装置を提供する。
【解決手段】測定プローブ7a、7bが固定されたアーム部材8a、8bと、測定プローブ7a、7bの摺動方向に延びたスライド軸部材9a、9bと、ワークWとの接触位置からスライド軸部材9a、9bまでの長さt1より大きな離間寸法t2を有しつつスライド軸部材9a、9bの両端部を摺動自在に支承する軸受10a〜10dと、コイルスプリング12を介してアーム部材8a、8bを押圧することによりスライド軸部材9a、9bと共に摺動させ、測定プローブ7a、7bをワークWに接触させ得る押圧手段11a、11bとを備えた直動式寸法計測装置である。
(もっと読む)
変位検出装置
【課題】 測定期間中に得られた可動部の変位量に基づいて検出信号を生成する際の検出精度を向上させた変位検出装置を提供する。特に、ヘッドユニットを退避位置に移動させても可動部が復帰しない不具合が生じた場合に、その不具合を検知することができる変位検出装置を提供する。
【解決手段】 検査対象物に接触させた可動部21の変位量を測定期間中に測定し、検査対象物が非測定期間中に交換される変位検出装置であって、可動部21を挿抜可能に保持するホルダー25と、可動部21を検査対象物側へ付勢するスプリング28と、ホルダー25に対する可動部21の変位量を検出する変位量算出回路1と、測定期間中に得られた変位量の検出値に基づいて、検出信号を生成する検出信号生成部2と、変位量の検出値を閾値と比較し、非測定期間中に可動部21の変位量が閾値を越えて変化しなかった場合に、エラー信号を出力させるエラー処理部3により構成される。
(もっと読む)
形状測定装置
【課題】 触針を簡易に支持することができ表面形状の計測を高精度化することができる変位量検出器等を提供すること。
【解決手段】 エア供給源Pから推力ポート28を介して圧力作用室27に供給される制御エアによって、ロッド部材3に対して鉛直方向上方すなわち+Z方向に任意の浮上力(推力)が付与される。この際、ロッド部材3は、コイルバネ6に吊るされた状態で、その自重を一部相殺する付勢力で持ち上げられる。結果的に、ロッド部材3は、シリンダブロック2内でほとんど浮いた状態で−Z方向にわずかに付勢された状態となる。この状態で、ワークWの表面にロッド部材3の下端に設けた接触部35aを接触させ、プローブ装置10AをワークWに対してXY面内で相対的に走査させることにより、ロッド部材3は、ワークWの表面形状に沿って±Z方向に変位する。
(もっと読む)
変位センサ、形状測定装置
【課題】簡易な構成であって、測定子の変位を高精度に検出する接触プローブを提供する。
【解決手段】接触プローブ100は、測定子200と、測定子200を変位可能に支持するセンサ本体部300と、を備える。センサ本体部300は、測定子200を変位可能に支持する支持プレート320と、二つの光源421A、421Bと、光を受光する光センサ440と、光の光センサ440への入射位置を測定子200の変位に応じてシフトさせる反射ミラー410と、受光信号に基づいて測定子の変位を算出する信号処理部500と、を備える。各光源421A、421Bは、互いに異なる変調がなされた変調光を発射する。
(もっと読む)
接触式位置センサ
【課題】従来、接触式位置センサを用い、プランジャ軸をリトラクトする必要のある場合外部にエアシリンダを設けたがスペースを取るのでリトラクト機能を内蔵し、エア圧を利用し自動化した。また、エア圧による接触力の付勢、動作信号を利用してリトラクト以外にロック、割り出し、はね出し機能も具備するようにした。
【解決手段】センサ本体内にエアシリンダ機能を内蔵させることによって測定プランジャ軸の押出し、リトラクトさせることが自動化でき、スペースをとらず、コストも低く、精度も向上させられる。また接触力が圧縮エアによって与えられるので変更が容易で一定にできる。
更に位置検知信号を用いて圧縮エア圧を制御し、検出体の割り出し、ロック、はね出しなどのアクチュエータ機能を具備することが可能になる。また、同時に保護構造の強化をはかった。
(もっと読む)
接点式タッチセンサ
【課題】従来のプランジャ測定軸を有する接触式位置センサでは全長が構造上長くなる欠点があったが本願発明では全長を短く、かつ動作点の精度向上をはかったセンサを提供する。
【解決手段】プランジャ軸を絶縁材とし、軸受けとのはめあい部の中央付近に直交して固定した可動接点は、その先端部で固定接点と接触させ、コイルばねをプランジャ軸の内径に挿入させることでセンサの短縮化を図った。また、軸受のはめあい隙間による傾きが動作点の繰返し精度に与える誤差を少なくし、固定接点は動かなくしたので、高精度化と故障の原因を減らすことができた。
(もっと読む)
変位センサおよび表面性状測定装置
【課題】微小変位を高精度に検出する変位センサを提供する。
【解決手段】測定子110の変位をエデンバネ機構411〜448を備えた変位拡大機構部400によって拡大し、この拡大された変位を変位検出手段600で検出して測定子110の変位量および変位方向を検出する。エデンバネ機構411〜448は、2枚の板バネ310、320を平行に近接配置した構成である。変位拡大機構部400は、8つのエデンバネ機構411〜448を備える。8つのエデンバネ機構411〜448は、円周上に等間隔に配設されている。
(もっと読む)
歯車体組付方法および歯車位置測定装置
【課題】 実用性が向上させられた歯車体組付方法と、その歯車体組付方法において利用することができる歯車位置測定装置とを提供する。
【解決手段】 ピニオン14のギヤ部26とデフAssy16のリングギヤ42との噛合を適切な状態とするために行われる第1歯車距離L2と第2歯車距離L4との測定を行う組付方法を、ピニオン14の回転に伴って変化する測定子140の進出量の極小値に基づいて行う第1歯車距離L2の測定と、3以上の測定子222を有する測定具224を用いて行う第2歯車距離測定L4の測定との少なくとも一方を行うものとする。第1歯車距離測定を、極小値という1つの測定値に基づいて測定を行うことで、簡便かつ迅速な測定が可能となり、また、第2歯車距離測定を、複数の測定子を利用したものとすることで、良好な精度の測定を迅速に行えることになる。
(もっと読む)
寸法測定用プローブ
工作機械のような座標位置決め機械上の物体の寸法を測定するプローブは、ワークピース接触用針20を有する。これは、針がワークピースに接触すると、出力を提供する歪ゲージ34を含むセンサー機構30を介して吊り下げられている。プロセッサー16は、歪ゲージの出力を処理し、トリガー信号を発生させる。プロセッサーは、3次元X、Y、Zでのワークピースへの接近の全ての可能性のある方向において等しい感度を保証するアルゴリズムまたは計算式あるいはルックアップテーブルにしたがってそのように行う。  (もっと読む)
(もっと読む)
機械式リフト測定システム
リフト作業中に荷の位置を判断するためのリフト測定システムを提供する。該システムは計測器を備えた表示部と該計測器に対して動く可動インジケータを備えている。リンク装置は荷及び計測器と連通しており、荷の動きは前記計測器に対応する前記インジケータの動きに変換され荷の位置を表示する。複数の表示部及びリンク装置は種々の荷の支持域に設置することができ、対応するインジケータの相対的位置は荷の傾きに関する情報を提供できる。 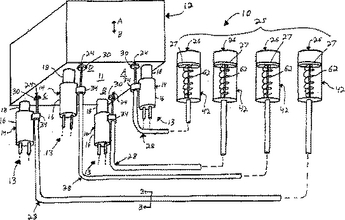 (もっと読む)
(もっと読む)
物体位置感知プローブ
工作機械のプローブ(10)は、プローブの動きに応じて電池による電力を供給する接続のためのスイッチ(32)又は他のセンサを有する。好ましい実施形態では、スイッチが工作機械のスピンドルにおけるプローブの回転に反応する。スイッチ(32)は、リニア加速に反応するが、回転にも同様に反応するプローブに取り付けられる。回路は回転とリニアの動きを識別するために設けられる。  (もっと読む)
(もっと読む)
円筒状被検査物検査装置
【課題】円筒状被検査物、特に、感光体ドラム両端部の検査時に、位置決め時のセッティング誤差や回転振れにより円筒状被検物の姿勢が傾いた場合においても、円筒状被検物上の凸欠陥を確実に検出することができる装置を提供する。
【解決手段】円筒状被検査物の外周面に所定の圧力で接触し従動回転する接触ローラと、接触ローラをその回転軸が傾動可能に前記支持基部に支持する弾性体または傾動機構と、接触ローラの位置を測定する距離測定手段とを備える。
(もっと読む)
形状測定用プローブとその制御方法
【課題】 押し込みすぎのない位置制御を実現し、しかも制御回路の制御パラメータを追従性のよい条件に設定でき、高精度測定可能な形状測定用プローブを提供する。
【解決手段】 出力ホールド回路(49)と加算器(45)を備え、フォーカスをかける時に、フォーカス制御回路(39)の出力にZ位置制御回路(38)の出力をローパスフィルタ(48)を通して出力ホールド回路(49)でホールドしたものを加算したものを電流指令としてZ駆動回路(35)出力する。
(もっと読む)
鮑の大きさ判定用具
【課題】 鮑鉤によって鮑を捕獲する前に、捕獲規制の対象となっている鮑の大きさを判定すること。
【解決手段】 規制された捕獲寸法の目印となる標識17を両端に有する細長い弾性体で構成され、鮑鉤3の屈曲部32を含む平面と交叉するように鮑鉤3に取り付ける。鮑を捕獲する際には、見付けた鮑に竿4に縛り付けた鮑鉤3を接近させて、2つの標識17を鮑に合わせ、鮑が2つの標識17の間隔よりも大きいと判断した場合のみ、その鮑を捕獲する。
(もっと読む)
幅測定装置
【課題】精度良く、高効率にクラックの幅を測定することが出来る幅測定装置の提供。
【解決手段】幅測定装置1は、直径の異なる線部が各別に先端側に設けられた、4つの軸部を備える。軸部6の先端側には、直径0.3mmのピアノ線からなる線部11が設けられている。軸部6の後端部の外周側には、コイルバネ12が嵌められており、軸部6の後端側には、ノック部13が連設されている。ノック部13の押し下げ部13aを押し下げることにより、線部11が幅測定装置1から露出され、この線部11がクラックに挿入されるか否かが判断される。この判断に基づき、次に露出させるべき線部が決まり、この線部がクラックに挿入されるか否かが判断されて、クラックの幅の範囲が決定される。
(もっと読む)
測定装置および測定方法
【課題】測定子のたわみ量が考慮され、測定部位間の寸法が小さい場合であっても、その寸法を正確に測定できる測定装置および測定装置の提供。
【解決手段】測定装置は、ケース本体と、測定部位101,102に先端部511B,521Bがそれぞれ当接され互いに近接離隔可能な一対の測定子51,52と、一対の測定子51,52の基端部511C,521C間の相対移動量を検出する移動量検出手段と、移動量検出手段による検出値を基に測定部位101,102間の寸法を算出する演算制御手段とを備える。演算制御手段により、予め設定された計算式において、移動量検出手段による検出値に基く測定部位101,102間の検出値Xが、測定子51,52の測定部位101,102との当接によるたわみ量T1,T2に相当する値を用いて補正され、測定部位101,102間の寸法の真値Yが算出される。
(もっと読む)
41 - 60 / 69
[ Back to top ]