
Fターム[2F065CC04]の内容
光学的手段による測長装置 (194,290) | 対象物−個別例 (8,635) | ねじ (34)
Fターム[2F065CC04]に分類される特許
1 - 20 / 34
螺子類の寸法測定装置
【課題】 本発明の解決課題は、ワーク寸法を連続的に測定できる螺子類の寸法測定装置を提供することにある。
【解決手段】 本発明の螺子類の寸法測定装置は、移動通路と分離手段と搬送体と光学式測定手段を備えたものである。本発明では、螺子類を良品と不良品に仕分ける仕分け手段や、移動通路への螺子類の供給を停止する供給制御機構を設けることもできる。分離手段を螺子類の移動速度よりも速く回転する回転式のローラ或いはベルトとし、回転中に螺子類に接触して先頭の螺子類を後続の螺子類から離せるようにしてもよい。搬送体は螺子類の頭部上面に接触して移動通路側に押すことのできる回転ベルトとしてもよい。回転ベルトは数本の螺子類の頭部上面に接触する長さとしてもよい。発光素子と受光素子を螺子類の軸部の軸方向に離して二対配置し、二対の配置間隔を螺子類の公差と同一又は略同一寸法としてもよい。
(もっと読む)
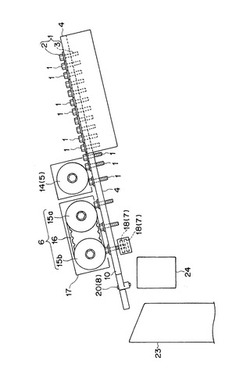
ボトル缶のねじ部検査装置

【課題】ボトル缶のねじ部を正確かつ短時間で検査する。
【解決手段】ライナー付キャップを被嵌するために開口端を外方へ向かってカールさせたカール部1とカール部1の下方でキャップをねじ嵌合するねじ部2とからなる口金部3を有するボトル缶4を缶軸Xまわりに回転させながら、口金部3の一部を含むように設定された撮像エリアを撮像して口金部3におけるねじ部2の形状を検査する装置であって、ボトル缶4を保持して缶軸まわりに回転させる回転手段21と、撮像エリア内のボトル缶4のねじ部2に半径方向外方かつ缶軸方向下方から斜め上向きに照明光Aを照射するねじ部照明手段22と、撮像エリアにおける照明光Aの反射光A´を含む検査画像を連続的に取得する撮像手段24と、反射光A´の撮像結果に基づきねじ部2のねじ始まり部を検出し、ねじ始まり部を含むねじ部2の検査を行うねじ部検査手段25とを備える。
(もっと読む)
検出対象物について頭部分の位置および軸部分の方向を算出する方法、装置およびプログラム
【課題】第1の径を有する軸部分と、軸部分の一端に設けられた第1の径より大きな第2の径を有する頭部分とを含む検出対象物について、頭部分の位置および軸部分の方向をより高速に算出する方法、装置およびプログラムを提供する。
【解決手段】本方法は、少なくとも1つの検出対象物を撮像した入力画像を取得するステップと、入力画像から、軸部分に相当する領域を軸領域として抽出するステップと、入力画像内の明るさの変化から頭部分の候補位置を抽出するステップと、軸領域および候補位置についての高さ情報を取得するステップと、軸領域との間の相対的な位置関係から、軸領域に対応する検出対象物の頭部分に相当する位置を候補位置から抽出するステップとを含む。
(もっと読む)
位置検出装置
【課題】パネル上に穴加工の基準となる目標点の座標を短時間で検出することが可能な位置検出装置を提供する。
【解決手段】本発明に係る位置検出装置1は、被測定面と交差する方向の高さを有する基準ボルトBの頭部Btに直線光を照射し、その反射光から基準ボルトBの頭部Btまでの距離を測定する光学センサ2と、直線光を照射方向と交差する2つの方向へ移動させる回転支軸3と、光学センサ2により所定の値の距離が測定された時点の回転支軸3の移動位置を検出する位置センサと、この位置センサから得られた複数の位置データから2つの移動方向により規定される平面において、基準ボルトBの略中心にあるボルト穴Pbの中心の座標を演算する演算部と、を有するものである。
(もっと読む)
物体の姿勢を求める方法及びシステム
【課題】ネジ及びボルトのような、鏡面反射性で、実質的に円筒形でネジ山を有する物体の姿勢を求める。
【解決手段】物体の姿勢が、物体の画像の組をカメラにより取得することによって求められ、この物体は、この物体の局所領域が実質的に球状に見えるように表面上に配置されたネジ山を有し、カメラは、各組に関して異なる視点にあり、各組における各画像は、シーンが異なる方向から照明されている間に取得される。各画像から特徴の組が抽出され、特徴は、カメラに向かう法線を有する表面上の点に対応する。パラメトリック直線が、各画像に関して点に当てはめられ、この直線は、カメラの中心と、物体の軸とを結合する平面上にある。次に、幾何学的制約が直線に適用され、物体の姿勢が求められる。
(もっと読む)
ねじ検査装置
【課題】ねじの異なる規格への適用性が良く、検査効率が高く測定精度の良いねじ検査装置を提供する。
【解決手段】定位手段は、台枠の搭載面311にねじを着脱可能に装着するためのチャックユニット41が取り付けられ、該チャックユニット41にはねじが装着されるための、該搭載面と平行なX方向の両端に開口すると共に該X方向と垂直なZ方向に開口するスリット412が形成されている。検出手段5は、スリット412に対してZ方向沿いに往復移動可能に台枠に設けられた滑り台と、滑り台をZ方向沿いに往復移動させるように駆動する第1の動力源54と、スリット412のX方向の両端開口の外側に互いに対向して滑り台に設けられている発光器52と受光器53とを有する。
(もっと読む)
位置合わせ装置、位置合わせシステム及び位置合わせプログラム
【課題】対象物の撮影画像から抽出される形状に基づいて、対象物の撮影画像と当該対象物の設計情報とを位置合わせする位置合わせ装置、位置合わせシステム及び位置合わせプログラムを提供する。
【解決手段】位置合わせ装置1は、対象物3を撮影した撮影画像情報111から当該対象物3に設けられた孔を選択する特徴点選択受付手段101と、特徴点選択受付手段101が選択を受け付けた孔の特徴点を抽出する特徴点抽出手段102と、対象物3の見本となる対象物三次元情報113から特徴点に対応する対応点を選択する対応点選択手段103と、対応点を座標変換し、撮影画像の視点と特徴点とを通る直線と、対応点との距離を最小にして、対象物3の撮影画像情報111と対象物3の見本となる対象物三次元情報113とを位置合わせする位置合わせ手段104とを有する。
(もっと読む)
部品長さ検知機構および部品供給装置
【課題】コストを低減しつつ部品の長さを検知することができる部品長さ検知機構および部品供給装置を提供すること。
【解決手段】本発明の一態様は、1組の発光手段34と受光手段36とからなる光センサ28と、ネジ32を移動させるための供給テーブル22、テーブル台24、アクチュエータ26と、を有し、発光手段34が発する光の照射方向とネジ32の移動方向とが鋭角に交わり、ネジ32が移動する経路における上流側検査位置44と上流側検査位置44よりも発光手段34から遠い位置にある下流側検査位置46の少なくとも2箇所にて光センサ28がネジ32を検知した回数をもとにネジ32の長さを検知すること、を特徴とする部品長さ検知機構10である。
(もっと読む)
管端部のねじ要素測定方法
【課題】ねじ加工が施された管端部のねじ要素をオンライン(ねじ加工ライン)で自動的に精度良く測定する方法を提供する。
【解決手段】本発明は、順次搬送される管Pの端部にねじ加工が施されるねじ加工ライン100上で、ねじ加工後の管端部のねじ要素を自動的に測定する方法であって、ねじ加工後の管端部をねじ洗浄装置30で洗浄する洗浄工程と、前記洗浄された管端部をねじ乾燥装置40で乾燥させる乾燥工程と、前記乾燥後の管端部のねじ要素を自動ねじ要素測定装置50で測定する測定工程とを含み、少なくとも前記測定工程においては、管端部が清浄雰囲気下におかれることを特徴とする。
(もっと読む)
ねじ形状測定装置およびねじ形状測定方法
【課題】ねじなどの軸方向が長い測定対象物であっても、簡易な構成で高精度にねじ形状を測定することができるねじ形状測定装置およびねじ形状測定方法を提供すること。
【解決手段】光をねじ10の螺旋に平行に照射する光源1と、光源1と同一の受光光軸を有する受光光学系2と、受光光学系2の経路内に配置され、ねじ10の管軸方向に走査する反射鏡3と、ねじ10の管軸に直交する方向の1次元画像を検出するラインセンサ5aを有する撮像装置5と、を備え、反射鏡3による走査に伴って得られる1次元画像を管軸方向に合成することによってねじ10の形状を測定するようにしている。
(もっと読む)
筒表面を撮影し方形平面画像を取得する方法
【課題】延びた状態のゆがみが生じることがない正常な方形画像を取得できる、筒表面を撮影し方形平面画像を取得する方法を提供すること。
【解決手段】加速して定速となり減速して停止する走査移動を伴うときは、加速領域の撮影データについて、定速領域の端の撮影データを起点とし加速零の方向へ、定速領域におけるプローブ到達位置のピッチ間隔で割り振ったときの各割振位置に近似する位置の1つのプローブ到達位置の撮影データを選択し、また減速領域の撮影データについて、減速領域との境となる定速領域の端の撮影データを起点とし減速して停止する方向へ、定速領域におけるプローブ到達位置のピッチ間隔で割り振ったときの各割振位置に近似する位置の1つのプローブ到達位置の撮影データを選択し、選択した加速時の撮影データと、定速時に撮影した撮影データと、選択した減速時の撮影データとを、撮影順に縦方向に並べて方形平面画像を取得する。
(もっと読む)
軸体搬送装置とそれを用いた軸体大径部の外径検査装置
【課題】外周に切欠き溝を設けた回転テーブルを用いて軸体の搬送を行う搬送装置で問題となっていた投・受光部或いはそれに変わる投光部とカメラのスペース面での設置規制をなくし、光学的外径測定装置を用いて軸体の大径部の寸法測定や外径の良否判定を行えるようにすることを課題としている。
【解決手段】外周の切欠き溝4に軸体Aの軸部a1を適合して受け入れ、大径部a2を下から支えて軸体Aを搬送する回転テーブル2と外周の固定ガイド3にスリット9,10を設け、そのスリット9,10が、外径測定部7に切欠き溝4が到達したときに平面視においてその切欠き溝4に導入された軸体Aの大径部a2を間に挟んで切欠き溝中心Cを通る直線上で対向し、このスリットに光学的外径測定装置の測定光や照明光を縦向きに通せるようにした。
(もっと読む)
ねじパラメーター測定の方法及びデバイス
空間座標系(X’、Y’、Z’)を規定するねじ付きの物体の形状を取り込む光学センサー(5)を組み入れている、空間基準システム(X、Y、Z)を規定する、測定デバイス(1)を用いて、該測定デバイス(1)は該空間基準システム(X、Y、Z)内で該ねじ付き物体を表す2次形式を記述する第1マトリックスを組み立てるコンピュータを有し、かくして該2つの空間座標系間の関係を提供する、該測定デバイスによるねじ付き物体(3)のねじパラメーターの測定方法。該方法はa)該ねじ付き物体上で該少なくとも1つの光学センサー(5)の少なくとも1つの軌跡を事前規定する過程であって、該軌跡に沿って該測定点が、該測定点の値で評価された該マトリックスが、該マトリックスが最大階数を有する条件を満足させるよう選択される、該事前規定する過程と、b)該少なくとも1つの光学センサー(5)により前記少なくとも1つの軌跡に沿う第1走査動作を行い、該事前規定された測定点のデータを取り込む過程と、c)これらのデータを該第1マトリックスに供給し、該第2空間座標系に対する該ねじ付き物体の相対位置を規定するために該第1空間座標系を該第2空間座標系に関係付ける軸変換マトリックスを計算する過程と、d)該第2空間座標系から取り込まれた全データを該第1空間座標系へ変換するために該軸変換マトリックスを使用する過程と、を具備する。 (もっと読む)
検査システム及び方法
【解決手段】部品の物理的特徴を計測するシステムと方法であって、システムは光源、検知装置、反射装置、及び保持マウントを有している。方法は、部品が保持マウント内に配置されるように部品をシステムに連結するステップと、システムを動作させて光源が光源光路に沿って伝搬するコリメート光線を放射するようにするステップと、を有し、コリメート光線は、センサ光路に沿って伝搬するように反射され、部品の影を生成するように部品に入射し、検知装置はデータを影に対応して生成する。画像データは部品に対応して結果データを生成するために処理され、結果データは平滑化アルゴリズム、機能サイズアルゴリズム、センタリングアルゴリズムの少なくとも1つにさらに対応している。 (もっと読む)
ネジの検査装置
【課題】ネジの首部のネジ山を正確に検査しながら、回転円筒のネジの吊り下げ片を十分な強度として、変形などの弊害を確実に防止する。
【解決手段】ネジの検査装置は、ネジ1の雄ネジ部1Bを案内してネジ頭1Aを上面に引っかけて移送するスリット3を所定の間隔で設けている回転円筒2と、回転円筒2を回転させる回転機構10と、回転円筒2のスリット3にネジ1を供給する供給機構4と、回転円筒2で移送されるネジ1を検査する検査機構6とを備える。検査機構6は、光源7とカメラ8と演算検査器9とを備える。検査装置は、光源7の光をスリット3に透過させてカメラ8で受光し、カメラ8から出力される映像信号を演算検査器9で演算処理してネジ1を検査する。回転円筒2は、スリット上端の両側に一対の吊り下げ片20を一体構造に設けている。一対の吊り下げ片20は、その内面を、上端に向かってスリット幅を狭くするように傾斜または湾曲している。
(もっと読む)
ねじを検査する方法と装置
【課題】 本発明はねじの山部の欠陥のみを抽出してねじの良否を適切に判定することが可能な技術を提供する。
【解決手段】 本発明はねじを検査する方法として具現化される。その方法は、ねじの表面の輝度分布を取得する工程と、ねじの軸心方向に沿った輝度分布の変曲点の位置を特定する工程と、特定された変曲点の位置に応じてマスクデータを輝度分布に位置合わせする工程と、位置合わせされたマスクデータを用いてねじの表面の輝度分布からねじの山部の輝度分布を抽出する工程と、ねじの山部の輝度分布に基いてねじの良否を判定する工程を備えている。
(もっと読む)
輪郭形状測定方法
【課題】歯車歯形、ネジ形状、歯形・ネジのピッチなどを精度良く、しかも効率良く測定可能な非接触型の測定方法を提案すること。
【解決手段】輪郭形状測定方法では、被測定物体1の輪郭形状の理想輪郭形状に沿って等間隔の空隙3を作り出す補償用輪郭形状2aを備えた補償用物体2を用意し、被測定物体1の理想輪郭形状からの偏差となる空隙3の変化を、光源4から空隙3の測定点P1に照射された光の通過光量の変化として、受光装置5において読み取ることができる。従来の輪郭投影機に見られるような画像分解能に関する光学的限界に支配されず、高精度の受光素子の有する光強度変化に関する分解能の限界まで輪郭形状の測定分解能を高めることが出来る。
(もっと読む)
雄螺子の測定装置及び判定装置
【課題】簡単な構造で短時間で螺子部の螺旋形状を非接触状態で測定する。
【解決手段】雄螺子10の螺子部13に測定光を照射して得られる投影光により螺子部13の形状を測定する雄螺子10の測定装置20であり、螺子部13を突出させた状態で雄螺子10を支持する支持部21と、測定光を螺子部13の一方の側方側から照射可能な照射部と、測定光により得られる螺子部13の軸線Lに沿う最大断面形状の投影像の外縁により、外縁に対応する螺子部13の検出位置を検出する検出部35と、検出位置と螺子部13の軸線Lとの間の垂直距離を演算することで、螺子部13の螺旋形状の半径を求める処理部とを備えている。
(もっと読む)
位置姿勢認識装置
【課題】同一形状の部品が乱雑に山積みされた部品群に対してもビンピッキングを可能とする位置姿勢認識装置及び方法、並びに上記位置姿勢認識装置を備えたピッキングシステムを提供する。
【解決手段】ワークピース80が山積みされたシーンを撮像すると同時に、その画素毎にシーンの奥行きを計測する手段20を設け、画像から抽出される直線状明領域に対してシーンの奥行き情報から、その3次元的姿勢を計算するようにした。
(もっと読む)
パーツを光学的に検査するための方法及びシステム
部品を光学的に検査するための方法及びシステムが提供されている。本方法は、測定軸に沿って部品を支持するステップを有している。本方法は、部品が、軸に沿って間隔を空けた各放射面を遮って放射面の未遮蔽の平坦部の配列を形成するように、間隔を空けた放射面の配列を具えたパーツを走査するステップを有している。未遮蔽の平坦部のそれぞれは、パーツそれぞれの幾何学的寸法を示す放射量を含んでいる。さらに、本方法は、未遮蔽の平坦部のそれぞれの中に存在する放射量を測定して測定信号を取得するステップを有している。本方法は、測定信号を処理して生データを取得するステップを有している。さらに、本方法は、較正データを提供するステップと、較正データ及び生データを処理してパーツの測定値を取得するステップを有している。 (もっと読む)
1 - 20 / 34
[ Back to top ]