
螺子類の寸法測定装置

【課題】 本発明の解決課題は、ワーク寸法を連続的に測定できる螺子類の寸法測定装置を提供することにある。
【解決手段】 本発明の螺子類の寸法測定装置は、移動通路と分離手段と搬送体と光学式測定手段を備えたものである。本発明では、螺子類を良品と不良品に仕分ける仕分け手段や、移動通路への螺子類の供給を停止する供給制御機構を設けることもできる。分離手段を螺子類の移動速度よりも速く回転する回転式のローラ或いはベルトとし、回転中に螺子類に接触して先頭の螺子類を後続の螺子類から離せるようにしてもよい。搬送体は螺子類の頭部上面に接触して移動通路側に押すことのできる回転ベルトとしてもよい。回転ベルトは数本の螺子類の頭部上面に接触する長さとしてもよい。発光素子と受光素子を螺子類の軸部の軸方向に離して二対配置し、二対の配置間隔を螺子類の公差と同一又は略同一寸法としてもよい。
【解決手段】 本発明の螺子類の寸法測定装置は、移動通路と分離手段と搬送体と光学式測定手段を備えたものである。本発明では、螺子類を良品と不良品に仕分ける仕分け手段や、移動通路への螺子類の供給を停止する供給制御機構を設けることもできる。分離手段を螺子類の移動速度よりも速く回転する回転式のローラ或いはベルトとし、回転中に螺子類に接触して先頭の螺子類を後続の螺子類から離せるようにしてもよい。搬送体は螺子類の頭部上面に接触して移動通路側に押すことのできる回転ベルトとしてもよい。回転ベルトは数本の螺子類の頭部上面に接触する長さとしてもよい。発光素子と受光素子を螺子類の軸部の軸方向に離して二対配置し、二対の配置間隔を螺子類の公差と同一又は略同一寸法としてもよい。
【発明の詳細な説明】
【技術分野】
【0001】
本願発明はボルト、ビス等の螺子、ねじ(ねじ山及びねじ溝)形成前の螺子素材等(以下、これらをまとめて「螺子類」という。)の寸法測定装置に関し、螺子の頭部の下の軸部の寸法を測定するのに適する測定装置に関する。
【背景技術】
【0002】
螺子類の寸法測定に投光素子と受光素子を利用したものが知られている(特許文献1)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平8−159747号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1記載の測定装置は、通路の両側に投光素子と受光素子を配置し、その通路内に螺子を1本ずつ落下させて、その螺子に向けて投光素子からレーザ光を照射し、レーザ光が螺子で遮断されるか遮断されずに通過するかにより螺子の軸部の長さ、ねじの有無等を判別するものである。この測定装置は螺子を一つずつ通路に落下させる方法であるため、螺子を連続供給できず、作業性に難があった。また、螺子が斜めに落下すると精度の高い測定を行うことが難しいとか、螺子寸法に誤差がある場合にその誤差が公差内であるか否かを判別することも難しかった。
【0005】
本発明の解決課題は、一つずつ並べて連続供給される螺子の長さ、径等を一個ずつ個別に測定することができ、螺子長に誤差がある場合にその誤差が公差内であるか否かをも判別することができる螺子類の寸法測定装置を提供することにある。
【課題を解決するための手段】
【0006】
本発明の螺子類の寸法測定装置は、螺子類の頭部の下の軸部の寸法を測定することのできる装置であって、多数の螺子類が連続移動可能な移動通路と、移動中の螺子を一本ずつ間隔をあけて分離させる分離手段と、螺子類の上方に配置されて螺子類の頭部上面に接触して、先に分離された螺子類を移動通路に押し付けながら搬送する搬送体と、搬送体で搬送される螺子類の軸部寸法を測定する光学式測定手段を備えたものである。
【0007】
本発明では、前記測定結果に応じて、螺子類を良品と不良品に仕分けする仕分け手段を設けることも、不良品が発生すると移動通路への螺子類の供給を停止する供給制御機構を設けることもできる。
【0008】
前記移動通路は螺子類が自重で移動可能な角度で傾斜しており、前記分離手段は移動通路を移動中の螺子類の移動速度よりも速い速度で回転する回転式のローラ或いはベルトであって回転中に螺子類に接触して移動通路を連続移動中の螺子類のうち先頭の螺子類を一本だけ早送りして後続の螺子類から離すことができるものである。
【0009】
前記搬送体は分離した螺子類の頭部上面に接触して移動通路に押すことのできる回転ベルトとすることができる。回転ベルトは一本ずつ分離された数本の螺子類の頭部上面に接触することのできる長さとすることができる。
【0010】
前記光学式測定手段は発光素子と受光素子を搬送体の側方に配置して、発光素子から軸部に照射された測定光が受光素子に受光されるか否かにより軸部長を測定可能な光学式とすることができる。光学式測定手段は一対の発光素子と受光素子を螺子類の軸部の軸方向に離して二対配置し、二対の配置間隔を螺子類の公差と同一又は略同一寸法とすることができる。
【発明の効果】
【0011】
本発明の螺子類の寸法測定装置には、次のような効果がある。
(1)連続移動中の多数本の螺子を、分離手段で一本ずつ間隔をあけて分離させることができるため、多数本の螺子類を一本ずつ個別に寸法測定することができる。
(2)一本ずつ分離させた螺子類を移動通路に押しながら搬送することが出来るため、螺子類の傾きと上下振動を防止でき、それらに起因する測定誤差が無く、精度の高い寸法測定ができる。
(3)一本ずつ分離させた螺子類数本を、搬送体で間隔を維持して移動させることができるので、それら数本の螺子類を一定間隔で順次寸法測定することができ、測定作業の能率が向上する。
(4)搬送体が螺子類の上方に配置されているので、移動通路の側方に受発光素子の配置スペースが確保される。
(5)発光素子と受光素子を二対配置したので測定の精度が向上する。
(6)二対の測定装置を軸部の軸方向に離して配置し、二対の配置間隔を軸部長の公差と同一又は略同一の間隔とした場合、軸部長の誤差が公差内であるか否かを判別することもできる。
(7)移動通路に良品と不良品とに仕分けする仕分け手段を設けた場合、測定作業をしながら良品と不良品の仕分けができるので作業性がよい。
(8)不良品が発生すると移動通路への螺子類の供給を停止する制御機構を設けた場合、不良品が大量発生するのを防止することができる。
【図面の簡単な説明】
【0012】
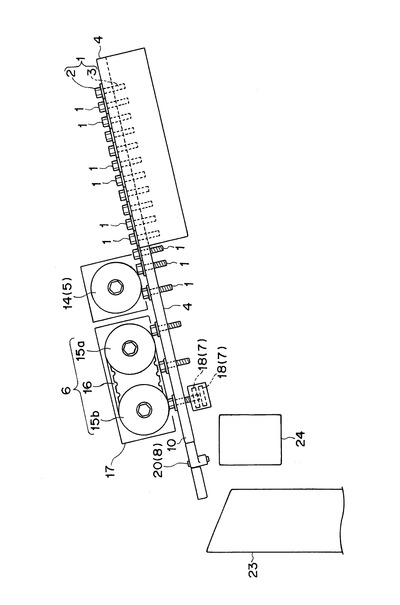
【図1】本願発明の螺子類の寸法測定装置の一例を示す側面図。
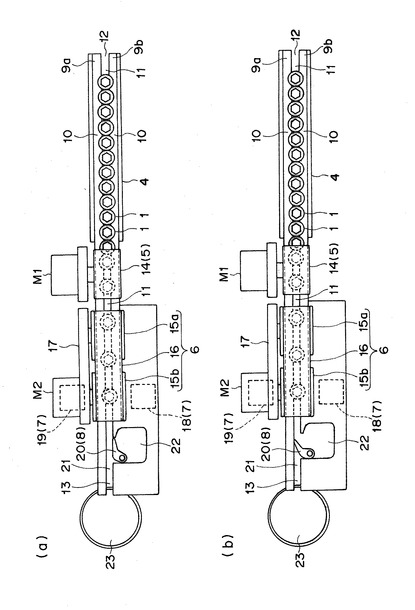
【図2】本願発明の螺子類の寸法測定装置の一例を示す平面図であって、(a)は切り替え片が閉じた状態を示すもの、(b)切り替え片が開いた状態を示すもの。
【図3】本願発明の螺子類の寸法測定装置の測定状態を示す正面図であって、(a)は螺子類が正常な寸法の場合の一例を示すもの、(b)は螺子類が規定よりも短い場合の一例を示すもの、(c)は螺子類が規定よりも長い場合の一例を示すもの。
【発明を実施するための形態】
【0013】
(実施形態)
本発明の螺子類の寸法測定装置の実施形態について、図1〜図3を参照して説明する。図1〜図3に示す螺子類1は六角の頭部を備えた六角ボルトであるが、本発明で測定する螺子類1は頭部形状が前記形状以外のものであってもよく、頭部と軸部を備えたものであればボルト以外の物、例えば、ビス、その他の治具や部材等であってもよい。
【0014】
図1に示す実施形態の螺子類の寸法測定装置は、螺子類1の頭部2の下の軸部3の寸法を測定するものであり、多数本の螺子類1が連続移動できる移動通路4と、移動通路4を移動してくる多数本の螺子類1のうち先端の螺子類1を後続の螺子類1から離す(分離する)分離機構5と、分離された螺子類1の頭部2の上面に接触してその螺子類1を搬送する搬送体6、搬送体6で搬送される螺子類1の軸部3の寸法(長さ)を測定する光学式測定手段7、前記測定結果に応じて螺子類1を良品と不良品に仕分けする仕分け手段8、不良品が発生すると移動通路4への螺子類1の供給を停止する供給制御機構(図示しない)を設けてある。
【0015】
前記移動通路4は図2に示すように対向配置された二本の細長材9a、9bに螺子類1の頭部2の裏面を支持できる支持部10があり、両支持部10の間に軸部3が落ち込んで通過可能な幅の落ち込み溝11が形成されており、支持部10に支持された螺子類1の軸部3が落ち込み溝11に入り込むようにしてある。更に、支持部10はその入口12側から出口13側に10度〜30度程度の下り傾斜にして、入口12に供給される螺子類1が自重で滑落して出口13側に移動できるようにしてある。移動通路4には、螺子類1が螺子製造装置から直に、又は、螺子類1が多数プールされているプール部から供給される。
【0016】
前記分離機構5は図1に示すように回転ローラ14であり、その回転ローラ14は移動通路4を移動中の螺子類1の移動速度よりも速い速度で駆動モータM1により回転させられ、回転中に螺子類1の頭部2の上面に接触して、移動通路4を移動中の多数本の螺子類1のうち先頭の螺子類1を一本だけ早送りして、後続の螺子類1から離すことができるようにしてある。分離機構5は回転ローラ14に代えてベルトとすることもでき、その場合はベルトの回転速度を移動中の螺子類1の移動速度よりも速くし、そのベルトが回転中に螺子類1の頭部2の上面に接触して、移動通路4を移動中の多数本の螺子類1のうち先頭の螺子類を一本だけ早送りして、後続の螺子類1から離すことができるようにする。
【0017】
前記回転ローラ14は正逆回転可能としておくこともでき、これにより螺子類1が詰まった場合などの不具合の解消が容易になる。回転ローラ14の回転速度は任意に設定することができ、例えば150rpm程度が適する。回転ローラ14にはゴムローラをはじめとして金属製、セラミック製と言った各種材質製のロールを用いることができる。
【0018】
図1に示す実施形態では、回転ローラ14として直径40mm程度のものを使用しているが、回転ローラ14はこれ以外の大きさであってもよい。図1に示す例では、回転ローラ14としてゴム製のローラを使用しているが、金属製ロール、セラミック製ロールなど、各種材質製のものを用いることができる。
【0019】
前記搬送体6は2つのタイミングプーリー15a、15bと、両タイミングプーリー15a、15bの外周に巻回されたタイミングベルト16を備えたものであり、螺子類1の頭部2の上面に接触して螺子類1を移動通路4に押し付けられるようにしてある。その押し付けにより、螺子類1の傾斜を強制して螺子類1を移動通路4に垂直に向けると共に螺子類1の上下振動を規制(防止)できる。
【0020】
両タイミングプーリー15a、15bは長方形の板状の取付け材17に間隔をあけて取り付けられ、螺子類1の移動方向先方のタイミングプーリー15bが、図2(a)(b)のように取付け材17に設けられた駆動モータM2の回転軸に固定されて、駆動モータM2の回転に伴って回転するようにしてある。
【0021】
駆動モータM2にはサーボモータを使用し、その回転によりタイミングプーリー15b−タイミングベルト16−他方のタイミングプーリー15aが回転するようにしてある。搬送体6も正逆回転可能にしておくことができる。
【0022】
搬送体6の回転速度は任意に設定可能であり、例えば、回転ローラ14の回転速度を150rpm程度とした場合に、300rpmとすると、回転ローラ14で送り出される螺子類1が接触することなく、離れたまま(離れた状態が維持されて)搬送される。いずれにしても、螺子類1を一本ずつ分離して連続測定を可能にするためには搬送体6を回転ローラ14よりも高速回転させる。
【0023】
搬送体6のタイミングベルト16は離れて送られてくる螺子類1を3本同時に押さえることができる長さにして、3本の螺子類1の間隔が維持されて移動通路4の上を移動させられるようにしてある。前記搬送体6は離れて送られてくる螺子類1の1本だけに接触する長さでも、2本以上の適宜本数に同時に接触できる長さでもよい。搬送体6はタイミングプーリーとタイミングベルト以外のものであってもよく、例えば平坦な回転ローラと無端ベルトを使用したり、複数個の回転ローラを配列して使用したりすることもできる。複数個の回転ローラを配列する場合、個々の回転ローラが螺子類1の頭部に接触するようにすることができる。
【0024】
前記光学式測定手段7は一対の発光素子18と受光素子19を螺子類1の軸部3の軸方向に離して(図2では上下に離して)二対配置し、上方の発光素子18から出射される測定光を規定寸法位置に設定しておき、上下の両発光素子18から軸部3に照射される測定光が図3(b)に示すように上下の両受光素子19で受光されると軸部3が規定長よりも短く、図3(c)に示すように両受光素子19で受光されない(遮光される)と軸部3が所定長よりも長いと判断することができ、図3(a)に示すように上方の受光素子19で受光できず下方の受光素子19で受光できる場合は軸部3が所定寸法内の長さであると判断することができる。この場合、上下二対の発光素子18及び受光素子19の間隔を軸部長の公差と同一又は略同一に設定しておけば、上方の受光素子19で受光できず下方の受光素子19で受光できる場合は軸部3が公差内の所定寸法であると判断することができる。
【0025】
前記仕分け手段8は、光学式測定手段7での測定結果に応じて、螺子類1を良品と不良品に仕分けするものである。図2(a)(b)に示す仕分け手段8は切り替え片20であり、螺子類が良品の場合は切り替え片20が、図2(a)のように横向きになって良品進行路21を開放し、良品が切り替え片20の上を通過して良品回収容器23内に落下するようにしてある。一方、螺子類1が不良品の場合、切り替え片20が、図2(b)のように上向きになって不良品排出口22を開口し、不良品が切り替え片20の手前で不良品回収容器24内に落下するようにしてある。切り替え片20の切り替え動作は光学式測定手段7での測定結果をコンピュータ等の制御部(図示しない)で管理し、その測定結果に応じて制御部で切り替え片20の切り替え動作を制御して行うことができる。仕分け手段8は測定結果に応じて良品と不良品を仕分けることができれば図2(a)(b)に示す機構以外の機構でもよい。
【0026】
前記供給制御機構は、光学式測定手段7での判別により不良品が発生すると、移動通路4への螺子類1の供給を停止する機構である。この場合、不良品が1個発生する度に移動通路4への螺子類1の供給を停止すると作業性が低下するので、数個不良品が発生した場合にはじめて螺子類の供給が停止されるようにして、過剰に供給が停止されないようにするのが好ましい。この場合も、光学式測定手段7での測定結果をコンピュータ等の制御部で管理し、その測定結果に応じて制御部からの指令により螺子類の供給停止を制御することができる。
【0027】
前記制御部は不良品回収容器24が一定量になると螺子類の供給装置及び寸法測定装置が自動的に停止するように制御することができる。一定量になったか否かの判断は、例えば、切り替え片20が不良品排出口22を開口した回数をカウントし、予め設定してある回数に達した場合に不良品が一定量になったと判断して供給装置及び寸法測定装置が自動停止するようにしておくことができる。
【0028】
上記のほか、例えば、不良品排出口22の下方に設けられた不良品回収容器24に計量手段を設けておき、計量結果が予め設定した重量に達した場合に、不良品が一定以上の量になったと判断し、供給装置及び寸法測定装置が自動停止するようにしておくことができる。
【0029】
本願発明の螺子類の寸法測定装置は、螺子類製造装置或いは螺子類供給装置が自動停止したことを知らせるための警報手段を設けておくこともできる。警報手段としては音によるもののほか、光や振動などによるものを使用することができる。自動停止した螺子類製造装置或いは螺子類供給装置は、蓄積された不良品を取り除いてから再稼働させることができる。
【0030】
この実施形態では発光素子18を縦向き(ワーク軸部の長手方向)に間隔をあけて設置する場合を一例として説明したが、本発明では発光素子18及び受光素子19を横並びに配置して螺子類1の軸部3の太さ(直径)を測定することもできる。本発明では軸部3の長さ測定と太さ測定を併用することもできる。
【0031】
(作用)
図示しない供給部から移動通路4に螺子類1を供給すると、螺子類1はその自重で移動通路4の先方側に移動してプール部にプールされる。駆動モータM1、M2を動作させて回転ローラ14及び搬送体6を回転させて、回転ローラ14をプール部にプールされた螺子類1の頭部2の上面に接触させ、上面を下向きに押しながら螺子類1を先方に搬送する。回転ローラ14から送り出された螺子類1は先方の搬送体6に引き継がれる。搬送体6は回転ローラ14より速い速度で回転するようにしてあるため、搬送体6に引き継がれる螺子類1は後続の螺子類1から離れて(間隔をあけて)搬送される。螺子類1は搬送体6で搬送されながら前記発光素子18と受光素子19の間を通過する。このとき、発光素子18から発光されている測定光が図3(a)〜(c)のどの状態で受光素子19に受光されるかにより、良品、不良品を判別することができ、更には、公差内であるか否かを判別することもできる。判別結果は図示しない制御部に送信され、判別結果に応じて仕分け手段8(切り替え片20)が切り替えられて、螺子類1が判別結果に応じて仕分けされる。
【産業上の利用可能性】
【0032】
本発明の螺子類の寸法測定装置は、頭部と軸部を備えたものであれば、ボルトやネジ以外のワークの寸法測定にも利用することができる。
【符号の説明】
【0033】
1 螺子類
2 頭部
3 軸部
4 移動通路
5 分離機構
6 搬送体
7 光学式測定手段
8 仕分け手段
9a 細長材
9b 細長材
10 支持部
11 落ち込み溝
12 入口
13 出口
14 回転ローラ
15a タイミングプーリー
15b タイミングプーリー
16 タイミングベルト
17 取付け材
18 発光素子
19 受光素子
20 切り替え片
21 良品進行路
22 不良品排出口
23 良品回収容器
24 不良品回収容器
M1 駆動モータ
M2 駆動モータ
【技術分野】
【0001】
本願発明はボルト、ビス等の螺子、ねじ(ねじ山及びねじ溝)形成前の螺子素材等(以下、これらをまとめて「螺子類」という。)の寸法測定装置に関し、螺子の頭部の下の軸部の寸法を測定するのに適する測定装置に関する。
【背景技術】
【0002】
螺子類の寸法測定に投光素子と受光素子を利用したものが知られている(特許文献1)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平8−159747号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1記載の測定装置は、通路の両側に投光素子と受光素子を配置し、その通路内に螺子を1本ずつ落下させて、その螺子に向けて投光素子からレーザ光を照射し、レーザ光が螺子で遮断されるか遮断されずに通過するかにより螺子の軸部の長さ、ねじの有無等を判別するものである。この測定装置は螺子を一つずつ通路に落下させる方法であるため、螺子を連続供給できず、作業性に難があった。また、螺子が斜めに落下すると精度の高い測定を行うことが難しいとか、螺子寸法に誤差がある場合にその誤差が公差内であるか否かを判別することも難しかった。
【0005】
本発明の解決課題は、一つずつ並べて連続供給される螺子の長さ、径等を一個ずつ個別に測定することができ、螺子長に誤差がある場合にその誤差が公差内であるか否かをも判別することができる螺子類の寸法測定装置を提供することにある。
【課題を解決するための手段】
【0006】
本発明の螺子類の寸法測定装置は、螺子類の頭部の下の軸部の寸法を測定することのできる装置であって、多数の螺子類が連続移動可能な移動通路と、移動中の螺子を一本ずつ間隔をあけて分離させる分離手段と、螺子類の上方に配置されて螺子類の頭部上面に接触して、先に分離された螺子類を移動通路に押し付けながら搬送する搬送体と、搬送体で搬送される螺子類の軸部寸法を測定する光学式測定手段を備えたものである。
【0007】
本発明では、前記測定結果に応じて、螺子類を良品と不良品に仕分けする仕分け手段を設けることも、不良品が発生すると移動通路への螺子類の供給を停止する供給制御機構を設けることもできる。
【0008】
前記移動通路は螺子類が自重で移動可能な角度で傾斜しており、前記分離手段は移動通路を移動中の螺子類の移動速度よりも速い速度で回転する回転式のローラ或いはベルトであって回転中に螺子類に接触して移動通路を連続移動中の螺子類のうち先頭の螺子類を一本だけ早送りして後続の螺子類から離すことができるものである。
【0009】
前記搬送体は分離した螺子類の頭部上面に接触して移動通路に押すことのできる回転ベルトとすることができる。回転ベルトは一本ずつ分離された数本の螺子類の頭部上面に接触することのできる長さとすることができる。
【0010】
前記光学式測定手段は発光素子と受光素子を搬送体の側方に配置して、発光素子から軸部に照射された測定光が受光素子に受光されるか否かにより軸部長を測定可能な光学式とすることができる。光学式測定手段は一対の発光素子と受光素子を螺子類の軸部の軸方向に離して二対配置し、二対の配置間隔を螺子類の公差と同一又は略同一寸法とすることができる。
【発明の効果】
【0011】
本発明の螺子類の寸法測定装置には、次のような効果がある。
(1)連続移動中の多数本の螺子を、分離手段で一本ずつ間隔をあけて分離させることができるため、多数本の螺子類を一本ずつ個別に寸法測定することができる。
(2)一本ずつ分離させた螺子類を移動通路に押しながら搬送することが出来るため、螺子類の傾きと上下振動を防止でき、それらに起因する測定誤差が無く、精度の高い寸法測定ができる。
(3)一本ずつ分離させた螺子類数本を、搬送体で間隔を維持して移動させることができるので、それら数本の螺子類を一定間隔で順次寸法測定することができ、測定作業の能率が向上する。
(4)搬送体が螺子類の上方に配置されているので、移動通路の側方に受発光素子の配置スペースが確保される。
(5)発光素子と受光素子を二対配置したので測定の精度が向上する。
(6)二対の測定装置を軸部の軸方向に離して配置し、二対の配置間隔を軸部長の公差と同一又は略同一の間隔とした場合、軸部長の誤差が公差内であるか否かを判別することもできる。
(7)移動通路に良品と不良品とに仕分けする仕分け手段を設けた場合、測定作業をしながら良品と不良品の仕分けができるので作業性がよい。
(8)不良品が発生すると移動通路への螺子類の供給を停止する制御機構を設けた場合、不良品が大量発生するのを防止することができる。
【図面の簡単な説明】
【0012】
【図1】本願発明の螺子類の寸法測定装置の一例を示す側面図。
【図2】本願発明の螺子類の寸法測定装置の一例を示す平面図であって、(a)は切り替え片が閉じた状態を示すもの、(b)切り替え片が開いた状態を示すもの。
【図3】本願発明の螺子類の寸法測定装置の測定状態を示す正面図であって、(a)は螺子類が正常な寸法の場合の一例を示すもの、(b)は螺子類が規定よりも短い場合の一例を示すもの、(c)は螺子類が規定よりも長い場合の一例を示すもの。
【発明を実施するための形態】
【0013】
(実施形態)
本発明の螺子類の寸法測定装置の実施形態について、図1〜図3を参照して説明する。図1〜図3に示す螺子類1は六角の頭部を備えた六角ボルトであるが、本発明で測定する螺子類1は頭部形状が前記形状以外のものであってもよく、頭部と軸部を備えたものであればボルト以外の物、例えば、ビス、その他の治具や部材等であってもよい。
【0014】
図1に示す実施形態の螺子類の寸法測定装置は、螺子類1の頭部2の下の軸部3の寸法を測定するものであり、多数本の螺子類1が連続移動できる移動通路4と、移動通路4を移動してくる多数本の螺子類1のうち先端の螺子類1を後続の螺子類1から離す(分離する)分離機構5と、分離された螺子類1の頭部2の上面に接触してその螺子類1を搬送する搬送体6、搬送体6で搬送される螺子類1の軸部3の寸法(長さ)を測定する光学式測定手段7、前記測定結果に応じて螺子類1を良品と不良品に仕分けする仕分け手段8、不良品が発生すると移動通路4への螺子類1の供給を停止する供給制御機構(図示しない)を設けてある。
【0015】
前記移動通路4は図2に示すように対向配置された二本の細長材9a、9bに螺子類1の頭部2の裏面を支持できる支持部10があり、両支持部10の間に軸部3が落ち込んで通過可能な幅の落ち込み溝11が形成されており、支持部10に支持された螺子類1の軸部3が落ち込み溝11に入り込むようにしてある。更に、支持部10はその入口12側から出口13側に10度〜30度程度の下り傾斜にして、入口12に供給される螺子類1が自重で滑落して出口13側に移動できるようにしてある。移動通路4には、螺子類1が螺子製造装置から直に、又は、螺子類1が多数プールされているプール部から供給される。
【0016】
前記分離機構5は図1に示すように回転ローラ14であり、その回転ローラ14は移動通路4を移動中の螺子類1の移動速度よりも速い速度で駆動モータM1により回転させられ、回転中に螺子類1の頭部2の上面に接触して、移動通路4を移動中の多数本の螺子類1のうち先頭の螺子類1を一本だけ早送りして、後続の螺子類1から離すことができるようにしてある。分離機構5は回転ローラ14に代えてベルトとすることもでき、その場合はベルトの回転速度を移動中の螺子類1の移動速度よりも速くし、そのベルトが回転中に螺子類1の頭部2の上面に接触して、移動通路4を移動中の多数本の螺子類1のうち先頭の螺子類を一本だけ早送りして、後続の螺子類1から離すことができるようにする。
【0017】
前記回転ローラ14は正逆回転可能としておくこともでき、これにより螺子類1が詰まった場合などの不具合の解消が容易になる。回転ローラ14の回転速度は任意に設定することができ、例えば150rpm程度が適する。回転ローラ14にはゴムローラをはじめとして金属製、セラミック製と言った各種材質製のロールを用いることができる。
【0018】
図1に示す実施形態では、回転ローラ14として直径40mm程度のものを使用しているが、回転ローラ14はこれ以外の大きさであってもよい。図1に示す例では、回転ローラ14としてゴム製のローラを使用しているが、金属製ロール、セラミック製ロールなど、各種材質製のものを用いることができる。
【0019】
前記搬送体6は2つのタイミングプーリー15a、15bと、両タイミングプーリー15a、15bの外周に巻回されたタイミングベルト16を備えたものであり、螺子類1の頭部2の上面に接触して螺子類1を移動通路4に押し付けられるようにしてある。その押し付けにより、螺子類1の傾斜を強制して螺子類1を移動通路4に垂直に向けると共に螺子類1の上下振動を規制(防止)できる。
【0020】
両タイミングプーリー15a、15bは長方形の板状の取付け材17に間隔をあけて取り付けられ、螺子類1の移動方向先方のタイミングプーリー15bが、図2(a)(b)のように取付け材17に設けられた駆動モータM2の回転軸に固定されて、駆動モータM2の回転に伴って回転するようにしてある。
【0021】
駆動モータM2にはサーボモータを使用し、その回転によりタイミングプーリー15b−タイミングベルト16−他方のタイミングプーリー15aが回転するようにしてある。搬送体6も正逆回転可能にしておくことができる。
【0022】
搬送体6の回転速度は任意に設定可能であり、例えば、回転ローラ14の回転速度を150rpm程度とした場合に、300rpmとすると、回転ローラ14で送り出される螺子類1が接触することなく、離れたまま(離れた状態が維持されて)搬送される。いずれにしても、螺子類1を一本ずつ分離して連続測定を可能にするためには搬送体6を回転ローラ14よりも高速回転させる。
【0023】
搬送体6のタイミングベルト16は離れて送られてくる螺子類1を3本同時に押さえることができる長さにして、3本の螺子類1の間隔が維持されて移動通路4の上を移動させられるようにしてある。前記搬送体6は離れて送られてくる螺子類1の1本だけに接触する長さでも、2本以上の適宜本数に同時に接触できる長さでもよい。搬送体6はタイミングプーリーとタイミングベルト以外のものであってもよく、例えば平坦な回転ローラと無端ベルトを使用したり、複数個の回転ローラを配列して使用したりすることもできる。複数個の回転ローラを配列する場合、個々の回転ローラが螺子類1の頭部に接触するようにすることができる。
【0024】
前記光学式測定手段7は一対の発光素子18と受光素子19を螺子類1の軸部3の軸方向に離して(図2では上下に離して)二対配置し、上方の発光素子18から出射される測定光を規定寸法位置に設定しておき、上下の両発光素子18から軸部3に照射される測定光が図3(b)に示すように上下の両受光素子19で受光されると軸部3が規定長よりも短く、図3(c)に示すように両受光素子19で受光されない(遮光される)と軸部3が所定長よりも長いと判断することができ、図3(a)に示すように上方の受光素子19で受光できず下方の受光素子19で受光できる場合は軸部3が所定寸法内の長さであると判断することができる。この場合、上下二対の発光素子18及び受光素子19の間隔を軸部長の公差と同一又は略同一に設定しておけば、上方の受光素子19で受光できず下方の受光素子19で受光できる場合は軸部3が公差内の所定寸法であると判断することができる。
【0025】
前記仕分け手段8は、光学式測定手段7での測定結果に応じて、螺子類1を良品と不良品に仕分けするものである。図2(a)(b)に示す仕分け手段8は切り替え片20であり、螺子類が良品の場合は切り替え片20が、図2(a)のように横向きになって良品進行路21を開放し、良品が切り替え片20の上を通過して良品回収容器23内に落下するようにしてある。一方、螺子類1が不良品の場合、切り替え片20が、図2(b)のように上向きになって不良品排出口22を開口し、不良品が切り替え片20の手前で不良品回収容器24内に落下するようにしてある。切り替え片20の切り替え動作は光学式測定手段7での測定結果をコンピュータ等の制御部(図示しない)で管理し、その測定結果に応じて制御部で切り替え片20の切り替え動作を制御して行うことができる。仕分け手段8は測定結果に応じて良品と不良品を仕分けることができれば図2(a)(b)に示す機構以外の機構でもよい。
【0026】
前記供給制御機構は、光学式測定手段7での判別により不良品が発生すると、移動通路4への螺子類1の供給を停止する機構である。この場合、不良品が1個発生する度に移動通路4への螺子類1の供給を停止すると作業性が低下するので、数個不良品が発生した場合にはじめて螺子類の供給が停止されるようにして、過剰に供給が停止されないようにするのが好ましい。この場合も、光学式測定手段7での測定結果をコンピュータ等の制御部で管理し、その測定結果に応じて制御部からの指令により螺子類の供給停止を制御することができる。
【0027】
前記制御部は不良品回収容器24が一定量になると螺子類の供給装置及び寸法測定装置が自動的に停止するように制御することができる。一定量になったか否かの判断は、例えば、切り替え片20が不良品排出口22を開口した回数をカウントし、予め設定してある回数に達した場合に不良品が一定量になったと判断して供給装置及び寸法測定装置が自動停止するようにしておくことができる。
【0028】
上記のほか、例えば、不良品排出口22の下方に設けられた不良品回収容器24に計量手段を設けておき、計量結果が予め設定した重量に達した場合に、不良品が一定以上の量になったと判断し、供給装置及び寸法測定装置が自動停止するようにしておくことができる。
【0029】
本願発明の螺子類の寸法測定装置は、螺子類製造装置或いは螺子類供給装置が自動停止したことを知らせるための警報手段を設けておくこともできる。警報手段としては音によるもののほか、光や振動などによるものを使用することができる。自動停止した螺子類製造装置或いは螺子類供給装置は、蓄積された不良品を取り除いてから再稼働させることができる。
【0030】
この実施形態では発光素子18を縦向き(ワーク軸部の長手方向)に間隔をあけて設置する場合を一例として説明したが、本発明では発光素子18及び受光素子19を横並びに配置して螺子類1の軸部3の太さ(直径)を測定することもできる。本発明では軸部3の長さ測定と太さ測定を併用することもできる。
【0031】
(作用)
図示しない供給部から移動通路4に螺子類1を供給すると、螺子類1はその自重で移動通路4の先方側に移動してプール部にプールされる。駆動モータM1、M2を動作させて回転ローラ14及び搬送体6を回転させて、回転ローラ14をプール部にプールされた螺子類1の頭部2の上面に接触させ、上面を下向きに押しながら螺子類1を先方に搬送する。回転ローラ14から送り出された螺子類1は先方の搬送体6に引き継がれる。搬送体6は回転ローラ14より速い速度で回転するようにしてあるため、搬送体6に引き継がれる螺子類1は後続の螺子類1から離れて(間隔をあけて)搬送される。螺子類1は搬送体6で搬送されながら前記発光素子18と受光素子19の間を通過する。このとき、発光素子18から発光されている測定光が図3(a)〜(c)のどの状態で受光素子19に受光されるかにより、良品、不良品を判別することができ、更には、公差内であるか否かを判別することもできる。判別結果は図示しない制御部に送信され、判別結果に応じて仕分け手段8(切り替え片20)が切り替えられて、螺子類1が判別結果に応じて仕分けされる。
【産業上の利用可能性】
【0032】
本発明の螺子類の寸法測定装置は、頭部と軸部を備えたものであれば、ボルトやネジ以外のワークの寸法測定にも利用することができる。
【符号の説明】
【0033】
1 螺子類
2 頭部
3 軸部
4 移動通路
5 分離機構
6 搬送体
7 光学式測定手段
8 仕分け手段
9a 細長材
9b 細長材
10 支持部
11 落ち込み溝
12 入口
13 出口
14 回転ローラ
15a タイミングプーリー
15b タイミングプーリー
16 タイミングベルト
17 取付け材
18 発光素子
19 受光素子
20 切り替え片
21 良品進行路
22 不良品排出口
23 良品回収容器
24 不良品回収容器
M1 駆動モータ
M2 駆動モータ
【特許請求の範囲】
【請求項1】
螺子類の頭部の下の軸部の寸法を測定することのできる装置であって、多数の螺子類が連続移動可能な移動通路と、移動中の螺子を一本ずつ間隔をあけて分離させる分離手段と、螺子類の上方に配置されて螺子類の頭部上面に接触して、先に分離された螺子類を移動通路に押し付けながら搬送する搬送体と、搬送体で搬送される螺子類の軸部寸法を測定する光学式測定手段を備えたことを特徴とする螺子類の寸法測定装置。
【請求項2】
請求項1記載の螺子類の寸法測定装置において、光学式測定手段による測定結果に応じて、螺子類を良品と不良品に仕分けする仕分け手段が設けられたことを特徴とする螺子類の寸法測定装置。
【請求項3】
請求項1又は請求項2記載の螺子類の寸法測定装置において、不良品が発生すると移動通路への螺子類の供給を停止する供給制御機構が設けられたことを特徴とする螺子類の寸法測定装置。
【請求項4】
請求項3記載の螺子類の寸法測定装置において、移動通路は螺子が自重で移動可能な角度で傾斜しており、分離手段は移動通路を移動中の螺子類の移動速度よりも速い速度で回転する回転式のローラ或いはベルトであって回転中に螺子類に接触して移動通路を連続移動中の螺子類のうち先頭の螺子類を一本だけ早送りして後続の螺子類から離すことができることを特徴とする螺子類の寸法測定装置。
【請求項5】
請求項4記載の螺子類の寸法測定装置において、搬送体が分離した螺子類の頭部上面に接触して移動通路に押すことのできる回転ベルトであることを特徴とする螺子類の寸法測定装置。
【請求項6】
請求項1乃至請求項5のいずれか1項記載の螺子類の寸法測定装置において、回転ベルトが一本ずつ分離された数本の螺子類の頭部上面に接触することのできる長さであることを特徴とする螺子類の寸法測定装置。
【請求項7】
請求項1乃至請求項6のいずれか1項記載の螺子類の寸法測定装置において、光学式測定手段が発光素子と受光素子を搬送体の側方に配置して、発光素子から軸部に照射された測定光が受光素子に受光されるか否かにより軸部長を測定可能な光学式ことを特徴とする螺子類の寸法測定装置。
【請求項8】
請求項1乃至請求項7のいずれか1項記載の螺子類の寸法測定装置において、光学式測定手段が一対の発光素子と受光素子を螺子類の軸部の軸方向に離して二対配置され二対の配置間隔を螺子類の公差と同一又は略同一寸法としたものであることを特徴とする螺子類の寸法測定装置。
【請求項1】
螺子類の頭部の下の軸部の寸法を測定することのできる装置であって、多数の螺子類が連続移動可能な移動通路と、移動中の螺子を一本ずつ間隔をあけて分離させる分離手段と、螺子類の上方に配置されて螺子類の頭部上面に接触して、先に分離された螺子類を移動通路に押し付けながら搬送する搬送体と、搬送体で搬送される螺子類の軸部寸法を測定する光学式測定手段を備えたことを特徴とする螺子類の寸法測定装置。
【請求項2】
請求項1記載の螺子類の寸法測定装置において、光学式測定手段による測定結果に応じて、螺子類を良品と不良品に仕分けする仕分け手段が設けられたことを特徴とする螺子類の寸法測定装置。
【請求項3】
請求項1又は請求項2記載の螺子類の寸法測定装置において、不良品が発生すると移動通路への螺子類の供給を停止する供給制御機構が設けられたことを特徴とする螺子類の寸法測定装置。
【請求項4】
請求項3記載の螺子類の寸法測定装置において、移動通路は螺子が自重で移動可能な角度で傾斜しており、分離手段は移動通路を移動中の螺子類の移動速度よりも速い速度で回転する回転式のローラ或いはベルトであって回転中に螺子類に接触して移動通路を連続移動中の螺子類のうち先頭の螺子類を一本だけ早送りして後続の螺子類から離すことができることを特徴とする螺子類の寸法測定装置。
【請求項5】
請求項4記載の螺子類の寸法測定装置において、搬送体が分離した螺子類の頭部上面に接触して移動通路に押すことのできる回転ベルトであることを特徴とする螺子類の寸法測定装置。
【請求項6】
請求項1乃至請求項5のいずれか1項記載の螺子類の寸法測定装置において、回転ベルトが一本ずつ分離された数本の螺子類の頭部上面に接触することのできる長さであることを特徴とする螺子類の寸法測定装置。
【請求項7】
請求項1乃至請求項6のいずれか1項記載の螺子類の寸法測定装置において、光学式測定手段が発光素子と受光素子を搬送体の側方に配置して、発光素子から軸部に照射された測定光が受光素子に受光されるか否かにより軸部長を測定可能な光学式ことを特徴とする螺子類の寸法測定装置。
【請求項8】
請求項1乃至請求項7のいずれか1項記載の螺子類の寸法測定装置において、光学式測定手段が一対の発光素子と受光素子を螺子類の軸部の軸方向に離して二対配置され二対の配置間隔を螺子類の公差と同一又は略同一寸法としたものであることを特徴とする螺子類の寸法測定装置。
【図1】


【図2】
【図3】

【図2】
【図3】
【公開番号】特開2013−104688(P2013−104688A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−246736(P2011−246736)
【出願日】平成23年11月10日(2011.11.10)
【出願人】(311015104)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月10日(2011.11.10)
【出願人】(311015104)
【Fターム(参考)】
[ Back to top ]