
Fターム[3F081BD07]の内容
コンベア上の物品の姿勢制御 (7,432) | 流れ形態の変換 (1,078) | 間隔(ピッチ)変更 (259)
Fターム[3F081BD07]の下位に属するFターム
前後方向の間隔を変更するもの (190)
幅、左右方向の間隔を変更するもの (41)
Fターム[3F081BD07]に分類される特許
1 - 20 / 28
スクリュー搬送装置
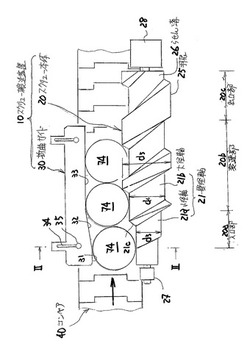
【課題】スクリューの兼用率の向上と、搬送速度の高速化の両立を図ること。
【解決手段】コンベアの搬送速度がスクリュー本体の搬送速度より卓越し、折曲ガイドをスクリュー本体の直交方向に向けて移動可能に設置し、スクリュー本体の入口部の谷径を他の部位より小径に形成して、折曲ガイドとの間に対向距離の等しい搬送空間を形成した。
(もっと読む)
物品処理装置

【解決手段】 直列に配置された分割コンベヤ3A〜3C毎にそれぞれロボット4A〜4Cが設けられている。各ロボットは各分割コンベヤに供給された物品を、例えば10本を一まとめとしてバケットコンベヤ5の1つのバケット5a内に受け渡すことができるようになっている。各分割コンベヤは、搬送コンベヤ2から多くの物品が供給されている状態ではそれぞれ連続して運転されているが、各分割コンベヤへの物品の供給がなくなると停止されるようになっている。各分割コンベヤは、物品が新たに供給される都度間欠的に運転され、それによって各分割コンベヤ上に所定数の物品を貯溜させるようになる。各割コンベヤ上に所定数の物品が貯溜されたら、該物品は一まとめとしてバケット内に受け渡される。
【効果】 各割コンベヤ上に所定数の物品を貯溜することができるので、各ロボットによる所定本数ずつの処理を効率的に行える。
(もっと読む)
ガラス瓶の耐内圧検査方法および耐内圧検査装置
【課題】 傷ついて耐内圧性が低下しているガラス瓶が加圧によって破壊しても、隣接するガラス瓶へ波及することを防止しながら、能率よく耐内圧検査を行うことができるようにする。
【解決手段】 ガラス瓶wを前後に並べて移送するとともに、前後に隣接するガラス瓶wの間に介在した遮蔽壁19をガラス瓶wと同期して移動させ、ガラス瓶wと同期移動する加圧ヘッド40でガラス瓶wの口を押圧封止し、加圧ヘッド40から瓶内に流体を加圧注入してガラス瓶wに内圧を印加し、加圧ヘッド40を移動させた後、ガラス瓶wの口から離間させる。
(もっと読む)
商品供給・集積装置
【課題】 商品供給・集積装置において供給コンベアでの商品の系外排出を防止する。
【解決手段】 複数の商品Pを下流側に向かって供給する供給コンベア2と、商品Pを所定個数ずつ集積した状態で下流側に向かって搬送する集積コンベア3と、供給コンベア2から商品Pを取り出して集積コンベア3に移載して集積させるパラレルロボット4と、パラレルロボット4の可動範囲Mに設けられ、パラレルロボット4により供給コンベア2から取り出された商品Pを一時的に仮置きしておくための仮置台5とを設ける。パラレルロボット4は、供給コンベア2により供給された商品Pが可動範囲Mを越えてオーバーフローすることで系外排出される前に、供給コンベア2により供給された商品Pを仮置台5に移載して仮置きするとともに、仮置台5に仮置きされた商品Pを集積コンベア3に移載するように駆動制御される。
(もっと読む)
ピッチ変換移載装置
【課題】複数個のワーク間のピッチを変換して移載する際に、簡単な機構でワークを移載することができるピッチ変換移載装置を提供する。
【解決手段】駆動部10により回転させられるシャフト20と、シャフト20に沿って配列されワーク101を個々に保持する複数の搬送ヘッド30と、シャフト20の回転に伴ってシャフト20から伝達される回転運動を、その軸方向と平行な方向の直進運動に変換して、搬送ヘッド30のうちの少なくとも基準となる搬送ヘッド30を除く他の搬送ヘッド30をシャフト20に沿って移動する方向変換機構40とが設けられ、他の搬送ヘッド30には、シャフト20の回転を所定の伝達比で方向変換機構40に伝達する伝達機構44が備えられ、他の搬送ヘッド30の伝達機構44は、その伝達比が、搬送ヘッド30の列の基準となる搬送ヘッド30から離れるに従って漸次大きくなるように設定されている。
(もっと読む)
ローラコンベア用ストッパシステム
【課題】ローラコンベアに複数のストッパ機構をシンプルな構成で設けることにより、連続的に投入される物品を適切なタイミングで下流側排出端に排出可能なローラコンベア用ストッパシステムを提供する。
【解決手段】ローラコンベア用ストッパシステム(100)は、下り傾斜を有するレール(11)に回転自在な複数のローラ(12)が配設されてなるローラコンベアにおいて、搬送物品(50)を停止させる。ストッパシステム(100)は、駆動軸(134)を回転させる駆動部(130)と、駆動軸の回転駆動に伴って停止状態と非停止状態とを切り替え可能な第1のストッパ機構(110)及び第2のストッパ機構(120)とを備える。第1のストッパ機構(110)及び第2のストッパ機構(120)はシャフト(116)によって互いに連結されており、第1のストッパ機構が停止状態と非停止状態の一方の状態をとるとき第2のストッパ機構は他方の状態をとる。
(もっと読む)
物品切出装置
【課題】多数の板状の物品を、大掛かりな設備を設けることなく、確実に1枚ずつ切り出すことができるとともに、搬送時に物品表面が擦過傷を受けることを防止し、かつ、めくれ上がったり、皺が生じたりして物品自体が損傷することを防止する物品切出装置を提供すること。
【解決手段】複数の板状の物品を1枚ずつ分離した状態で搬送する切出コンベア110と、該切出コンベア110に送り込む送りコンベア120とを備えた物品切出装置100において、送りコンベヤ120の搬送面の上方に揺動レバー150が設けられ、揺動先端部151が切出コンベア110側の端部側に自重により押圧されるように構成されていること。
(もっと読む)
積層ワークの分離方法、積層ワーク切り出しシステムおよび積層ワーク切り出し方法
【課題】貼り付き力を低減させる第一,第二分離促進処理を行うことで、切り出し時における貼り付き力を確実に低減させ、積層ワークから薄型のワークを所定押圧力で連続して一枚ずつ切り出すことができるようにした積層ワークの分離方法、積層ワーク切り出しシステムおよび積層ワーク切り出し方法を提供する。
【解決手段】浸入した液体および気泡の剥離促進作用により該ワーク間の摩擦力を著しく低下させて分離する積層ワークの分離方法を採用する。さらに、浸漬水内で横置きの積層ワークのワーク積層面に気泡または気泡水を噴射する分離水槽20と、浸漬水内で縦置きの積層ワーク最上部のワーク積層面に気泡または気泡水を噴射する切り出し装置30と、を備える積層ワーク切り出しシステム、および、このシステムを用いる積層ワーク切り出し方法とした。
(もっと読む)
部品の待機個数維持装置
【課題】部品供給通路がどのような向きに傾斜しても部品の待機個数を維持することができる部品の待機個数維持装置。
【解決手段】進退式供給ロッド1に対して、部品送出装置56から部品5を供給するものであって、部品供給通路23の供給ロッド1側がその反対側よりも低くなっているときに供給ロッド1に対する部品の待機個数を所定個数に維持するセンサー31が配置され、部品供給通路23の供給ロッド1側がその反対側よりも高くなったときに部品の逆移動を防止する部品移動防止手段63がセンサー31から供給ロッド1とは反対側に離隔した箇所の部品供給通路23に配置され、部品移動防止手段63は、部品供給通路23の供給ロッド1側がその反対側よりも低くなっているときは部品移動を許容し、部品供給通路23の供給ロッド1側がその反対側よりも高くなったときに部品移動を禁止するようになっている。
(もっと読む)
電子部品搬送装置
【課題】シートに貼付された複数のマトリクス状の電子部品を、安定して個々の電子部品に個片化して搬送することができる電子部品搬送装置を実現する。
【解決手段】本発明に係る電子部品搬送装置1は、マトリクス状のLEDチップ2aを搬送する第1の搬送手段と、UVシートを6剥離する剥離プレート20と、マトリクス状のLEDチップ2aを、複数の列状のLEDチップ2bに分離する第1の分離搬送機構30と、列状のLEDチップ2bを搬送する第2の搬送手段40と、列状のLEDチップ2bを個々のLEDチップ2に分離する第2の分離搬送機構とを備える。第1の分離搬送機構30は、第1の搬送手段10より搬送速度が高い第1の載置面32aを有し、UVシート6が剥離されたマトリクス状のLEDチップ2aは、搬送方向に対して垂直な方向に並んでいる列ごとに、第1の載置面32aに載置されて第2の搬送手段40に移動する。
(もっと読む)
物品搬送装置
【課題】 物品にダメージを与えることなく高速搬送を行うこと
【解決手段】 複数の押送フィンガー14を備えたフィンガーコンベアである第1搬送装置11と、第1搬送装置に物品を供給する供給ベルトコンベア21と、を備える。第1搬送装置の搬送方向と、供給ベルトコンベアの搬送方向のなす角は鋭角とし、物品は、搬送面内で斜めに傾斜した姿勢で第1搬送装置へ供給される。供給ベルトコンベアの搬出側外側であって、第1搬送装置の搬送方向下流側に、第1搬送装置に向けてエアを噴射する噴射ノズル31を設け、その噴射ノズルから噴射されるエアは、押送フィンガー14で搬送途中の傾斜した姿勢の物品に当たり、搬送路13に向けて付勢することで、物品が回転して搬送路上に位置する。
(もっと読む)
物品供給装置
【課題】包装機への物品送出タイミングに一時的遅れが発生する場合の物品搬送処理を良好に行う。
【解決手段】駆動モータ7により走行駆動される複数の搬送コンベヤ3のうち包装機に向けて物品9を供給するタイミングに遅れが生じた際に包装機と第一搬送コンベヤC0,C1とを停止させる。第一搬送コンベヤC0,C1より上流側に配設された第二搬送コンベヤC2〜C6のうち特定の搬送コンベヤC2,C3が物品9を受け入れる際に、特定の搬送コンベヤC2,C3の上流側に隣接する搬送コンベヤC4〜C6で搬送される物品9の検知に基づき、特定の搬送コンベヤC2,C3を物品略一つ分ずつ搬送するよう間欠的に走行駆動して物品9を貯留し、包装機が運転可能な状態となり、特定の搬送コンベヤC2,C3への物品貯留数が所定数を越える時に、第一搬送コンベヤC0,C1の走行を再開させて、物品9を第一搬送コンベヤC0,C1に向けて搬送する。
(もっと読む)
部品供給装置
【課題】互いに重なり合っている複数の部品を的確に分離して所定の搬送ラインへ一つずつ供給することができる部品供給装置を提供する。
【解決手段】部品を直線的に搬送する第1搬送路と、前記第1搬送路の搬送方向の先端部より該搬送方向の前方に位置する所定領域の下方を通過し、前記第1搬送路とは異なる方向に部品を搬送する第2搬送路と、前記第1搬送路の搬送方向の先端部の近傍に設けられ、前記第1搬送路が搬送する部品を検知する検知手段と、前記検知手段が検知した部品を前記第1搬送路の搬送方向の前方から吸着し、この吸着した部品を前記第1搬送路の搬送方向に沿って前記所定領域へ移送し、前記第2搬送路へ落下させる移送手段と、前記第1および第2搬送路、前記検知手段ならびに前記移送手段の動作を制御する制御手段と、を備える。
(もっと読む)
フォーマットされたトータルパッケージを形成するための方法及び装置
本発明は、コンベヤベルト上で搬送される、互いに当接し、同サイズの、特に食品によって形成された所定の数の個々の堆積物から成るフォーマットされたトータルパッケージを形成するための方法と装置とに関わる。第1のコンベヤベルト上の前記個々の堆積物は、緩衝ラインを形成し搬送方向で第1のコンベヤベルトに隣接している第2のコンベヤベルトに、互いに所定の間隔を空けて所定の速度VB1で供給される。前記個々の堆積物は、前記第2のコンベヤベルトの始まりの部分で、互いに当接した個々の堆積物から成る緩衝堆積物へと堆積され、これら緩衝堆積物は、前記第2のコンベヤベルト上で、VB1より低速の速度VB2で搬送される。前記第2のコンベヤベルトの一端部で、トータルパッケージが、送出用のコンベヤベルトによって、VB2より高速の速度VB4で、前記緩衝堆積物から分離される。前記個々の堆積物の堆積及び/もしくは分離の工程の間に搬送方向に移動される遷移部が、前記コンベヤベルト間に配置されている。 (もっと読む)
容器搬送処理装置
【課題】容器4を前後に分離して処理を行った後、横並びの状態に整列させて搬送する容器搬送処理装置の高速化を可能にする。
【解決手段】3列で容器4を搬送する搬送コンベヤ2と、整列させた3列の容器4のうちの先頭の容器4(4A)を1本ずつ切り離す分離手段6と、搬送コンベヤ2よりも遅い速度で前進し、搬送されている3本の容器4のうち中央の容器4Aに係合して前進を規制する第2ピン34と、そのあとで両側の容器4に係合して前進を規制する第1ピン32とを備えており、これら第1ピン32と第2ピン34とで容器4の前進を規制して前後に離した状態にして、その間に能書差入手段10によって能書50を挿入した後、第2ピン34の係合を外して再び3本の容器4を横並びの状態にして搬送する。
(もっと読む)
知的製品供給システムおよび方法
【課題】知的製品供給システムを提供する。
【解決手段】知的製品供給システムは、複数の列として形成され各列が投入機構と送出機構の間の処理方向に沿って直列に配置された1以上の搬送モジュールを含む配列であって、搬送モジュールの少なくともいくつかが可変速度搬送モジュールであり、個々の可変速度搬送モジュールが、後続モジュールまたは送出機構へ製品を供給すべく先行モジュールまたは投入機構から製品を受け入れる第1端部から第2端部へ製品を搬送するモジュール搬送機構および製品搬送速度を制御すべくモジュール搬送機構に接続された速度制御要素を含む配列と、製品がどの経路を辿るかを記述する計画を作成し投入機構により配列へ不規則に配送された製品のグループを指定された製品構成に従い向きを揃えて同期的に送出機構へ搬送すべく列の少なくとも1個のモジュールを計画に従い動作させるべく速度制御要素と接続されたプランナとを含む。
(もっと読む)
物品の流れを取り扱う装置及び方法
所定の進行速度vinで搬入される(例えば、使い捨て吸収パッドのような製品A)物品の流れから始まって、物品Aの搬出の流れを形成する装置10であって、装置は、長手方向に搬入される物品Aの流れを受け入れるスクリューコンベア14を含む。スクリューコンベアは、少なくとも1つのスクリュー142を含み、当該スクリューの螺旋は、進行する物品Aと作用して、スクリュー142による物品Aの搬送を決定する。最初の進行速度に対して物品Aの搬送速度を変化させるように、スクリュー142の回転速度が調整される。特に、スクリュー142による物品Aの搬送速度(vapp)が、最初の進行速度(vin)の約数となるように調整され、物品Aの搬出の流れには、積み重ねられた物品のグループが含まれる。各グループは、初期進行速度(vin)とスクリュー142の搬送速度(vapp)との間の比に等しい数の物品Aを含む。 (もっと読む)
定形品の運搬装置
【課題】縦列状で運搬する複数の定形容器を、その大きさを変更しても同間隔で横方向への搬出を可能にする。
【解決手段】ストッパー23に当接して停止する供給コンベヤ10上の容器30を、第1リフト25の動力を受ける第1支持ベース20で支持して押し上げ、前記第1支持ベース20の面をストッパーとして後続の容器20を阻止すると共に、第2リフト26の動力を受ける第2支持ベース21で後続の容器30浮上させ、横並びの状態で前方に送り出す。容器30の大きさを変更した場合、供給コンベヤ10以外の、台車16と両支持ベース20、21及びストッパ23を、前記供給コンベヤ10に沿って移動させると、大きさの変っても複数の容器30の中心は常に同位置に停止する。
(もっと読む)
部品の外観検査装置
【課題】 被検査部品(ワーク)の全ての面が多面的(多角度的)にガラスを介さずに直接撮像されるとともに、外観検査装置に供給された姿勢のまま、ワークが排出される部品の外観検査装置を提供する。
【解決手段】 被検査部品20を吸引して搬送する少なくとも3つの回転円盤D2,D3,D4と当該部品20を撮像する複数の撮像カメラCとを備える部品の外観検査装置であって、上記部品20を載置状態で搬送する複数の回転円盤D2,D4は、それらの上面D2a,D4aが同じ高さであり、かつ、駆動軸J2,J4が上向きとなる駆動手段M2,M4に連結され、上記部品20を吊り下げ状態で撮像するために配される回転円盤D3は、その前後の搬送用の回転円盤D2,D4と平行であり、かつ、駆動軸J3が下向きとなる駆動手段M3に連結される。
(もっと読む)
物品の分散整列方法
【課題】 多様な寸法形状の物品を自由な姿勢で投入しながら、概ね一定量ずつ排出する分散搬送性の向上と、物品を一定方向の姿勢とする方向整列性を付与させること。
【解決手段】 物品の分散整列方法であって、固定床20若しくは移動床30の少なくとも一部の床面に、搬送方向に直交する幅方向に沿って三角鋸歯状の凹凸をなす凹凸部22を設け、複数個の物品を供給し、各物品を凹凸部32の幅方向の凹所に転倒させることにより、各物品の重心を下方に方向整列させるとともに、各物品を搬送方向に直交する幅方向に分散させて一定量ずつ排出させるもの。
(もっと読む)
1 - 20 / 28
[ Back to top ]