
Fターム[2F069BB08]の内容
測定手段を特定しない測長装置 (16,435) | 測定対象物の種類 (1,053) | 軸受 (25)
Fターム[2F069BB08]の下位に属するFターム
Fターム[2F069BB08]に分類される特許
1 - 18 / 18
外径寸法測定装置
【課題】安価で、被測定物の直径や長さに影響を受けずに精度よく外径寸法を測定することができる外径寸法測定装置を提供する。
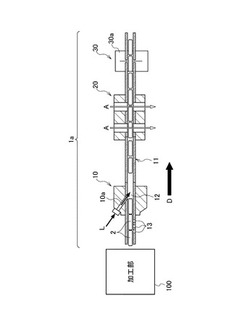
【解決手段】本発明に係る外径寸法測定装置1aは、流体と、加工部で加工された被測定物の自重と、の少なくとも一方を利用して前記被測定物を搬送する搬送部10と、前記被測定物に付着した液体を除去する液体除去部20と、前記被測定物の外径寸法をリアルタイムに測定する測定部30と、を有する。
(もっと読む)
転がり軸受の振動値予測方法及び転がり軸受の製造方法

【課題】転がり軸受の組み付けに先だって、転がり軸受の振動値を予測することができる、或いは振動値を制御することができる転がり軸受の振動値予測方法及び転がり軸受の製造方法を提供する。
【解決手段】外輪軌道面11a及び内輪軌道面12aにおけるうねりの中でnZ(n:正の整数)山、(nZ+1)山、及び(nZ−1)山成分の外輪振幅総和値及び内輪振幅総和値と、転動体13の転動面13aにおけるうねりの中で2m(m:正の整数)山成分の転動体振幅総和値と、から統合振幅総和値を求めると共に、統合振幅総和値が既知の転がり軸受10を回転させたときの振動値を測定して、統合振幅総和値と振動値との相間関係を求め、この相間関係に基づいて使用する転がり軸受10に対して計算された統合振幅総和値から振動値を、或いは、振動値から使用する転がり軸受10に許容される統合振幅総和値を予測する。
(もっと読む)
ギャップ分析器装置および方法
【課題】ターボ機械内のギャップを測定するように構成された方法およびギャップ分析器装置を提供する。
【解決手段】ギャップ分析器装置は、充電式電池を収容するように構成されたハウジングと、充電式電池の電圧を所定の値まで増加させるように構成された電圧増倍器ユニットと、所定の値を有する電圧を安定化するように構成された電圧安定化ユニットと、所定の値を有する電圧をプローブに出力するように構成された出力ポートと、プローブからターボ機械のギャップを示す信号を受け取るように構成された入力ポートと、信号に関連する電圧を測定するように構成されたプロセッサユニットと、測定された電圧を表示するように構成されたディスプレイと、電圧安定化ユニット、電圧増倍器ユニット、およびディスプレイに接続された共通ポートと、ギャップ分析器装置をスイッチオンおよびオフするために、プロセッサユニットと電池の間に電気的に接続されたスイッチとを含む。
(もっと読む)
輪郭形状測定装置
【課題】 生産現場においても、短時間で自動的にころの輪郭形状を精度良く測定し、形状評価が行える輪郭形状測定装置を提供する。
【解決手段】 被測定物支持手段1により支持されたころWに対し、センサ移動機構4によりセンサ3を軸方向および垂直方向に移動させ、センサ3の先端の測定子2をころWに接触させる。測定動作制御手段はセンサ移動機構4に一連の測定動作を行わせ、測定値記憶手段はころWの軸方向複数箇所のセンサ3の測定値を記憶する。判定手段は、測定値記憶手段に記憶されたころWの測定結果と、前記寸法データとを比較する。
(もっと読む)
校正用円環状部品、軸部品、軸受及びこれらの製造方法
【課題】測定機の測定速度を自由に設定でき、この測定機の暗振動も考慮した校正を行える校正用円環状部品を、低コストで得られる構造及びその製造方法を実現する。
【解決手段】円環状素材14に、所定の数の凸部12、12を有するスプライン軸11を圧入する事により、この円環状素材14の外周面にこれら各凸部12、12に対応する数の凹凸を形成する。そして、この外周面に研磨加工を施す事により、これら各凹凸を除去してこの外周面をほぼ円筒面とする。その後、上記円環状素材14をこのスプライン軸11から抜き取る事により、測定面である外周面に、所定の大きさの振幅を有し、上記各凹凸に対応する数の凹凸を、互いに滑らかに連続した状態で形成して、上記校正用円環状部品を得る。これにより、上記課題を解決する。
(もっと読む)
軸受の回転精度の測定装置
【課題】軸受の組立後のラジアル振れおよびアキシアル振れを高精度に測定する軸受の回転精度の測定装置を提供する。
【解決手段】内輪6の端面に当接して支持固定する内輪受け部材10と、外輪7の端面に当接して支持固定する外輪受け部材11と、この外輪受け部材11上に載置され、適宜な重量からなる重錘12と、外輪受け部材11の上側に配設されて外輪7を回転させる回転ユニットとからなる支持部3と、案内部13aと、これに対して軸受2のラジアル方向およびアキシアル方向に摺動自在にそれぞれ配設された摺動部13bと、これら摺動部13bの先端部に装着され、外輪7の外径または端面に当接する球状の測定球16aを有する測定子16と、摺動部13bに適宜な測定圧を付与するコイルばね17とからなる駆動機構13と、測定子16を介して駆動部13bの変位を読み取るレーザ変位計14とを備えている。
(もっと読む)
切断機用自在軸受装置の位置調整用装置および方法
本発明は、とりわけ切断機における自在軸受装置(21)の位置調整を行う装置と方法に関する。前記切断機、ポータルロボット等における工具のいわゆるTool Center Point(TCP)と呼ばれる、工具中心点として表されるものに関しての位置調整またはキャリブレーションが、調整装置の単一の可動な測定先端で行われ、この調整装置は工具と直接的に作用結合し、ソフトウェア制御による測定方法によって、工具の最適に調整されるべき開始位置の記録を行い、この開始位置の再現性を保つことを可能とする。TCPの決定はメンテナンスおよび調整作業の後か、または工具および切断機の衝突の後で必要となる可能性がある。本発明は装置技術としては、自在軸受装置(21)の位置調整のための調整装置であり、とりわけ切断機におけるものであり、この調整装置はフレーム(1)から見て3つのリンク部材、第1のリンク部材(3)、第2のリンク部材(4)および第3のリンク部材(5)を連結したものを備え、これらのリンク部材は互いに重なって、直動関節(12、13、14)を介して前記フレーム(1)に、直交座標系の3つの全ての軸において、互いに遊び無しに、軽く(kraftfrei)動くように結合されており、ここでどの軸にも基準位置は存在せず、そして第3のリンク部材(5)は直動関節(14)を介してフレーム(1)に結合し、第2のリンク部材(4)は直動関節(13)を介して第3のリンク部材(5)に結合し、そして第1のリンク部材(3)は直動関節(12)を介して第2のリンク部材(4)に結合し、これらのリンク部材(3、4、5)は一体型で形成されており、それぞれのリンク部材は個々に生成された部品から構成されるのでなく、1個の単一の部品であり、同様にフレームから最も離れた第1のリンク部材(3)には、重力方向に反対に物理力接続(kraftschlussig)によって、その直交する面に形状接続(formschlussig)によって測定アダプタ(16)に接続された装着部(3b)を備え、ここで第1、第2および第3のリンク部材(3、4、5)には回転型の測定センサ(6、7、8)が配置されており、これらはこれらの測定センサは測定ピニオン(9、10、11)および各々のリンク部材(3、4、5)に設けられた測定ラック(3c、4a、5a)を用いて、これらの隣接するリンク部材(4、5)および前記フレーム(1)に対する相対的運動を検出し、これらの測定値は変換装置(2)で処理され、データライン(23)による変換装置(2)とコンピュータ(24)とのオンライン接続を備える。 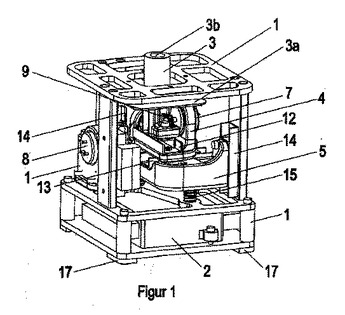 (もっと読む)
(もっと読む)
流体動圧軸受の検査方法及びこの流体動圧軸受を備えたスピンドルモータ
【課題】 流体動圧軸受を高精度に検査すること。
【解決手段】 気体を給送して、スリーブ6の軸受孔の下側開口からラジアル間隙50及び軸受孔の上側開口を経てロータハブ12の上壁部12aの外方に向かう気体の流れを起こして、ロータ部10を浮上させる。ロータ部10を浮上させた状態で、変位計40を用いてロータ部10の回転と同期した振れの大きさを測定する。
(もっと読む)
ジャーナル傷計測診断装置及び方法
【課題】ジャーナル傷の発生による軸受損傷を未然に防止できるジャーナル傷計測診断装置を提供することである。
【解決手段】回転体のロータを支持する軸受部分のジャーナルに発生する摺動傷を傷検出器17を用いて計測するジャーナル傷計測器12と、ジャーナル傷計測器12の傷検出器17をジャーナル11のロータ軸方向に自動送りするための速度を制御する制御装置18と、ジャーナル傷計測器12の傷検出器17から伝送される傷の軸方向分布情報を記録しその情報からジャーナルの状態を診断する評価装置22とを備える。
(もっと読む)
駆動車輪用軸受装置
【課題】ハブ輪と等速自在継手と軸受とをユニット化した駆動車輪用軸受装置において、車両姿勢制御用の適切な情報を得るための手段を軸受装置自体に設けることにより、路面の状況変化等に対する車両姿勢制御システムの応答性を向上させ、かつ正確で安全な車両姿勢制御を行えるようにする。
【解決手段】この駆動車輪用軸受装置は、ハブ輪10と等速自在継手40と軸受20とをユニット化し、等速自在継手40の外側継手部材41のステム部45の外周にハブ輪10を嵌合させてこれら外側継手部材41とハブ輪10とで内方部材29を構成したものとする。軸受20の複列の内周側軌道面27,28のうち、一方の軌道面27をハブ輪10に形成し、他方の軌道面28を外側継手部材41に形成する。
(もっと読む)
軸受ブラケットの寸法管理方法及び軸受ブラケットの寸法管理用プログラム
【課題】真に軸受保持穴の修理が必要かどうかを正しく判定できるようにする。
【解決手段】軸受15の外径寸法を測定して当該軸受15の外径基準寸法に対する差分値である外径寸法誤差を求め、軸受15を嵌め合いで保持する軸受ブラケット9の軸受保持穴17の内径寸法を測定して当該軸受保持穴17の内径基準寸法に対する差分値である内径寸法誤差を求め、軸受保持穴17の内径の最大許容寸法と軸受15の外径の最小許容寸法との差を基準値として、内径寸法誤差と外径寸法誤差との差が基準値よりも小さいことをもって許容範囲内であり大きいことをもって許容範囲外であるとの価値評価を与えるようにした。
(もっと読む)
車輪軸受装置の隙間測定方法
【課題】 より適正な軸受アキシャル隙間が得られるようにする。
【解決手段】内輪3のインナレース3aと対向するアウタレース1bに円錐ころ4bを組み込んだアッセンブリの状態で、内輪3をハブ2の圧入部2cに圧入する。軸受アキシャル隙間が正の状態で圧入を一旦止める。肩部6とこれに対向する内輪の端面との間隔(S)を求めると共に、外輪1を回転させながら正の軸受アキシャル隙間(Δa)を測定し、Δa=Δa’−Sから負の軸受アキシャル隙間(Δa)を求める。その後、内輪3を肩部6に当接するまで圧入する。
(もっと読む)
磁気軸受装置の変位検出装置
【課題】 回転体のラジアル制御軸方向およびアキシアル制御軸方向の変位を正確に検出することができ、しかも、変位センサユニットの構造が簡単で、部品点数が少なくてすみ、製作が容易で、コストダウンが可能な磁気軸受装置の変位検出装置を提供する。
【解決手段】 2組の変位センサユニット6,7のそれぞれが、回転体1のターゲット部15,17の片側の縁部に対向するとともに2つのラジアル制御軸上に位置するように周方向に等間隔をおいて配置された4個の変位センサ16a,16b,16c,16d,18a,18b,18c,18dを備えている。変位演算手段が、8個の変位センサの出力を用いて所定の演算を行うことにより、一方の変位センサユニット6の部分における2つのラジアル制御軸方向の回転体1の変位、他方の変位センサユニット7の部分における2つのラジアル制御軸方向の回転体1の変位、および回転体1のアキシアル制御軸方向の変位を求めるものである。
(もっと読む)
磁気軸受装置のラジアル変位検出装置
【課題】 ラジアル変位センサに異常が発生しても重大な事故や故障の発生を防止できる安全は磁気軸受装置の変位検出装置を提供する。
【解決手段】 磁気軸受装置の変位検出装置5は、2つのラジアル制御軸上に位置するように周方向に等間隔をおいて配置された4個のラジアル変位センサ17a,17b,17c,17dと、ラジアル変位センサを駆動するとともにラジアル変位センサの出力から回転体の2つのラジアル制御軸方向の変位を演算する駆動演算手段22とを備えている。駆動演算手段が、各ラジアル変位センサを個別に駆動して、各ラジアル制御軸上の2つのラジアル変位センサの出力からそのラジアル制御軸方向の回転体の変位を演算し、いずれかのラジアル変位センサの出力に異常が生じたときに、そのラジアル変位センサの出力として所定の擬似出力値を設定するものである。
(もっと読む)
磁気軸受装置の変位検出装置
【課題】 回転体の軸方向の変位を正確に検出することができ、しかも、アキシアル変位センサユニットの構造が簡単で、部品点数が少なくてすみ、製作が容易で、コストダウンが可能な磁気軸受装置の変位検出装置を提供する。
【解決手段】 2組のラジアル変位センサユニット6,7のそれぞれが、回転体1の外周部のターゲット部15,17に対向するように周方向に等間隔をおいて配置された4個のラジアル変位センサ16a,16b,18a,18bを備え、1組のアキシアル変位ユニット8が、回転体1の外周部のターゲット部17の軸方向両縁部に対向するように軸方向に間隔をおいて配置された1対のアキシアル変位センサ19a,19bを備えている。変位演算手段が、ラジアル変位センサの出力より回転体1の径方向の変位を演算し、アキシアル変位センサの出力より演算した値をラジアル変位センサの出力に基づいて補正することにより回転体1の軸方向の変位を演算する。
(もっと読む)
ころ形状評価方法
【課題】 ころの形状にばらつきがある場合でも、適切に評価基準を決定して、信頼性の高い形状評価を行うことができるころ形状評価方法を提供することにある。
【解決手段】 ころ形状評価方法において、実際に測定されたころの形状測定値から評価基準を決定する工程と、評価基準を用いてころの形状を評価する工程とを備える。
(もっと読む)
車輪用軸受装置の軸受すきま測定方法
【課題】
塑性結合による軸受の軸方向すきま減少量と相関関係にある外方部材の端面移動量を測定して負すきまの管理を行えるようにした車輪用軸受装置の軸受すきま測定方法を提供する。
【解決手段】
一体に塑性結合された内方部材1を備えた車輪用軸受装置の軸受すきま測定方法において、内方部材1の塑性結合前後に実測された外方部材10の端面位置L1、L2の差からその端面移動量ΔLが算出され、この外方部材10の端面移動量ΔLを、予め設定された軸受の軸方向すきま減少量と外方部材の端面移動量の関係式に当てはめることにより、塑性結合による軸受の軸方向すきま減少量Δδを求めると共に、この軸受の軸方向すきま減少量Δδを、内方部材1を塑性結合する前に実測された軸受の軸方向すきまδ1から減算することにより塑性結合後の軸受の軸方向すきまδを求めるようにした。
(もっと読む)
円形の周面を有する部材の直径測定方法及び測定装置
【課題】 外輪1が変形しない様に、3個の玉7a、7bを外輪軌道2に軽く当接させた状態で、これら各玉7a、7bを外輪軌道2の最深部に移動させる事により、この外輪軌道2の最深部の内径を正確に測定可能とする。
【解決手段】 上記各玉7a、7bを上記外輪軌道2に押し付けた状態で、ピエゾ素子12により振動を加える。この結果上記各玉7a、7bが、力学的に安定した、上記外輪軌道2の最深部に移動する。この状態で、測定器6aの測定値に基づいて、上記各玉7a、7bの中心を結ぶ三角形の外接円の直径を求める。そして、この直径と、これら各玉7a、7bの外径とから、上記外輪軌道2の最深部の内径を求める。
(もっと読む)
1 - 18 / 18
[ Back to top ]