
Fターム[2G051EA11]の内容
光学的手段による材料の調査の特殊な応用 (70,229) | 受光信号処理 (8,240) | デジタル変換、2値化、多値化 (1,097)
Fターム[2G051EA11]に分類される特許
141 - 160 / 1,097
検査装置及び検査方法
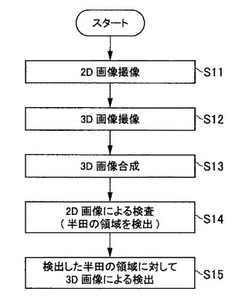
【課題】位相シフト法で立体形状を測定して行う被検査物の検査が低ノイズで効率良く行えるようにする。
【解決手段】通常状態で撮影を行う(ステップS11)と共に、位相シフト法で立体形状を測定するために、格子縞を投光させた状態で撮影を行う(ステップS12)。撮影して得た二次元画像から、被測定物の検査領域を特定する(ステップS14)。そして、格子縞が投光された二次元画像から、特定した検査領域について立体形状を測定して、立体形状検査を行う(ステップS15)。
(もっと読む)
印刷物の検査方法及び印刷物の検査装置

【課題】画像全体で位置補正してもなお高い精度で印刷物の状態を判定する。
【解決手段】印刷物の検査装置1は、撮像部が得た撮像画像と基準画像との比較結果を基に、印刷物の印刷状態を判定する欠陥判定部44と、撮像画像全体を単位として全体補正情報を算出する全体補正情報演算部41と、撮像画像全体を分割して得た分割画像単位で複数の細分化補正情報を算出する細分化補正情報演算部42と、全体補正情報及び細分化補正情報を基に、欠陥判定部44の判定における撮像画像と基準画像との位置ずれを補正する位置補正部43と、を有する。
(もっと読む)
欠陥分類方法及びその装置
【課題】ユーザの意図を反映可能な分類条件設定機能を有する二分木構造を用いて欠陥を分類する装置の提供。
【解決手段】欠陥検査装置から取得される検出信号を基に抽出される欠陥の特徴量に基づいて二分木構造の分類器を用いて欠陥を分類する欠陥分類方法であって、予め欠陥クラスと対応付けられた特徴量データとの教示に基づいて、二分木構造の分岐点毎に、分岐の両側のグループにそれぞれ属する欠陥クラス、分岐に使用する特徴量および判別基準からなる分岐条件を設定することにより前記二分木構造の分類器を構築する分類器構築過程を有し、該分類器構築過程において、さらに予め欠陥クラス毎並びに全体および最悪のピュリティおよびアキュラシーの目標分類性能について優先順位をつけて指定しておく優先順位指定過程と、前記設定した分岐条件による前記指定した目標分類性能を満足するか否かを項目毎に評価して該項目毎の評価結果を表示する。
(もっと読む)
タイヤの外観検査装置及び外観検査方法
【課題】画像処理によるタイヤの外観検査において精度良く検査を行うことができるタイヤの外観検査装置及び外観検査方法を提供する。
【解決手段】タイヤの径方向の断面形状をタイヤ周方向に沿って取得する断面形状取得手段と、各断面形状に対して円弧をフィッティングさせる円弧フィッティング手段と、円弧の中心位置を算出する円弧中心位置算出手段と、各断面形状の円弧の中心位置に基づき、各断面形状を整列する断面形状整列手段とを含むようにした。
(もっと読む)
物体の視覚検出および検査のための方法および装置
【課題】検出または検査されるべき物体が位置する可能性のある二次元視野のデジタル画像を取得し、画像の分析と物体の状態の決定と記録を行う、物体の自動光電子検出および検査のための方法および装置を提供する。
【解決手段】決定は、物体が視野に位置する複数の画像から得られる証拠に基づき、一般に複数の視点に対応して行われる。物体が視野に位置する証拠は、検出のために使われ、物体が適切な検査基準を満たす証拠は検査のために使われる。複数の視点が継続動作中の物体に対し得られるように高速で画像を取得し解析するための方法および装置が開示される。
(もっと読む)
帯状材料の周期性欠陥検査方法および装置
【課題】帯状材料に発生する周期性欠陥の有害度を適正に判定することができる帯状材料の周期性欠陥検査方法および装置を提供する。
【解決手段】搬送中の帯状材料の表面欠陥を検出し、検出した表面欠陥のうち、搬送方向に周期性を有する一群の欠陥を周期性欠陥として抽出し、抽出したそれぞれの周期性欠陥について少なくとも欠陥の発生する幅方向位置と欠陥サイズと搬送方向の欠陥発生ピッチとを含む特徴量を算出し、前記帯状材料のコイル毎にそれぞれの周期性欠陥が発生する搬送方向の起点位置と消滅する終点位置との差である発生長さを算出し、連続する複数のコイル内で抽出された前記周期性欠陥のうち、少なくとも前記幅方向発生位置及び欠陥発生ピッチが略同じものを一つの周期性欠陥と判定し、各コイル内の欠陥発生長さの総和である欠陥発生累積長さを求め、前記特徴量と前記欠陥発生累積長さとに基づいて前記周期性欠陥の有害度を判定する帯状材料の周期性欠陥検査方法である。
(もっと読む)
回転楕円体及び球面体の全面画像検査装置
【課題】
画像処理による等階級の選別は、選別対象の外観を選別規準としているので選別対象の全面を検査する必要があるところ、選別対象は搬送部の一部をなすコンベアの上に乗せられた状態であるので、搬送部と選別対象の接触部の撮像が行えないことが問題となっていた。また、選別対象が山積み状態となっておれば、適切に画像処理を行うことができないので分離されていなければならない。従来は人手で行っていた選別作業を自動化して、省力化の要請があった。
【解決手段】
独立駆動される複数台のV型ベルトコンベアと保持機構を組み合わせることにより、多様な形状寸法を有する選別対象において、複数種類の選別対象に対応することができ、山積み状態の選別対象の分離を促して、撮像部までに選別対象を1個に分離して、識別部でのニューロネットワーク等を利用した全面画像処理により、選別作業の自動化を図った。
(もっと読む)
画像処理装置、画像処理方法及びコンピュータプログラム
【課題】輪郭線近傍の欠陥や色の相違についても、適切な特徴量を選択することにより、高い精度で存在を検出することができ、良品判定を確実に行うことができる画像処理装置、画像処理方法、及びコンピュータプログラムを提供する。
【解決手段】撮像手段で撮像された、良品に関する複数の第一の多値画像を取得し、取得した第一の多値画像の画素ごとに、色成分に関する画素値、及び異なる二方向におけるエッジ強度を少なくとも含む複数の特徴量を抽出する。抽出した複数の特徴量のうち、いずれか1つの特徴量の選択を受け付け、選択を受け付けた特徴量を抽出して、良品判定を行うための分布範囲を算出する。判定対象物に関する第二の多値画像を取得し、取得した第二の多値画像の画素ごとに、選択を受け付けた特徴量を抽出し、抽出した特徴量に対応する分布範囲に含まれているか否かを判断する。
(もっと読む)
検査装置、及び検査方法
【課題】サンプリング単位を従来よりも小さくした場合、欠陥がサンプリング単位を跨る場合が増える。その結果、分類精度が悪化してしまう。
【解決手段】基板を検査する検査装置において、光を基板へ照射する光学系と、前記基板からの光を検出する複数の検出器と、前記複数の検出器ごとの検出結果を閾値処理する第1の処理部と、前記検出器ごとの閾値処理結果の論理和を取る第2の処理部と、前記論理和結果についてラベリング処理を行う第3の処理部と、前記ラベリング処理結果から領域情報を算出する第4の処理部と、前記ラベリング処理結果から指向性情報を算出する第5の処理部と、前記領域情報と前記指向性情報とを使用して欠陥の種類を特定する第6の処理部と、を有する。
(もっと読む)
検査装置及び検査装置の用いた欠陥検出方法
【課題】ブレード上の欠陥の有無、量及び大きさを簡単に認識できるとともに、複数のブレード上に存在する複数の欠陥を簡単に認識することができる内視鏡装置を提供する。
【解決手段】内視鏡装置3は、1の条件に基づいて、画像から複数の被写体のうち少なくとも2つの被写体の第1の特徴部を検出する特徴検出部と、少なくとも2つの被写体の第1の特徴部に基づいて、第1の被写体の第1の特徴部と第2の被写体の第1の特徴部とを判別する特徴判別部と、第1の被写体の第1の特徴部、及び第2の被写体の第1の特徴部に基づいて、第1の被写体の第1の欠陥部、及び第2の被写体の第1の欠陥部を検出する欠陥検出部と、第1の被写体の第1の欠陥部を示す情報、及び第2の被写体の第1の欠陥部を示す情報を、画像と共に表示する表示部とを有する。
(もっと読む)
レチクル検査装置及びレチクル検査方法
【課題】ヘイズのような微小な段差の異物を簡素な構成の装置により正確に検出する。
【解決手段】レチクル検査装置100は、レチクル3に照射される照射光10を発光する光源(例えばレーザ1)を有する。レチクル検査装置100は、レチクル3の表面3aにおける照射光10の照射位置Pを調整し、該照射光10をレチクル3上で走査させる照射位置調整部と、レチクル3の表面3aからの正反射光11を受光する受光部(例えばフォトマル8)とを有する。レチクル検査装置100は、受光部により受光される正反射光11の光量の変動に基づいてレチクル3の表面3aの異物(例えばヘイズ)の有無を判定する判定部(制御部9)を有する。
(もっと読む)
検査装置及び検査装置を用いた欠陥検出方法
【課題】検査対象物の欠陥の有無を簡単に認識できる検査装置を提供する。
【解決手段】内視鏡装置3は、第1の条件に基づいて、画像から検査対象物の第1の特徴部を検出する特徴検出部と、第1の特徴部に基づいて、検査対象物の第1の欠陥部を検出する欠陥検出部と、第1の欠陥部を示す情報を、画像と共に表示する表示部とを有する。
(もっと読む)
樹脂被膜付き鋼板の表面検査方法及びその表面検査装置
【課題】樹脂成分に依存して入射角度などを変更する必要がなく、鋼板地肌を精度良く検査すること。
【解決手段】樹脂被膜付き鋼板の表面検査方法は、所定の偏光角度で直線偏光されたシート状の光を被膜のブリュースター角度と所定の角度以上異なる入射角度で鋼板に照射する工程と、偏光角度0度の直線偏光を、入射光の正反射角度に対して所定の角度ずらした受光角度で撮像する工程とを含む。これにより、被膜からの反射が抑制され、被膜自体の異常を観察せず、鋼板の地肌を観察することができ、高精度な検査が可能になる。また、樹脂成分に依存して入射角度および受光角度を変更する必要がなく、鋼板地肌を精度良く検査することができる。
(もっと読む)
自動欠陥検査装置
【課題】複数の自動欠陥検査装置の立ち上げ時の検出条件の設定と、定期的に検出条件を校正する自動欠陥検査装置を提供する。
【解決手段】カラーフィルタ基板の欠陥不良を検出する自動欠陥検査装置であって、カラーフィルタ基板を搬送する搬送手段と、搬送されたカラーフィルタ基板を照明する照明手段と、照明されたカラーフィルタ基板を撮像する撮像手段と、撮像された撮像画像から欠陥不良を抽出する画像処理手段と、前記搬送手段と、照明手段と、撮像手段と、画像処理手段と、を制御する制御手段と、を備え、かつ、カラーフィルタ基板を製造する製造工程中に配置された上流の自動欠陥検査装置で検査した検査結果を、下流の自動欠陥検査装置で利用して下流の自動欠陥検査装置の欠陥検出条件を設定する欠陥検出条件設定手段を備えたことを特徴とする自動欠陥検査装置。
(もっと読む)
電子部品の撮像判定方法及び部品実装機
【課題】部品実装機において電子部品のピンの先端部のみを鮮明に撮像できる撮像判定方法及び該方法を実現する部品実装機を提供すること。
【解決手段】光照射手段28による水平方向に照射されている光L内で電子部品CのピンPを移動させているので、例えばピンの移動を上下方向とすることにより部品本体B及びピンの外筒部での光の反射を防止でき、ピンの先端部のみを鮮明に撮像できる。さらに、ピンの移動開始から移動終了まで連続してピンを撮像するようにしているので、電子部品のピックアップ部位が異なってピンの先端部の上下方向の位置が異なっていたとしても、また、電子部品の製造ロットや製造メーカによって各ピンの長さにバラツキが生じていたとしても、全てのピンの先端部の累積画像から鮮明な画像を容易に取得できる。よって、ピンの形状や配置の良否、ピンの抜けや曲げや折れの有無等の検査を容易且つ高精度に行うことができる。
(もっと読む)
鉛蓄電池用格子体鋳造装置の異常判定方法
【課題】鉛蓄電池用格子体に存在する形状変化を、バラツキなく高精度で検出できるばかりではなく、検出した鉛蓄電池用格子体の形状変化から、鉛蓄電池用格子体鋳造装置の異常、例えば、鋳造鋳型に塗布されている離型剤の寿命及び鋳造装置の不具合を迅速かつ適確に判定可能な、鉛蓄電池用格子体鋳造装置の異常判定方法を提供するものである。
【解決手段】鋳造された鉛蓄電池用格子体の形状変化を検出して、鉛蓄電池用格子体鋳造装置の異常を判定する方法であって、(a)鉛蓄電池用格子体の形状変化検出領域を照明する工程、(b)照明された形状変化検出領域を撮像する工程、(c)撮像された画像に2値化処理及び任意的に収縮処理を施す工程、(d)上記処理後の画像から鉛蓄電池用格子体の形状変化を検出する工程、並びに(e)検出した形状変化から、鉛蓄電池用格子体鋳造装置の異常を判定する工程を含む、鉛蓄電池用格子体鋳造装置の異常判定方法。
(もっと読む)
表面外観検査装置
【課題】検査対象物の表面において濃淡ばらつきと欠陥とが混在する場合であっても、欠陥のみを確実に検出することができる表面外観検査装置を提供する。
【解決手段】表面外観検査装置100に、LEDマトリクス照明1と、CCDカメラ5と、画像処理ユニット6と、を備え、画像処理ユニット6が、基準調光設定値D1を、(1)式を用いて決定し、輝度閾値Lthを(2)式を用いて決定し、(7)式を満たさない場合には、半導体モールドパッケージ200に濃淡ばらつきがあると判断し、画像をm×n個に分割して分割領域を生成し、分割領域毎の平均輝度階調値L1(m,n)meanに基づいて、分割領域毎に調光設定値D2(m,n)を決定し、LEDマトリクス照明1が分割領域毎の調光設定値D2(m,n)で照明光を出射し、CCDカメラ5によって生成された画像データに対して、輝度閾値Lthを用いて2値化処理を行うように構成した。
(もっと読む)
金属リングの検査用画像生成装置及び検査用画像生成方法
【課題】設定された撮像位置を維持したまま、周長が異なる金属リングの側縁を検査するための画像生成装置を提供する。
【解決手段】画像生成装置1は、第1の一対のローラ6a,10a間及び第2の一対のローラ6b,10b間に金属リング2を挟持し、少なくとも一つのローラを回転させることにより金属リング2を周方向に回転させるローラ6a,6b,10a,10bと、金属リング2の側縁2aを定位置Pで撮像するカメラ4と、得られた画像を処理して表示する画像処理装置5とを備える。
(もっと読む)
基板外観検査装置および基板外観検査方法
【課題】基板の反りに起因する検査対象部の位置ずれを簡易に測定して補正することができる基板外観検査装置および基板外観検査方法を提供する。
【解決手段】本発明の基板外観検査装置1は、基板に反りが生じていない場合に撮影手段(カメラ11)の視野内の基準となる位置に基準パターンが位置するように設定された相対位置において、撮影手段により、基板の反りに起因する基準パターンの位置ずれ量を測定するための基準位置ずれ量測定用画像を取得し、当該画像内における基準パターンの位置と基準となる位置との距離を基準位置ずれ量として測定する基準位置ずれ量測定手段(基準位置ずれ量測定部26)と、基準位置ずれ量および基準パターンの基板上の位置に基づいて基板の反り起因する検査対象部の位置ずれ量を推定し、相対位置を当該位置ずれ量分補正する相対位置補正手段(補正座標算出手段27)と、を備えることを特徴とする。
(もっと読む)
表面検査装置
【課題】微小点状欠陥の検出を精度良く行うことができる。
【解決手段】リング状の光出射部3Aと、光出射部3Aと鋼板2との間に、光出射部3Aと同心円状で、かつ、光出射部3Aの内径より径の小さい光学的な開口部を有する遮光板3Bとを有したリング照明装置3と、遮光板3Bの開口部の中心線C上に配置され、該開口部を介して鋼板2の表面を撮像する撮像部4と、を備え、撮像部4が撮像する鋼板2表面上の撮像領域Aには、光出射部3Aから照射された光のうち遮光板3Bの開口部縁部で回折した光のみが照射され、光出射部3Aと鋼板2表面との間の距離Hは、撮像領域A内の平均輝度レベルが所定レベル以上で、かつ、撮像領域A内の輝度レベル差が所定範囲内となるように設定される。
(もっと読む)
141 - 160 / 1,097
[ Back to top ]