
Fターム[3B153DD41]の内容
ロープ又はケーブル一般 (6,360) | 製造方法/装置 (499) | 機械又は装置の細部 (194) | 矯正機 (21)
Fターム[3B153DD41]に分類される特許
1 - 20 / 21
スチールコードの製造装置及び製造方法
【課題】バンチャー型撚線機を用いて製造されるスチールコードの最外層フィラメントのふくらみを有利に抑制することのできるスチールコードの製造装置及び製造方法を提供する。
【解決手段】複数本の素線又はコードを撚り合わせて撚線を製造するバンチャー型撚線機10と、このバンチャー型撚線機10により製造された撚線に捩じりを加えるオーバーツイスター13と、上記バンチャー型撚線機10により製造された撚線の移動経路における上記オーバーツイスター13より前に設けられ、当該撚線に塑性加工を加える塑性加工装置14とを備える装置1及びこの装置によりオーバーツイスター13による捩じり加工の前に、撚線cに塑性加工を施す方法。
(もっと読む)
スチールコードの製造方法および製造装置

【課題】スチールコードのトーションを、より安価かつ簡便に制御することのできる、トーションの制御性に優れたスチールコードの製造方法および製造装置を提供する。
【解決手段】複数本のスチールフィラメントを撚り合わせてスチールコード1とした後、スチールコード1を複数個の溝付きプーリ11に通過させるスチールコードの製造方法である。スチールコード1の通線時に、溝付きプーリ11の溝に平行な面と、スチールコード1とが、角度をなすものとする。溝付きプーリの溝に平行な面と、スチールコードとのなす角度θが、0.9°≦θ≦6.0°を満足することが好ましい。
(もっと読む)
ゴム物品補強用鋼線の製造方法並びにゴム物品補強用スチールコード及び空気入りタイヤ
【課題】高炭素鋼の線材を用いてスチールワイヤを製造する際に、最終伸線工程に工夫を加えることにより、高強度でかつ延性にも優れるスチールワイヤを得ることのできるゴム補強用鋼線の製造方法を提供する。
【解決手段】めっき処理後の高炭素鋼線に湿式伸線による最終伸線を行うゴム物品補強用鋼線の製造方法において、湿式伸線を太線の伸線機で行い、この最終伸線の中段以降で、鋼線の減面率を順次に減少させて鋼線の伸線加工時の温度上昇を抑制する。
(もっと読む)
ゴム物品補強用鋼線の製造方法及び製造装置並びにゴム物品補強用スチールコード及び空気入りタイヤ
【課題】高炭素鋼の線材を用いてスチールワイヤを製造する際に、最終伸線工程に工夫を加えることにより、高強度でかつ延性にも優れるスチールワイヤを得ることのできるゴム補強用鋼線の製造方法を提供する。
【解決手段】めっき処理後の高炭素鋼線に最終伸線を行うゴム物品補強用鋼線の製造方法において、この最終伸線は、前段に複数段よりなる乾式伸線を含み、この乾式伸線後に湿式伸線を行う。湿式伸線では、後段において個々のパスの減面率を漸減させる。
(もっと読む)
スチールコードの製造方法
【課題】スパイラルフィラメントを有するスチールコードを製造するにあたり、安価にトーション安定性に優れたスチールコードが得られるスチールコードの製造方法を提供する。
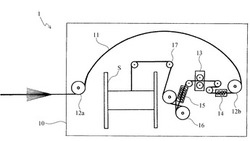
【解決手段】複数本のスチールフィラメントが撚り合わされてなる撚りコード1の周囲に、1本のスパイラルフィラメント2を撚り合わせてスチールコードを製造する方法である。撚りコード1の周囲にスパイラルフィラメント2を撚り合わせる撚り合わせ部12と、スパイラルフィラメントが撚り合わされた撚りコード3に繰り返し曲げ加工を施す矯正ロール13との間に、少なくとも1個のプーリ15を配置して、撚り合わせ後、繰り返し曲げ加工が施される前の撚りコード3を、プーリ15に通過させる。
(もっと読む)
スチールワイヤの製造方法
【課題】螺旋癖付けを施したスチールワイヤにおける癖付け量のバラツキを抑制して、均一な品質を有するスチールワイヤが得られるスチールワイヤの製造方法を提供する。
【解決手段】スチールワイヤに螺旋癖付けを施した後、螺旋癖付けされたスチールワイヤを、下記式(1)および(2)、
b2>d2+π2(c2−a2+(2a−2c)e) (1)
a<c (2)
(式中、aは筒状穴部の内径(mm)であり、bは筒状穴部の長さ(mm)であり、cは前記スチールワイヤの癖付け量(mm)であり、dは該スチールワイヤの癖付けピッチ(mm)であり、eは該スチールワイヤの線径(mm)である)で示される関係を満足する筒状穴部に通すスチールワイヤの製造方法である。
(もっと読む)
螺旋状鋼線、ゴム物品用補強用スチールコード、タイヤ、螺旋状鋼線の製造方法及び螺旋型付け回転装置
【課題】ブラスめっき鋼線を螺旋状に型付けして形成された耐腐食疲労性に優れた螺旋状鋼線、螺旋状鋼線の製造方法及び螺旋型付け回転装置、螺旋状鋼線を用いたゴム物品用補強用スチールコード並びにタイヤを提供する。
【解決手段】一方から他方に牽引され、かつ、直線状に延長するブラスめっき鋼線10cを螺旋状鋼線10dに成型する螺旋型付け回転装置14aにおいて、回転中心軸Pがブラスめっき鋼線10cの牽引方向Qと平行に設定される回転体14bと、この回転体14bの外周面に、牽引方向並びに千鳥状に植設されて、ブラスめっき鋼線10cが蛇行するように掛けられる複数の成型ピン14cより成る成型部14dとを備えた螺旋型付け回転装置14aにおいて複数の成型ピン14cをそれぞれ牽引方向Qに回転自在にベアリング14eを介して植設して、螺旋状鋼線10dの表層部周方向の残留応力量Rsを圧縮応力にするようにした。
(もっと読む)
スチールコードの製造方法
【課題】断線発生の懸念がより少なく、かつ、大きな設備投資なしで安価にトーション安定性に優れたスチールコードが得られるスチールコードの製造方法を提供する。
【解決手段】複数本のスチールフィラメント1を、チューブラー型の撚線機10を用いて撚り合わせてスチールコードを製造する方法である。スチールフィラメント1を撚り合わせる撚り合わせ部12と、撚り合わされたスチールフィラメントに繰り返し曲げ加工を施す矯正ロール部13との間に、2個以上のプーリおよび/またはキャプスタン14を配置して、撚り合わせ後、繰り返し曲げ加工が施される前のスチールフィラメント1を、撚り合わせ部12と矯正ロール部13との間で、プーリおよび/またはキャプスタン14に2回以上通過させる。
(もっと読む)
現場ゴム引きタイヤの3層コードを製造する方法及び装置
M+N+P構造の3つの同心層(C1,C2,C3)を備えた金属コードの製造方法であって、3つの同心層(C1,C2,C3)は、直径d1のM(Mは、1〜4である)本のフィラメントから成る第1の内側層(C1)に直径d2のN(Nは、3〜12である)本のフィラメントを第2の中間層(C2)をなしてピッチp2で螺旋の状態に一緒に巻き付け、これに直径d3のP(Pは8〜20である)本のフィラメントを第3の外側層(C3)をなしてピッチp3で螺旋の状態に一緒に巻き付けたものであり、方法は、インラインで実施される以下のステップ、即ち、‐M+N構造の「コアストランド」と呼ばれる中間コードを「組み立て箇所」呼ばれる箇所で形成するために第1の層(C1)周りにN本のフィラメントをツイスティングすることによる組み立てステップ、‐組み立て箇所の下流側において、M+N構造のコアストランドを未架橋状態の「充填ゴム」と呼ばれるゴムコンパウンドで外装する外装ステップ、‐第3の層(C3)のP本のフィラメントをこのように外装されたコアストランドの周りにツイスティングする組み立てステップ、及び‐最終のトルク均等化ステップを有する、方法。 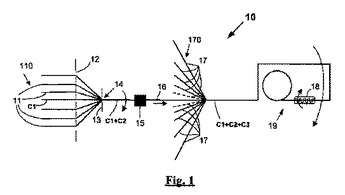 (もっと読む)
(もっと読む)
ゴム物品補強用スチールコードの製造方法
【課題】数本のスチールフィラメントを撚り合わせてゴム物品補強用スチールコードを製造する製造方法において、大きな設備投資をすること無く安価に真直性に優れたゴム物品補強用スチールコードの製造方法を提供する。
【解決手段】数本のスチールフィラメントを撚り合わせてゴム物品補強用スチールコードを製造する製造方法において、数本のスチールフィラメント2を撚り合わせてスチールコードとする撚り線工程Aの後、他の工程を経ることなく、得られた撚りコードに対し、ロールを千鳥足状に配置した矯正ロール群により繰り返し曲げ加工を施す。
(もっと読む)
螺旋状鋼線、ゴム物品補強用スチールコード、タイヤ、及び、螺旋状鋼線の製造方法
【課題】耐腐食疲労性能の良い螺旋状鋼線を製造できる螺旋状鋼線の製造方法等を提供する。
【解決手段】ブラスめっき鋼線を伸線加工した後に、伸線加工後のブラスめっき鋼線を延長方向に螺旋を描くような螺旋状となるように螺旋型付け加工して螺旋状鋼線を製造する螺旋状鋼線10の製造方法において、伸線加工後で螺旋型付け加工前のブラスめっき鋼線10aの表層部の残留応力を圧縮応力状態とする第1処理を施し、第1処理後のブラスめっき鋼線10bの表層部の残留応力を圧縮応力状態に維持しながら表層部の残留応力量と表層部に隣接する直近内側部の残留応力量との差を小さくする第2処理を施し、第2処理後のブラスめっき鋼線10cを螺旋型付け加工して螺旋状鋼線10を製造した。
(もっと読む)
スチール・コード
【目的】心ワイヤの移動およびスチール・コードのばらけのいずれもを抑制する。
【構成】プリフォーマにおいて高低差を持って配置された複数のピンに沿わせて側ワイヤswを走行させることによって,側ワイヤswは螺旋状に型付けされる。回転応力調節装置では,撚線機において撚られるべき撚線の撚り方向と同じ方向に所定回数ねじられかつ所定回数ねじり戻されることによって,側ワイヤswに撚り方向と同じ方向の残留回転応力が付与される。心ワイヤcwおよび側ワイヤswは撚線機によって撚られることで,スチール・コードtwとなる。螺旋状型付けの型付率は70%以上100%未満とされ,残留回転応力は好ましくは2回以上4回以下とされる。
(もっと読む)
ワイヤの癖付け方法および癖付け装置
【課題】1本のワイヤに対して、適切な癖付け方法および癖付け装置を提供することを目的とする。
【解決手段】ワイヤのパスライン上に配置した回転軸から該回転軸の径方向外側へ延びるピンに、ワイヤを係止し、前記回転軸をパスライン上で回転させてパスラインから離隔した位置でピンに係止したワイヤ部分をパスラインの周りで回転させることによりワイヤに癖付けを施す。
(もっと読む)
玉掛けワイヤロープの形状修正装置および方法
【課題】修正装置本体の溝の中に玉掛けワイヤロープを通して装着し、テコ原理を用いることにより、作用点部でワイヤロープの変形部分を容易に修正することのできる玉掛けワイヤロープの形状修正装置および方法を得る。
【解決手段】延長方向に沿ってコ字状の溝を有するとともに、一端を作用点部とし、かつ他端を力点部とするレバー形状の本体1と、本体1の溝の開口側に位置し、かつ本体1の作用点部に近接するように貫通形成された軸穴1dと、軸穴1dに着脱自在に挿入された連結軸1bと、を備えている。ワイヤロープ2の変形部分2dを、連結軸1bの内側の作用点部に位置するように本体1の溝内に装着して、力点部にかかる力により修正する。
(もっと読む)
スチ―ルコ―ド製造方法及びその製造装置
【課題】
多数のフライヤを取り付けて多重撚りを与えることにより生産能力を向上させることができるスチールコードの製造方法・装置を提供する。
【解決手段】
スチールコードの製造過程中ボビン(1)から供給される複数の金属フィラメント(2)を引き揃えた後、ターンローラとフライヤとを利用して撚りを与える段階において、
第1の対のターンローラ(11, 12)の間の領域に配置された第1の対のフライヤ(9, 10)により、金属フィラメント(2)に撚りを与え、
第2の対のターンローラ(11', 12')の間の領域に配置された第2の対のフライヤ(9', 10')により、金属フィラメント(2)に4重の撚りを与え、
前記第1の対のフライヤ(9, 10)は、前記第2の対のターンローラ(11', 12')の間に設置されている。
(もっと読む)
タイヤ補強材としてのゴムシートの製造方法および同製造方法により製造されたゴムシートを用いたタイヤ
【課題】内部に埋め込まれているコードに切断箇所のないタイヤ補強用ゴムシートを一連の連続工程により製造する。
【解決手段】ねじり加工工程100と、このねじり加工工程で撚り合わされたコードを一平面上で所定の幅でジグザグ状あるいはコ字状に折り曲げて平面状のコード体を形成する型付け工程200と、このコード体を上下のシート状ゴム体で挟み込んでゴムシートを構成するゴムシート製造工程300とを連続配置することにより、コードに切断箇所のないタイヤ補強用ゴムシートを一連の連続工程により製造する。
(もっと読む)
高強度ワイヤロープ
【課題】低いよりべり値を有して、細く軽量で、高い破断荷重を持つ高強度ワイヤロープを提供する。
【解決手段】炭素含有量が1.01〜1.20重量%である過共析鋼にクロムを0.1〜0.3重量%添加した高炭素鋼線材を鉛パテンチングで引張強度1450〜1600N/mm2、絞り値20〜40%とし、ダイスボックス出口の線温を150℃以下のダイス伸線加工によりその直径を細径とされるとともに、矯正ローラに巻き付け、引張強度2350〜3000N/mm2でかつ捻回値20〜50回を有する素線をストランドに使用した。
(もっと読む)
スチールコードおよびその製造方法
【課題】 良好なゴムペネ性と高い剛性とを兼ね備え、ゴム物品に適用した際にコード周辺においてセパレーションを生ずることがないスチールコードおよびその製造方法を提供する。
【解決手段】 複数本の無撚りコア素線を長手方向に並列して配置してなるコア1と、複数本のシース素線をコアの周りに撚り合わせてなる1層のシース2とによって構成され、コード軸に直交する断面でのコード輪郭形状が扁平であるスチールコードである。コアにシース素線よりも振幅の小さい螺旋型付けが施され、かつ、コアの螺旋の位相とシース素線の螺旋の平均位相とが、長手方向で略一致している。コアおよびシース素線をプレフォーマーにより夫々型付けした後、シース素線をコアの周囲に撚り合わせるスチールコードの製造方法である。シース素線のプレフォーマー上のピンへの掛け方と、コアのプレフォーマー上のピンへの掛け方とが、逆となるよう型付けを行う。
(もっと読む)
ゴム製品補強用スチールコードの製造方法及びスチールコード
【課題】4本の素線からなるスチールコードにおいて、ゴムを浸入し易くし、かつゴムとの接着面積を大きくして構成素線の周囲を殆ど被覆可能にし、また形状安定性を高め、曲げ剛性を小さくしたスチールコードの製造方法及びスチールコードを提供すること。
【解決手段】スチールコードSは、平面から見たコードの長手方向において、2本の素線1aの1組からなる並行様線1と、2本の素線2aの1組からなる並行様線2とが並列と交差を交互に繰り返すようにしてなり、また、その長手方向のいずれの箇所において、並行様線1、2の素線1a−2a間、各並行様線1、2の素線1a−1a間及び/又は素線2a−2a間に離隔部分gを設けて成る。
(もっと読む)
エレベータ引張り部材アセンブリ
エレベータベルト(20)やロープ(25)は、ポリウレタンジャケット(24、28)で覆われた複数の引張り部材(22、26、46)を含む。各々の引張り部材は、各々複数のワイヤ(40)からなる複数のストランド(42)を含む。引張り部材の製造工程の間、切れているワイヤの端部(44、54)が再度取り込まれ、これによって、これらのワイヤの端部(44、54)がストランド(42)もしくはコード(46)から外側に突出しない。種々の切れているワイヤの端部(44、54)を再度取り込む方法が、開示される。  (もっと読む)
(もっと読む)
1 - 20 / 21
[ Back to top ]