
Fターム[3B153DD43]の内容
ロープ又はケーブル一般 (6,360) | 製造方法/装置 (499) | 機械又は装置の細部 (194) | 巻取り、巻替え又は搬送 (15)
Fターム[3B153DD43]に分類される特許
1 - 15 / 15
鋼線長さの評価方法、鋼線の巻取方法および巻取製品
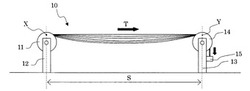
【課題】複数本にて引き揃えられた鋼線の束を構成する各鋼線の長さを、簡易にかつ正確に評価することができる鋼線長さの評価方法を提供する。また、この評価方法を用いることで、複数本の鋼線を誤差の少ないほぼ同一の長さで巻き取ることができる鋼線の巻取方法、および、これにより得られる巻取製品を提供する。
【解決手段】複数本にて引き揃えられた鋼線の束10を構成する各鋼線1の長さを評価する方法である。鋼線束10を、水平方向距離Sの間隔を有しかつ同じ高さに位置する2つの支持点X−Y間に掛け渡した状態で、鋼線束の一端を固定して他端に一定の張力を掛けたときの各鋼線のなす曲線の最低高さと支持点の高さとの差dを計測して、得られた計測値dに基づき、2つの支持点間における各鋼線の長さLを算出する。
(もっと読む)
ビードワイヤ、ビード、空気入りタイヤ及びビードワイヤの製造方法

【課題】強度で伸線性に富むことで所望の強度を有しつつ線径の小さいビードワイヤを提供する。
【解決手段】本発明のビードワイヤは、炭素を0.75〜0.90質量%で含むスチールよりなり、線径が0.95mm以上1.26mm以下であり、強度が、この線径をD(mm)、強度をN(N)とするとき、次式N=(3400〜3500)×D−(1350〜1450)を満たす。本発明のビードワイヤは、線材に、複数のダイスにより伸線を行い、ダイスを経た後の冷却速度を100℃/10秒以上とすることにより製造することができる。
(もっと読む)
磁気軸受式チューブラー型撚線機
【課題】チューブの動バランスの調整の簡易化と低振動化を図り、極細線ケーブルに適用可能な、高速・低騒音・低消費電力・高稼働率のチューブラー型撚線機を提供する。
【解決手段】長手方向の回転軸の廻りに回転駆動されるチューブ10と、素線ボビン20と、素線ボビンをチューブの長手方向に配列し、チューブの回転に伴って回転しないようにチューブの回転軸に軸承されるクレードル30と、素線ボビンから引き出されてチューブの外周部を介してチューブの一端側に導かれた素線を集合する集合ダイス60と、チューブの回転によって撚り合わされた撚線を引き取る引取装置70とを備え、チューブの回転軸を軸承する軸受として磁気軸受70を用い、チューブの回転軸を回転駆動する駆動装置として回転軸を非接触で駆動するビルトインモータ80を用い、チューブの同一回転軸上にビルトインモータと磁気軸受を配備することによって簡易な動バランスの調整を行うだけで運転中のチューブの振動を大幅に低減させた。
(もっと読む)
現場ゴム引き形式の3層コードを製造する方法及び装置
本発明は、現場で、即ち製造中にゴム引きされる形式の3つの同心層(C1,C2,C3)を備えた金属コードを製造する方法に関する。金属コードは、第1の内側層又はコア(C1)に直径d2のN(Nは、3〜12である)本のストランドをピッチp2で螺旋の状態で互いに巻き付けて第2の中間層(C2)を形成したものである。加うるに、この第2の層に直径d3のP(Pは8〜20である)本のストランドをピッチp3で螺旋の状態で互いに巻き付けて第3の外側層(C3)を形成する。この方法は、以下のステップ、即ち、コア(C1)を未架橋状態の「充填ゴム」と呼ばれているゴムコンパウンドで被覆する第1のステップ、第2の層(C2)のN本のストランドを上記のように被覆されたコア(C1)の周りに組み付けると共にツイスティングして「コアストランド」と呼ばれる中間コード(C1+C2)を「組み立て箇所」呼ばれる箇所で形成するステップ、第3の層(C3)のP本のストランドをコアストランド(C1+C2)の周りに組み付けると共にツイスティングするステップ、及び最終のツイスト値バランス取りステップを有する。本発明は又、かかる一方法を実施するために用いられる装置に関する。 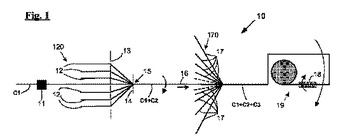 (もっと読む)
(もっと読む)
現場ゴム引き形式の3層コードを製造する方法及び装置
本発明は、現場ゴム引きされる形式の、即ち、「充填ゴム」と呼ばれる未架橋状態のゴムで作られたコンパウンドを含む3つの同心層(C1,C2,C3)を備えた金属コードの製造方法に関する。コードは、第1の内側層又はコア(C1)に直径d2のN(Nは3から12まで様々である)本のワイヤをピッチp2で螺旋の状態に一緒に巻き付けて第2の中間層(C2)を形成したものである。加うるに、第2の中間層に直径d3のP(Pは8から20まで様々である)本のワイヤをピッチp3で螺旋の状態に一緒に巻き付けて第3の外側層(C3)を形成する。この方法は、次のステップ、即ち、コア(C1)を充填ゴムで被覆する第1の被覆ステップ、このように被覆された第1の層(C1)周りに第2の層(C2)のN本のワイヤを組み立てると共にツイスティングして「コアストランド」と呼ばれる中間コード(C1+C2)を「組み立て箇所」呼ばれる箇所で形成する第1の組み立てステップ、組み立て箇所から見て下流側で、コアストランド(C1+C2)を充填ゴムで被覆する第2の被覆ステップ、第3の層(C3)のP本のワイヤを被覆されたコアストランドの周りに組み立てると共にツイスティングする第2の組み立てステップ及び最終の撚り値バランス取りステップを有する、本発明は又、かかる一方法を実施するために用いられる装置に関する。 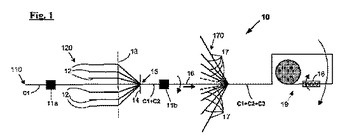 (もっと読む)
(もっと読む)
スチールコードの製造方法
【課題】磁力レベルが低く、また磁場分布が平滑なスチールコードの製造方法を提供する。
【解決手段】スチールコードの製造方法において、巻き取り中のスチールコードに4000A/m以上の静磁場を通過させる。または、スチールコードの製造方法において、巻き取り中のスチールコードに表面磁力が5mT以上の磁石または電磁石を接触させる。また、本発明の空気入りタイヤは、本発明のスチールコードの製造方法により製造されたスチールコードを補強材として用いたものである。
(もっと読む)
タイヤコード処理装置
【課題】タイヤコードのディップ処理などの加工処理を無休止連続運転で行うことができ、さらにコードのジョイントが製品に混入することを防止できるようにするタイヤコードの処理方法の提供。
【解決手段】タイヤコード11を走行させつつ該コード11を処理する処理装置本体17と、前記処理装置本体17にタイヤコード11を供給する供給装置19と、処理済タイヤコードの巻き取る巻き取り装置20を備えたタイヤコード処理装置10において、前記供給装置19から供給されるタイヤコード11のジョイント36を検出し、そのジョイント検出信号を前記巻き取り装置20に発信するジョイント検出器21を設け、前記巻き取り装置20が2軸の巻き取り軸18a、18bを有し、前記ジョイント検出信号に基づいて前記処理済みコードの巻き取り軸を18aから18bに自動交換する。
(もっと読む)
撚線機およびそれを用いた撚線の製造方法
【課題】特にスチールコードの製造用途に好適であって、撚り戻りを解消した撚線をコンパクトな装置構成で得ることができる撚線機およびそれを用いた撚線の製造方法を提供する。
【解決手段】シングルツイストバンチャー型の撚線機である。回転軸に沿って入線する素線束1を自転により巻取り繰出して走行させるキャプスタン11およびその繰出し部から回転軸まで素線束を誘導する出線ガイド12を備え、回転軸を中心に公転する回転送り装置10と、回転送り装置と同軸で回転可能に配置された巻取り用スプール軸40と、巻取り用スプール軸を回転させるスプール軸回転装置30と、回転送り装置と同軸で回転して、出線ガイドにより回転軸まで誘導された素線束を巻取り用スプール軸40に巻付けるフライヤー式巻付け装置20とを具備し、回転送り装置10、フライヤー式巻付け装置20およびスプール軸回転装置30が、それぞれ独立して駆動可能に形成されている。
(もっと読む)
線条体自動束取方法及びその装置
【課題】線条体の印字作業を自動化する際に、毎回の束取り時に、印字部の位置で切断される事態を避ける。
【解決手段】連続的に送出される線条体3の条長を第1計尺器7で計測した直後に、線条体3の表面に所定の間隔(ピッチP)毎に自動的に印字部9を印字し、この印字された線条体3の条長を第2計尺器15で計測した後に、この第2計尺器15の計測による線条体3の所定量の条長分だけ束巻きし、かつ切断してから所定の結束位置で結束する。束巻きした線条体3を結束する時に、連続的に送出された線条体3を貯線機13で一時的に貯めると共に、所定量の条長分だけを巻き取り停止した巻取停止位置と所定の結束位置との位相差α分を所定量に加えた条長を第2計尺器15で計測し、この計測した位相差α分だけを次の束取りのために加算するように補正して自動的に各束の最初の印字内容を印字開始する位置を位相差α分遅らせることを特徴とする。
(もっと読む)
撚線の残留トーション測定装置並びにそれを備えた撚線機および撚線の巻取り機
【課題】撚線の残留トーションを高精度に測定することができ、設備投資が安価であって、かつ、生産性についても向上できる撚線の残留トーション測定装置並びにそれを備えた撚線機および撚線の巻取り機を提供する。
【解決手段】複数のワイヤからなる撚線20の残留トーションの測定装置1である。撚線20をU字状に通線する少なくとも3個のシーブ2,3,4を備え、シーブのうち中央下部に配置されたシーブ4の垂直方向の直径を通る軸周りの回転角度を測定することにより撚線の残留トーションを測定する。中央下部シーブ4が他構成部品と実質上非接触で撚線20上に吊り下げられた状態で、回転角度を測定する。
(もっと読む)
防食PC鋼材及びその製造方法
【課題】グラウンドアンカーに用いられるアンボンド防食PC鋼材、その製造方法、装置を与える。
【解決手段】防食PC鋼材Cは、複数の鋼素線を撚り合わせ、その外周に熱可塑性合成樹脂又は亜鉛メッキのような保護薄膜2を施したPC鋼撚り線1の所定長さの外周に油脂性の防食層3を塗布、その上に合成樹脂の薄膜フィルム4を被せ、さらにその上に保護被覆層5を備える。その製造装置は、保護薄膜を施したPC鋼撚り線1を送る送りローラ11、これに油脂性の防食層3を塗布する塗布装置13、その外周に薄膜フィルム4を供給するフィルム供給手段14、これに薄膜フィルム4を巻く巻付け手段15、所定位置に固定する装置からなる。
(もっと読む)
スチ―ルコ―ド製造方法及びその製造装置
【課題】
多数のフライヤを取り付けて多重撚りを与えることにより生産能力を向上させることができるスチールコードの製造方法・装置を提供する。
【解決手段】
スチールコードの製造過程中ボビン(1)から供給される複数の金属フィラメント(2)を引き揃えた後、ターンローラとフライヤとを利用して撚りを与える段階において、
第1の対のターンローラ(11, 12)の間の領域に配置された第1の対のフライヤ(9, 10)により、金属フィラメント(2)に撚りを与え、
第2の対のターンローラ(11', 12')の間の領域に配置された第2の対のフライヤ(9', 10')により、金属フィラメント(2)に4重の撚りを与え、
前記第1の対のフライヤ(9, 10)は、前記第2の対のターンローラ(11', 12')の間に設置されている。
(もっと読む)
極細撚線の製造方法及び製造装置
【課題】 設備費を抑えつつ小さなスペースにて効率良く高品質の極細撚線を製造することが可能な極細撚線の製造方法及び製造装置を提供する。
【解決手段】 本発明の極細撚線の製造方法は、複数本の極細導体Sa,Sbを撚り合わせて極細撚線Yとする極細撚線の製造方法であって、極細導体Sa,Sbが巻かれた複数個のサプライリール21をクレードル12の上に配置し、クレードル12を回転させながらキャプスタン31で各サプライリール21から極細導体Saを引き出し、各サプライリール21から繰り出される極細導体Sa,Sbを、目板24に形成された導体ガイド孔26及び中心線ガイド孔25を通してダイス27で集線させて撚り合わせ、極細撚線Yとする。
(もっと読む)
集合ケーブルの製造方法及びその装置
【課題】複数の集合素線を集合して集合ケーブルを製造する際に、前記複数の集合素線にかかる外圧を減少せしめてたるみ(ゆとり)を持たせて集合撚りする。
【解決手段】中心材3の周囲に複数の集合素線5を回転せしめて撚り合わせ集合し、この集合撚りされた集合ケーブル1を一定の高張力で巻き取る際に、前記中心材3に前記集合素線5より伸びが小さい抗張力体を使用し、前記集合ケーブル1を中心材3のまわりに前記複数の集合素線5の回転方向と同じ方向に回転せしめて巻き取ると共に、この巻取時の集合ケーブル1の中心材まわりの回転数nを前記複数の集合素線5の集合撚り時の回転数Nより任意に小さくすることにより(N>n)、前記中心材3に対する複数の集合素線5のたるみ量を容易に且つ正確に調整する。
(もっと読む)
撚り機、撚り線製造方法、プライ、及び空気入りタイヤ
要求される性能を満たす短尺の撚り線を効率良く製造できるコンパクトな撚り機、撚り線製造方法、この撚り機又は撚り線製造方法で撚られてなるプライ及び空気入りタイヤを提供することを課題とする。
撚り機は、供給された複数本の素線を撚ってコード20とすると共に、このコード20に送り力を加える回転体30を有する。回転体30は送り機構58をハウジング31内に有しており、送り機構58によって回転体30からコード20が送り出される。また、撚り機は、撚り点のコード側又は素線側の何れか一方を開放にして撚る。これにより、回転性、真直性に優れたコード20を形成することができるコンパクトな撚り機を実現することができる。  (もっと読む)
(もっと読む)
1 - 15 / 15
[ Back to top ]