
Fターム[3C001KA05]の内容
Fターム[3C001KA05]に分類される特許
21 - 40 / 125
工作機械の熱変位補正方法および熱変位補正装置
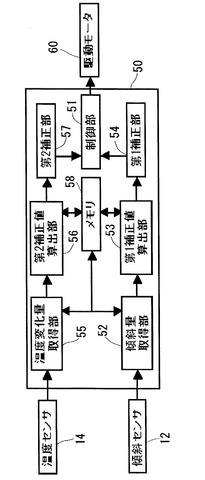
【課題】工作機械の電源投入直後からより高精度に熱変位補正が可能な工作機械の熱変位補正方法および熱変位補正装置を提供すること。
【解決手段】傾斜量取得部52は、電源投入(時点t0)直後に、コラム10に設定された傾斜検査点P1の傾斜量θaを直接取得するようにしているので、この傾斜量θaをもとにコールドスタート時に高精度な熱変位補正が可能となる。この傾斜量の取得はコラム10が移動しているときは困難であるが、温度変化量取得部55は、電源投入(時点t0)から所定時間(時点t1)経過後に、コラム10に設定された各温度検査点Pa0〜Pa5の温度分布の時間的変化量を取得するようにしているので、コラム10が移動していても温度分布の時間的変化量をもとに高精度な熱変位補正が可能となる。よって、加工のサイクルタイムのロスを解消することができ、加工効率を向上させることができる。
(もっと読む)
加工装置による被加工物の加工方法

【課題】温度変化の影響を受けずに、チップの刃先を設定された位置に固定保持する段取り作業を実施可能な、加工装置による被加工物の加工方法を提供する。
【解決手段】内周面50bの加工の際、チップ31の取付け姿勢を調整するために行われる段取り作業100は、一定気温の室内にてチップ31をホルダー部32に取付けるセッティング工程(ステップS101)と、その後ホルダー部32の温度をクーラント液52と一致させ、ホルダー部32を主軸4に取付ける取付工程(ステップS102)と、その後ホルダー部32の温度をクーラント液54と一致させ、内周面50bを加工する加工工程(ステップS103)と、その後被加工物50の温度を測定し、制限時間(t)内に筒状部50aの内径寸法を測定し、該内径寸法より前記測定温度に見合った被加工物50の熱膨張量分を加減算して前記内径寸法を補正する測定工程(ステップS104)とにより構成される。
(もっと読む)
工作機械の熱変位補正方法および熱変位補正装置
【課題】簡易な構成でより高精度に熱変位補正が可能な工作機械の熱変位補正方法等を提供すること。
【解決手段】支持剛性推定部54は、コラム10に対する経時変化した水平方向の支持剛性Kh、垂直方向の支持剛性Kvを、熱伸長量取得部52、温度変化量取得部53において取得される部材15(コラム10)の熱伸長量ΔL、温度変化量Δtに基づいて推定している。コラム10の姿勢に大きく影響する支持剛性Kh,Kvが経時変化した場合、支持剛性推定部54は、熱伸長量ΔL、温度変化量Δtに基づいて経時変化した支持剛性Kh,Kvを一旦推定し、熱変位量導出部55は、該支持剛性Kh,Kvに基づいてコラム10の水平方向の熱変位量ΔM1hおよび垂直方向の熱変位量ΔM1vを求めている。よって、水平方向の熱変位量ΔM1hおよび垂直方向の熱変位量ΔM1vの精度を高めることができ、簡易な構成でより高精度な熱変位補正が可能となる。
(もっと読む)
切削加工装置,切削加工方法
【課題】単純な構成で長時間の加工においても、切り込み深さの変化を少なくできる高精度な微細表面加工を可能とする。
【解決手段】被加工物6はY方向に移動するY軸ステージ3上に固定され、加工を行う工具5はZ軸ステージ4に固定された工具ホルダに取り付けられる。また、被加工物6の上方に基準プレート14の参照面11を設置し、加えて工具5の後端部に参照面11とのギャップを測定する変位検出センサ12を設置する。加工機1の駆動によるモータ部や摺動部の発熱によって、加工する被加工物6と工具5との相対距離が変化するが、変位検出センサ12により常に参照面11を測定しながら加工する。これにより、NC制御器7により加工中のZ軸方向の変化量を算出し、補正制御することで被加工物6を高精度に加工できる。
(もっと読む)
工作機械における温度に依存した位置変化を補償するための方法およびデバイス
【課題】工作機械での温度に依存した位置変化を補償すること
【解決手段】本発明は、少なくとも1つのリニア軸を有する工作機械での温度に依存する位置変化を補償するための方法およびデバイスに関する。本発明の方法によれば、工作機械の第1リニア軸の第1温度測定位置にて少なくとも1つの第1温度を得て、第1基準温度と第1温度との間の第1温度差を得て、この第1温度差に応じて第1補償値を決定し、第1補償値に応じて工作機械での温度に依存する位置変化を補償する。本発明は、第1補償値を更に第1リニア軸の軸位置に応じて決定することを特徴とする。
(もっと読む)
工作機械の制御方法および制御装置
【課題】加工における熱変位を制御し、加工の高精度化を図ることができる工作機械の制御方法および制御装置を提供することを目的とする。
【解決手段】複数の検査位置の温度を取得する温度取得工程52と、複数の検査位置における温度に基づいて支持体10の温度分布を作成する温度分布作成工程53と、支持体10に熱変位が生じているものと判定する判定工程54と、複数の動作経路を作成する動作経路作成工程55と、未加工の動作経路の順序を温度分布に基づいて変更する動作経路変更工程56とを備える。
(もっと読む)
工作機械の熱変位補正方法および熱変位補正装置
【課題】工作機械の熱影響による多様な変位状態に対応し、より高精度に熱変位補正が可能な工作機械の熱変位補正方法および熱変位補正装置を提供することを目的とする。
【解決手段】支持体10に設定された少なくとも3箇所の各検査点の熱変位位置を取得する検査点位置情報取得工程60と、各検査点における熱変位位置に基づいて、支持体10の変形形状の近似曲線Cを算出する近似曲線算出工程52と、移動体20の指令位置と近似曲線Cとに基づいて指令位置に対する補正値Rzを算出する補正値算出工程53と、補正値Rzにより移動体20の指令位置を補正する補正工程56とを備える。
(もっと読む)
工作機械の送り制御装置
【課題】 簡単な構成で精度良く熱変位補正が行えて、高精度な加工が行え、精度確保のためのコスト増を抑えられる工作機械の送り制御装置を提供する。
【解決手段】 対象となる工作機械は、ベッド6等の基台に対して進退自在に設置されてワークWまたは工具23を支持する移動台7と、この移動台7を進退させる進退駆動機構15と、送り制御手段33とを備える。前記基台および移動台7のいずれか一方に、移動台7の移動方向に沿う局部的な目盛り範囲40aのリニアスケール40を設ける。前記基台および移動台7の他方に、リニアスケール40を読み取るセンサ41を設ける。センサ41の読み取り値は、送り制御手段33の補正手段37による補正に用いる。
(もっと読む)
工作機械の機械変位補正システム
【課題】コラムなどの機械構造物の傾斜角度を直接検出することができる水準器などの傾斜角度検出器を用いた工作機械の機械変位補正システムを提供する。
【解決手段】工作機械の構造物に設置され、前記構造物の傾斜角度を検出して傾斜量データを出力する傾斜角度検出器(水準器)と、前記傾斜角度検出器から前記傾斜量データc1〜c6を入力する傾斜量データ入力部93と、前記傾斜量データ入力部で入力した前記傾斜量データc1〜c6に基づいて前記構造物の機械変位量を算出する機械変位量算出部94と、前記機械変位量算出部で算出した前記構造物の機械変位量に基づいて前記工作機械の移動軸(X軸、Y軸、Z軸)の補正量を算出する補正量算出部95とを有する補正装置92とを備えた構成とする。
(もっと読む)
工作機械、工作機械の温度測定部の数及び配置の決定方法及びプログラム
【課題】工作機械において熱変位量の推定を、逆解析により求めた熱源の同定方法によって精度良く熱変位の補正が可能である熱変位補正方法を提供する。
【解決手段】複雑な構造の駆動系の熱変位誤差を補正と、熱変位量の推定をする方法にあたって、まず、構造体に設置されている温度センサのうち有用性の高いものを温度測定部として選択し、次に、被測定構造体の熱源領域の設定を行い、被測定構造体の温度上昇量を行い、次いで逆解析により熱源領域の熱流入量を測定し、熱流入量を変数とする熱変位の補正式の確立が行われる。続いて各熱源への熱流入量を考慮した熱変位量の推定を行い、熱流入量に基づく熱変位補正が可能になる。
(もっと読む)
工作機械
【課題】 熱変位が生じても、主軸中心と工具刃先や刃物台との距離を精度良く測定することができて、加工精度の向上が図れる工作機械を提供する。
【解決手段】 チャック17の回転中心に被検出軸21を設ける。刃物台18に、被検出軸21の周囲を取り囲み可能なセンサヘッド22を設ける。このセンサヘッド22に、被検出軸21の外周面に対する隙間を検出するギャップセンサSを複数箇所に設ける。これら各ギャップセンサSの出力から主軸6の中心位置を求めて主軸中心と刃物台8との距離を計算する主軸中心・刃物台間距離計算手段28を設ける。
(もっと読む)
工作機械
【課題】 主軸の軸心と工具の刃先間の主軸半径方向の距離を精度良く計測することができて、加工精度の向上が図れる工作機械を提供する。
【解決手段】 第1基準位置P1に対する主軸半径方向の主軸軸心位置Oを計測する主軸側位置計測手段20と、第2基準位置P2に対する刃物台7の位置を計測する刃物側位置計測手段30とを設ける。主軸側位置計測手段20は、主軸半径方向に延びるスケール21および読取部22からなり、スケール基端および読取部22のいずれか一方を主軸台5等の主軸軸心Oの付近に設置し、他方を第1基準位置P1に設置する。刃物側位置計測手段30は、スケール31の基端および読取部32のいずれか一方を刃物台7等に設置し、他方を第2基準位置P2に設置する。
(もっと読む)
工作機械、その工作機械の熱流入量および温度分布を近似する方法ならびにその方法のためのプログラム
【課題】複雑構造を有する複合工作機械の熱変位補正の高精度化を図るため,工作機械機体の熱源熱量に基づいた熱変位補正式を構築し,その補正式による熱変位量補正方法を提供する。
【解決手段】被測定構造体の温度測定部における温度上昇量の測定結果から逆解析手法を用いて工作機械機体の熱源熱量を推定する手段と,その推定熱源熱量から工作機械機体の温度上昇分布を計算する手段と,工作機械機体の温度上昇分布から工作機械機体の熱変形を計算する手段と,工作機械機体の熱変位量と熱源熱量の関係に基づいて熱変位補正式を構築する手段とを有することを特徴とする工作機械であって,工作機械機体の構造を反映した熱変位補正式の構築が可能であり,工作機械機体の熱変位を高精度に補正することができる。
(もっと読む)
精密加工機械
【課題】機械本体、スケール、ワーク等の各温度を制御することにより高い加工精度が安定的に得られる精密加工機械を提供する。
【解決手段】主ベッド部2、副ベッド部3、コラム4等のブロック体に設けられた油静圧摺動面9、10、11に供給される静圧油の温度を調節するに際し、それぞれのブロック体の測定点20、30、40で、ブロック体の室温の環境下に置かれた部分の温度を測定し、その温度を基に調節するようにした。
(もっと読む)
数値制御式工作機械の熱変位補正方法及びその熱変位補正装置
【課題】工作機械の熱変位を高精度に補正する方法及びその装置を提供する。
【解決手段】ボールネジシャフトの全長を複数分割した複数区間に発生する発熱量を、X軸モータの回転速度と制御データとに基づいて50ms毎に求めると共に、ベアリングホルダの温度上昇を50ms毎に検知する。次に、複数区間の発熱量を6400ms分累積した合計発熱量と、ボールネジシャフト端部の温度上昇の代わりにベアリングホルダの温度上昇を用いた非定常熱伝導方程式とに基づいて、複数区間の温度分布を6400ms毎に演算する。最後に、温度分布からボールネジシャフトの複数区間の熱変位量を6400ms毎に演算し、複数区間の熱変位量に基づいて、ボールネジシャフトのナット移動範囲を複数分割した複数の補正区間毎に制御データを夫々補正する補正量を6400ms毎に演算する。
(もっと読む)
数値制御式工作機械の熱変位補正方法及びその熱変位補正装置
【課題】工作機械の熱変位を高精度に補正する。
【解決手段】ボールネジシャフトの回転速度の増大に応じて向上する放熱性を考慮して熱変位量を演算することで、ボールネジ機構の為の精度を高めた熱変位補正方法及びその熱変位補正装置を提供する。非定常熱伝導方程式の熱伝導マトリックスに含めた放熱関数h(ω)は、サーボモータ71の回転数が増加するのに応じて放熱性が増加する特性に設定され、熱伝導マトリックス[H]は、区分の形状及び材質を反映する第1熱伝導マトリックス[K]と放熱関数h(ω)とボールねじ機構の構造を反映する第2熱伝導マトリックス[hF]とから構成されるため、ボールネジシャフト81からの放熱量を加味した熱変位量を演算して、高精度な熱変位補正を行う。
(もっと読む)
数値制御式工作機械の熱変位補正方法及びその熱変位補正装置
【課題】数値制御装置における演算処理の負荷を抑制しつつ、高精度な熱変位補正を行うことができる数値制御式工作機械の熱変位補正方法及びその熱変位補正装置を提供することである。
【解決手段】ボールネジシャフトの前側軸部とナット部移動範囲を80mm間隔で5つの演算区間に分割し、後側軸部を1つの演算区間とする。6つの演算区間に発生する発熱量を、テーブルの送り速度と送りデータに基づいて50ms毎に求める。求めた発熱量を6400ms分累積した合計発熱量Q1〜Q6及びQTと非定常熱伝導方程式とに基づいて、6つの演算区間の温度分布を6400ms毎に演算する。温度分布から6つの演算区間の熱変位量を6400ms毎に演算し、演算した熱変位量に基づき、15個の補正区間の区切り位置のピッチ誤差補正量を夫々補正する補正量を6400ms毎に演算する。
(もっと読む)
位置決め装置
【課題】ボールねじの伸縮量をより適切に検出し、位置決め精度をより向上させることができる位置決め装置を提供する。
【解決手段】ボールねじNXの先端までの軸方向の距離を検出可能な距離検出手段NXSが、ボールねじの先端から任意の距離の位置かつ基台に対して固定された位置に設けられており、基台BSの温度を検出可能な温度検出手段SXが基台BSに設けられている。制御手段には、基準温度時における基台基準長さKと、基準温度時におけるボールねじ基準長さAとが記憶されている。そして、基台基準長さK、基台基準長さKと検出温度から演算にて求めた基台の伸縮量ΔK、検出距離ΔXを用いて、基準位置STXからボールねじNXの他端までの長さであるボールねじ実長さA+ΔAを求め、求めたボールねじ実長さA+ΔAと、ボールねじ基準長さAとに基づいて、可動体を位置決めするボールねじNXを回転させる駆動モータMXの制御量を補正する。
(もっと読む)
ボールねじの熱変位検出装置および熱変位検出方法
【課題】水分や油分の付着に由来する誤検出の問題は生じず、より信頼性に優れたボールねじの熱変位検出装置を提供する。
【解決手段】本発明は、一側端が回転可能且つ軸方向に移動不能に支持され、他端側が回転可能且つ軸方向に移動可能に支持されるボールねじ7の熱変位を検出する装置であって、ボールねじ7の他端側の端面に、間接的又は直接的に接触するようにリニアセンサ40のセンサロッド42を取り付ける。これによれば、ボールねじ7の端面とセンサロッド42とが接触する状態で熱変位を検出することができるので、従来の電磁誘導センサを検出要素とする形態においては不可避であった、ボールねじ7の他端側の端面に水分や油分等が付着することに起因する誤検出の問題は生じず、信頼性に優れた熱変位検出装置を得ることができる。また、電磁誘導センサのように、ボールねじ7の端面の中心に対する厳密な位置合わせ作業は不要であり、熱変位検出装置の低コスト化に貢献できる。
(もっと読む)
数値制御式工作機械及びその熱変位補正方法
【課題】 数値制御式工作機械及びその熱変位補正方法において、数値制御式工作機械の稼働後、温度上昇が安定化するまでの過渡的状態での、補正量をボールネジシャフトの実際の伸び量に近似させることができ、且つ長時間にわたって機械加工を行う場合に高精度の機械加工を行うことができること。
【解決手段】 メモリ運転モード又はMDI運転モードである場合(S3;Yes)、加工プログラムの1ブロック読み込みを行う(S4)。次に、読み込んだブロックがG0指令であるか否かを判断し、G0指令である場合(S5;Yes)、RAM53を参照し未処理の補正量があるか否かを判断する。今回の補正量演算タイミング経過後に補正処理を実行していないため、未処理の補正量がある場合(S6;Yes)、補正処理を実行する(S7)。G0指令による位置決め動作を実行した後(S8)、S1へリターンする。
(もっと読む)
21 - 40 / 125
[ Back to top ]