
Fターム[3C001KA05]の内容
Fターム[3C001KA05]に分類される特許
61 - 80 / 125
工作機械の位置測定方法とその装置
【課題】簡素な構成のレーザ光線を有する測定装置で、NC工作機械の3軸方向の位置座標値を同時に検出し、変位値を演算処理して、熱変位等の補正値とする。
【解決手段】回転主軸4とテーブル6との間でX軸、Y軸、Z軸の3軸方向の相対移動を行いワークを加工する工作機械に適用する。テーブル6上にレーザ光線11を照射する発光器12と受光器13を配置する。回転主軸4に端部を円錐形状部とした測定工具8を装着する。ワークの加工前と加工後に、テーブル6と測定工具8との相対移動でレーザ光線11を測定工具8の円錐形状部15に遮断させる。この遮断時にスキップ信号を送出し、位置を検出し演算処理し、X、Y,Zの各軸の加工前と加工後の差を算出し補正値を求める。
(もっと読む)
工作機械の熱変位補正方法、熱変位補正装置及びその熱変位補正用プログラム

【課題】 工作機械の温度上昇が安定化するまでの過渡的状態において、補正量をボールねじシャフトの実際の伸び量に近似させることができる工作機械の熱変位補正方法、熱変位補正装置及びその熱変位補正用プログラムを提供すること。
【解決手段】 温度分布演算回路19は電流と回転数から飽和温度を算出し、X軸モータ71の上昇温度を計算する。この上昇温度とX軸モータ側軸端部温度から前部軸受部発熱量の計算を行うと共に、ボールねじシャフト81の各区間の発熱量を算出した後、これら発熱量とパラメータメモリ20に記憶される各種データとから各熱源部の温度分布を算出する。モータの発熱量と放熱量とが均衡するまでの期間は、補正値を求める演算にモータの温度上昇に基づく第2発熱量を用いることにより、モータ温度の変化に追従した精度の良い補正量を得ることができる。
(もっと読む)
工作機械
【課題】主軸の各軸方向への移動によりコラムが変形しても、加工精度の低下を防止することができる工作機械を提供する。
【解決手段】工具TとワークWとを相対移動させて当該ワークWを加工する工作機械1であって、工具Tを着脱可能に装着する主軸19を回転可能に支持するサドル16と、サドル16を移動可能に支持し、且つ、移動可能に設けられるコラム14と、サドル16及びコラム14の少なくともいずれか一方の移動により発生したコラム14の変形を検出するコラム変形検出装置30とを備え、コラム変形検出装置30の検出結果に基づいて、工具T及びワークWの少なくともいずれか一方の移動に補正を行う。
(もっと読む)
複数の主軸を備えた旋盤
【課題】複数の加工エリア間を移動する刃物台を備えたNC旋盤における工具位置指令の補正手段に特徴があるNC旋盤に関し、ワークの加工精度を向上させて、重切削や精度の高い仕上げ加工を共に行うことが可能な技術手段を得る。
【解決手段】複数の主軸2h、2mが属する加工エリアAh、Amで共通して使用される工具を装着した刃物台4uを備え、当該刃物台は、主軸選択Mコードを含む加工プログラム11uで制御され、そのNC制御部には、それぞれの主軸が属する加工エリアAh、Amごとに別個の補正演算式15uh、15umが登録されている。Mコードによって加工エリアが変換されたとき、変換先の加工エリア用に登録された補正演算式が呼び出されて、当該Mコードに続く加工プログラム部分を実行するとき、その呼び出された補正演算式を用いて指定値を補正した指令値で上刃物台4uの位置を制御する。
(もっと読む)
工作機械の温度制御装置
【課題】工作機械との双方向のデータ送受信を可能とし、工作機械と温度制御装置との間の通信情報の自由度を大幅に拡大して、温度制御に対する多様なニーズに応え、多様な形態の温度制御を実施することのできる工作機械の温度制御装置を提供する。
【解決手段】工作機械30からの指令データを受信するとともに、前記指令データに対する応答データを送信するための双方向通信インターフェース15と、前記指令データの内容を解析し、前記指令データに対する応答データを作成して前記双方向通信インターフェースを介して送信する通信データ処理部14と、前記工作機械に熱媒体液を循環させる冷却回路2と、前記冷却回路に循環させる熱媒体液の温度を制御するための温度制御手段10,11とを有する。
(もっと読む)
基板加工機の運転制御方法
【課題】ガラス基板の切断辺を整形加工する面取機その他の基板加工機であって、基板加工ラインや液晶パネル製造ラインなどに組込まれて連続加工を行う基板加工機の運転制御方法に関し、ラインが停滞した後の自動再起動後に基板の加工精度が低下して不良品が発生するのを防止する。
【解決手段】ラインの停滞などにより自動停止したとき、その停止時間を計時し、自動停止後の運転の自動再開の際に、計時された時間が許容停止時間を超えているかどうか判定し、計測された時間が許容停止時間を超えていないときはそのまま運転を開始し、許容停止時間を超えているときには、所定時間ないし所定回数の暖気運転を行い、更に制御器に登録されている加工寸法の指令値に対する新たな補正値を登録したあと運転を再開する。
(もっと読む)
数値制御装置、数値制御プログラム及び数値制御プログラムを記憶した記憶媒体
【課題】所定の軸の駆動を停止させて工作機械を動作させる数値制御装置を提供する。
【解決手段】加工プログラムに「M300」指令があれば主軸フラグ「1」とする。「M301」指令があれば主軸フラグを「0」とする。「M302」指令があればテーブルフラグを「1」とする。「M303」指令があればテーブルフラグを「0」とする。主軸フラグが「1」、テーブルフラグが「1」ならば(S31:YES、S32:YES)、主軸の回転、テーブルの移動を禁止して処理を実行する。主軸フラグが「1」、テーブルフラグが「0」ならば(S31:YES、S32:NO)、主軸の回転を禁止して処理を実行する。主軸フラグが「0」、テーブルフラグが「1」ならば(S31:NO、S33:YES)、テーブルの移動を禁止して処理を実行する。主軸フラグもテーブルフラグも「0」ならば(S31:NO、S33:NO)、通常通り指示に応じた処理を実行する。
(もっと読む)
工作機械における熱変位検出装置
【課題】ワークの加工精度を向上できるとともに、設備コストを大幅に軽減できる工作機械の熱変位検出装置を提供する。
【解決手段】ベッド11に対しX軸サドル13、Z軸サドル18及び主軸装置27を備えたY軸サドル23をX軸方向、Z軸方向及びY軸方向にそれぞれ往復動可能に装着する。前記Z軸サドル18の側面に加工しようとするワークの材質と同じ材質のゲージ31をY軸方向に指向するように装着する。前記ゲージ31に対し第1及び第2位置センサ34,35を上下方向に所定の間隔をおいて取り付ける。前記Y軸サドル23に対し前記第1及び第2位置センサ34,35と対応するように検出片36を取り付ける。前記ゲージ31のクーラント通路31bにワークの加工中に供給されるクーラント供給装置の配管43からクーラントを供給し、加工されるワークとゲージ31とをほぼ同じ温度に保持する。
(もっと読む)
横型マシニングセンタ
【課題】 主軸の熱により主軸ヘッドが熱膨張しても、工具をワークに対して正確に接近、離隔させるようにした横型マシニングセンタを提供する。
【解決手段】 主軸ヘッド5の先端側に低膨張材から成る前後方向に伸びた軸部材14の一端を固着し、主軸ヘッド5により前後移動可能に支持された軸部材14の他端に検出片16を取り付け、その検出片16を検出可能な検出センサ18をサドル4に配置し、主軸6の熱の影響を受けない軸部材14に取り付けた検出片16の位置を検出することで、主軸6の熱による主軸ヘッド5の熱膨張量が正確に測定され、その測定値を基に主軸ヘッド5を前後方向に移動してワークWと主軸ヘッド5の先端の距離Hを正確に補正することができる。
(もっと読む)
数値制御方法及び数値制御装置
【課題】各誤差に対応した補償技術を併せて用いることなく、より簡単な構成で各種誤差を統合的に補償する。
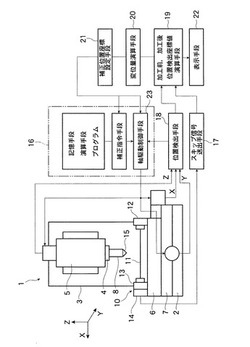
【解決手段】数値制御装置においては、指令位置算出手段12より算出された指令位置を基に変形誤差推定手段18にて変形誤差の推定値が演算され、指令位置を基に位置決め誤差推定手段19にて位置決め誤差の推定値が演算され、機械の各所に組み込んだ温度センサで計測した温度を基に熱変位推定手段20にて熱変位の推定値が演算される。これらの各推定値は機械の幾何誤差の一部として他の幾何誤差と共に扱われ、幾何誤差補償値演算手段16にて各軸に対する幾何誤差の補償値が演算される。この補償値を補償値加算手段17にて指令位置に加算することでサーボ指令値変換手段13に渡る指令位置が更新される。
(もっと読む)
サーフエスブローチ盤及びサーフエスブローチ加工方法
【課題】最初の試作ワークで要求精度が出ても、その後の被加工品の製品加工において、ラムの熱変位による倒れ、ねじれ、各ボールネジの伸縮をを含む変位を補正した、被加工物を要求通りに加工するために何度も加工途中での測定、補正値入力等の作業者による手入力を必要としないサーフエスブローチ盤を提供。
【解決手段】前後テーブル 7の左右前端に固定した1対の変位センサ 11a,11b、及びコラム 1左右前面に固定した変位センサ 11a,11bが当たる1対の基準面 12a,12bをそれぞれ被加工物と同じ高さの位置に取付けた。
(もっと読む)
ボールねじの熱変位補償方法と、その補償方法を実行するNC工作機械
【課題】 ボールねじの伸び量を精度よく推定し、可動部の位置ずれを精度よく補正する技術を提供する。
【解決手段】単位測定時間の間に特定された可動部の存在区間と検出された可動部の移動速度から、(1)各々の区間について、可動部が通過した際の速度を単位測定時間に亘って合計した合計速度と、時定数τを用いて累計補正速度を計算し、(2)区間の並びと累計補正速度から形成される2次元領域の重心の位置を特定し、原点からその重心までの距離Gを計算し、(3)2次元領域の面積Qを計算し、(4)原点近傍と中間点近傍と終点近傍の少なくとも3つの点について近似式を決定するための係数を計算し、(5)実際運転時の面積Qと距離Gを利用して、3つの点における可動部の位置ずれ量を計算し、(6)2次補間を利用して、可動部の移動範囲全域における位置ずれ量を計算し、(7)ピッチ誤差補正量を、可動部の位置ずれ量で修正する。
(もっと読む)
スクリューロータ加工方法及び加工装置
【課題】工具とワークとの位置関係が熱によってずれたとしても、スクリューロータを高精度に加工する。
【解決手段】スクリューロータ加工方法は、工具(110)をワーク(120)に対して相対移動させる所望の目標工具経路から加工装置(100)で工具(110)とワーク(120)とをそれぞれ移動させるためのNCデータを作成する数値データ作成工程と、加工装置(100)がNCデータに基づいて工具(110)とワーク(120)とをそれぞれ移動させて、工具(110)でワーク(120)を加工する加工工程とを含んでいる。数値データ作成工程は、1つのワーク(120)の加工が完了したときに、工具(110)及びワーク(120)の熱変位を測定し、その熱変位に基づいて所望の目標工具経路に対するNCデータを再作成する数値データ再作成工程を含んでいる。
(もっと読む)
工作機械及びその使用方法
【課題】加工の精度を高く維持しつつ、多数のワークWに対する一連の加工の作業時間を短くして、生産性を十分に向上させること。
【解決手段】第1被計測箇所におけるワーク取付フレーム9に対する工具保持フレーム25の相対距離S1を計測する第1計測手段35と、第2被計測箇所におけるワーク取付フレーム9に対する工具保持フレーム25の相対距離S2を計測する第2計測手段37と、第1被計測箇所における相対距離S1及び第2被計測箇所における相対距離S2に基づいて、環境温度変化によるX軸方向の熱変形誤差Eaを含むX軸方向の機械変動誤差Eを演算する変動誤差演算手段41と、X軸方向の機械変動誤差Eに基づいてアクチュエータ29の指令値Hを補正する指令値補正手段43と、補正済みの指令値Hに基づいてアクチュエータ29を制御するアクチュエータ制御手段45とを具備したこと。
(もっと読む)
NC旋盤およびマシニングセンタを使用したドライ切削の仕上げ加工方法
【課題】切削熱によりワークの温度が上昇し、熱い状態で仕上げ加工をしても、不良品にならず、良品が加工できるドライ切削の仕上げ加工方法を提供する。
【解決手段】ドライ切削用工作機械を使用したドライ切削の仕上げ加工方法は、荒引き、中引き加工が終わり、仕上げ加工に入るときにワーク温度t2を測定し、ワーク温度t2から室温t1を減算してワーク上昇温度tを求める第1工程と、基準寸法Dが前記ワーク上昇温度tによって膨張したその膨張後の仕上げ寸法D1を求める第2工程と、前記膨張後の仕上げ寸法D1に公差分を加算して最終仕上げ寸法D2を決める第3工程と、前記基準寸法Dを前記最終仕上げ寸法D2に補正してNCプログラムを実行させる第4工程と、を含むことを特徴とするドライ切削の仕上げ加工方法である。
(もっと読む)
加工装置
【課題】加工工具の先端位置の変化量または変化率が、ある程度の大きさを有している場合であっても、その先端位置をより正確に推定することが可能であり、加工工具の材質や長さ、及び主軸の回転速度等にかかわらず加工中の熱変位による誤差をより抑制することが可能であり、暖機運転時間をより短くすることが可能な加工装置を提供する。
【解決手段】加工を開始する前に、加工で用いる回転速度で主軸を回転させ、工具先端位置測定手段からの信号に基づいて加工工具の先端位置(G1)を求めるとともに、主軸変位量測定手段からの信号に基づいて主軸の熱変位量(G2)を求め、求めた熱変位量(G2)に対する先端位置(G1)の比である補正係数(G3)を求め、加工を開始後は、求めた補正係数(G3)と主軸変位量測定手段からの信号を用いて、切込み移動手段の制御量を補正しながら加工する。
(もっと読む)
工作機械、熱膨張補正用制御プログラム及び記憶媒体
【課題】 主軸ヘッドの熱膨張とY軸駆動系の駆動軸の熱膨張との差を加味してY軸駆動系を補正可能にし、工作機械周辺の温度変化が大きい場合にも、Y軸駆動系の駆動軸のコラム側基端から主軸の軸心までの水平距離と、Y軸駆動系の駆動軸のコラム側基端からテーブル基準位置までの水平距離とを常に等しくしておくこと。
【解決手段】 線膨張係数α,βと、検出温度Tと標準温度T0との温度差ΔTに基づいてY軸補正量ΔyがΔy=[L×(α−β)×ΔT]の演算式により演算され、Y軸補正量ΔyがRAM27に記憶される(S3)。但し、ΔT=(T−T0)である。次に、演算されたY軸補正量Δyを0にするように−ΔyだけY軸モータ32が駆動される(S4)。
(もっと読む)
変位補正機能を備えた工作機械及び工作機械の補正方法
【課題】熱等により生じた変位を簡易な構成で計測し補正する機能を備えた工作機械、及び工作機械の補正方法を提供する。
【解決手段】Xタッチセンサ34及びYタッチセンサ36は直交配置され、それぞれX方向及びY方向に付勢突出し、同方向に所定量以上押し込まれたときにON状態となるように構成される。ガイドブッシュ22にはセンサブロック37が設けられ、センサブロック37にはタッチセンサ34及び36のローラ34b及び36bにそれぞれ当接可能なX基準面38及びY基準面39が形成される。基準面38及び39は互いに垂直な平面であり、それぞれX方向及びY方向に垂直である。バイトホルダ19が移動したときに、ローラ34bがX基準面38に垂直に当接し、ローラ36bがY基準面39に垂直に当接することができる。
(もっと読む)
工作機械、熱膨張補正用制御プログラム及び記憶媒体
【課題】 工作機械により機械加工するワークと駆動系の駆動軸の熱膨張係数が著しく異なる場合にも、主軸の工具をワークの加工基準に正確に位置合わせ可能にし、ワークと駆動軸の熱膨張差を補正して加工精度を向上可能にすること。
【解決手段】 プログラムメモリに記憶した加工プログラムが1行づつ読込まれ(S4)、読込まれた指令がY軸駆動系への移動指令か否かが判定され(S5)、Y軸駆動系への移動指令の場合(S5;Yes)、加工基準位置からのY軸方向の変位が発生するか否かが判定され(S6)、加工基準位置からのY軸方向の変位が発生する場合(S6;Yes)、移動指令の送り量をスケール倍率kを用いて補正した補正送り量が演算され(S7)、Y軸モータが駆動制御される。
(もっと読む)
工作機械の熱変位推定方法
【課題】温度センサの時定数や取付位置によって生じる測定温度のムダ時間を補償して、熱変位の推定精度を向上させる。
【解決手段】熱変位補正プログラムが開始されると、S1で温度センサによる温度測定が実行され、この間に主軸の回転速度が変化する(S2)と、カウンタがスタート(S3)して、S4で、予め設定した主軸回転速度と設定−相当発熱量との関係から、主軸回転速度変化前後での設定−相当発熱量の差となる補正係数を算出する。次にS5では、温度−相当発熱量を演算し、S6では補正係数と主軸回転速度変化後の経過時間とから補償量を算出し、S7ではそれらの和でムダ時間補償の相当発熱量を求める。そして、S8では、熱変位換算の推定演算をして、S9でNC装置による補正処理を行う。
(もっと読む)
61 - 80 / 125
[ Back to top ]