
Fターム[3C001TA01]の内容
Fターム[3C001TA01]の下位に属するFターム
工具、ワークに関するもの (227)
Fターム[3C001TA01]に分類される特許
21 - 40 / 104
加工機械の縦方向軸の制御方法
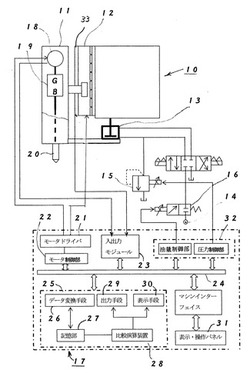
【課題】 縦方向駆動軸がハイリードボールネジ、リニアモータにより駆動されるので駆動トルクや加工推力を大きくすることは出来ないという欠点を取り除き、縦駆動軸の推力増加方法を提供すること。
【解決手段】 カウンターバランスの調節機構により制御される縦方向駆動軸を支えた縦方向軸本体を有する加工装置の縦方向軸制御方法において、縦方向主軸本体の駆動方向や目標位置との偏差または軸駆動モータの駆動電流の変化を測定し、カウンターバランスの調節機構を制御し、前記縦方向主軸本体の重力を駆動トルクや加工推力に利用する、ことを特徴とする縦方向軸制御方法。
(もっと読む)
位置決め装置

【課題】回転テーブルを支持する直動テーブルの傾きによる回転位置ズレを防ぎ、回転テーブル上の被加工物の位置決め精度を向上させる。
【解決手段】ロータリエンコーダを有する回転テーブル2は、移動方向に直交する2方向をガイド3a、3b及びベースプレート4によって支持された直動テーブル1に搭載される。リニアスケールカウンタ14a、14bの検出信号を減算器17によって減算することによって得られる直動テーブル1の傾きを、減算器19において、ロータリエンコーダカウンタ10の検出値から減算し、回転テーブル2の回転角度をフィードバック制御する。
(もっと読む)
補正パラメータ調整装置
【課題】実際の使用状態にある機械の運動軌跡をジグや工具を外さずに測定でき、誤差要因を分離して補正パラメータの適切な設定が可能な補正パラメータ調整装置を得ること。
【解決手段】補正パラメータ調整装置40は、可動軸を駆動するモータ1から検出される検出位置をフィードバックし、検出位置が指令位置に追従するようにモータを駆動することで機械の位置を制御する装置における機械の加速度を測定するための加速度計13と、加速度と検出位置とから機械運動を解析する機械運動解析部14と、機械運動の解析結果から機械の運動精度を向上させるための補正パラメータを決定する補正パラメータ計算部18と、を備える。
(もっと読む)
タッピング加工動作を行うタッピング加工装置
【課題】同期開始時における同期誤差を低減する。
【解決手段】タッピング加工装置(1)は、主軸(8)の回転角検出値とタップ加工工具(5)のネジピッチとに基づいて第三位置指令値を作成する第三位置指令値作成部(36)と、第一制御モードおよび第二制御モードを備えていて第二位置偏差に基づいて前記送り軸モータを駆動する送り軸制御部(30)と、第一制御モードから前記第二制御モードに切替わるときに取得された回転角検出値および第一位置偏差と前記ネジピッチとに基づいて送り軸位置補正値を作成する送り軸位置補正値作成部(37)とを具備する。第一制御モードにおいては第二位置指令値と送り位置検出値とから第二位置偏差が作成されると共に、第二制御モードにおいては送り軸位置補正値により補正された第三位置指令値と前記送り位置検出値とから第二位置偏差が作成されるようにした。
(もっと読む)
5軸加工機を制御する数値制御装置
【課題】5軸加工機における工具先端点位置と工具姿勢を誤差のない位置に移動させることが可能な数値制御装置の提供すること。
【解決手段】5軸加工機に発生する、直線軸依存並進誤差、回転軸依存並進誤差、直線軸依存回転誤差、回転軸依存回転誤差、に対応する補正量を設定することによって、それらの補正量から並進補正量ΔCtを求め、指令直線軸位置Plに加算するとともに回転補正量ΔCrを求め指令回転軸位置Prに加算する。補正量は、機械移動可能な領域全体に亘り格子状に分割し、各格子点において機械系に起因する誤差として測定し6次元格子点補正ベクトルとして予め求めておいたものを用いる。
(もっと読む)
多軸加工機における回転工具の位置合わせ方法
【課題】多軸加工機において、回転工具とワークとの位置関係を高精度に補正する。
【解決手段】XY平面上の予め定められた座標位置([−3,−3]、[3,−3])にて、ワークベンチ2をB軸周りの予め定められた回転角度(180度)毎に、ワーク7の表面にダミーカットを行い、これらB軸を中心に加工された複数のダミーカットP1〜P4の位置関係に基づいてB軸中心OBを算出し、算出したB軸中心OBに従って機械座標系を補正する。具体的には、P1及びP2のダミーカットを行い、ワークベンチ2をB軸周りに半回転させ、P3及びP4のダミーカットを行い、P1及びP3のダミーカット同士を結ぶ直線と、P2及びP4のダミーカット同士を結ぶ直線との交点を、B軸中心OBとして算出する。
(もっと読む)
加工装置における加工移動量補正値の決定方法
【課題】レーザ干渉計を用いることなく簡便に加工手段の加工移動量の補正値を求める。
【解決手段】切削手段40A,40Bのスピンドルヘッド部(加工部)42に取り付けた読み取り手段110によりチャックテーブル32に設置したスケール100,101の位置情報を読み取ってX・Y・X方向の実移動量を取得し、この実移動量と、各方向の移動量検出手段71〜73で検出される各可動ベース部22,52,62の検出移動量との差を加工移動量の補正値とする。
(もっと読む)
数値制御式工作機械
【課題】工具交換装置の位置ズレを簡単に調整することができる数値制御式工作機械を提供。
【解決手段】主軸ヘッド3が上昇したとき(S2;Yes)、CPU31はマガジンモータ55の電流値Iを検出し、検出した電流値IをRAM33に格納する(S3)。主軸ヘッド3が上昇を完了した場合は(S4;Yes)、CPU31は電流値Iが所定範囲内に有るか否かを判定する(S5)。電流値Iが所定範囲外の場合(S5;No)、CPU31は、RAM33から読み出した補正式と、RAM33に格納された複数の電流値Iのうちの最大電流値Imに基づいて、マガジンモータ55の回動量を補正する補正量αを演算する(S8)。CPU31は、RAM33から読み出した回動角θと演算した補正量αに基づいて、マガジンモータ55を駆動し工具マガジン10を回動角(θ+α)だけ回動させた後(S9)、CPU31は処理をS7へ移行する。
(もっと読む)
工作機械の送り駆動系の制御方法及び制御装置
【課題】象限突起の補正量を運転状況に応じて適正に定めるとともに、補正のタイミングや補正形状のズレを極小にし、象限突起の補償を十分に行う。
【解決手段】送り駆動系の制御方法は、サーボモータにより送り運動される移動体の位置検出信号と位置指令信号とが一致するように速度指令信号を生成し、サーボモータの速度検出信号と速度指令信号とが一致するように駆動力信号を生成し、この駆動力信号に基づいてサーボモータの駆動力を制御する。位置指令信号を先読みし、位置及び送り速度から送り駆動系に作用する摩擦力を推定する摩擦力推定工程21と、位置指令信号の入力から実際に移動体位置が駆動されるまでの制御系をモデル化し、このモデルの摩擦力と位置指令との関係から、上記摩擦力推定工程で推定した摩擦力に相当する補正指令を算出し、この補正指令を位置指令に加算して摩擦力の補償を行う摩擦力補償工程22とを備える。
(もっと読む)
工作機械の制御方法および制御装置
【課題】加工における熱変位を制御し、加工の高精度化を図ることができる工作機械の制御方法および制御装置を提供することを目的とする。
【解決手段】複数の検査位置の温度を取得する温度取得工程52と、複数の検査位置における温度に基づいて支持体10の温度分布を作成する温度分布作成工程53と、支持体10に熱変位が生じているものと判定する判定工程54と、複数の動作経路を作成する動作経路作成工程55と、未加工の動作経路の順序を温度分布に基づいて変更する動作経路変更工程56とを備える。
(もっと読む)
ワーク設置誤差補正手段を有する5軸加工機を制御する数値制御装置
【課題】誤差補正後の回転軸は指令位置に近く、かつ回転軸の大きな移動を発生しないで特異点を通過する経路を作成することが可能なワーク設置誤差補正手段を有する5軸加工機を制御する数値制御装置を提供すること。
【解決手段】数値制御装置10は、指令解析部11で解析され、補間部12で補間され得られた指令数値(つまり、X,Y,Z,B(A),C軸位置)に対して、誤差補正部13でワークの設置誤差を補正する形態である。特異点通過判断手段15は、プログラム指令における各ブロック指令に対して、指令始点と指令終点の二つの指令位置の間で傾斜回転軸指令が特異点を越えて反対側にある場合は特異点を通過する必要があると判断し、フラグ(後述のF_Ps)=1として特異点通過経路作成手段16に通知する。特異点通過経路作成手段16は、フラグが1の場合に、傾斜回転軸が特異点を通過する経路を作成し誤差補正部13に出力する。
(もっと読む)
横中ぐり盤
【課題】横中ぐり盤において、水平移動体の撓みを適正に修正可能とすることで作業精度及び作業性の向上を可能とする。
【解決手段】ラム15における上下方向の変位量を検出する傾斜計(上下変位量検出手段)26と、ラム15における上下方向の傾斜角度を調整可能なギブ21a,21b,22a,22b、油圧シリンダ23a,23b,24a,24b、油圧制御ユニット25(傾斜角度調整手段)と、傾斜計26の検出結果に基づいて油圧制御ユニット25を制御する制御装置27とを設ける。
(もっと読む)
研削加工ワークの補正研削加工方法
【課題】被研削加工ワークの補正研削加工時間を短縮でき、かつ、寸法精度の優れる加工ワークを与える。
【解決手段】機上画像計測システムおよびエアブローを備えたNC研削装置を用いて、ワークの測定基準位置と公差を数値制御装置に入力した後に砥石によるワークの研削加工を開始し、ついで、研削加工を終了させて得られた研削加工ワークにエアブローしながら公差を測定し、補正研削加工プログラムを作成した後、補正研削加工を行う。
(もっと読む)
ワークの芯出し装置
【課題】ワークWの芯出しを短時間で完了し得る自動芯出し装置を提供する。
【解決手段】基準軸A周りに回転可能な面板(永電磁チャック)3と、ワークWの偏心方向及び偏心量を測定する測定器(測定ヘッド)54と、ワークWが移動をするように、ワークW又は面板3の外周面を径方向内方の押圧方向に向かって押すプッシャー9と、測定器54の測定結果に応じて面板3の回転及びプッシャー9の駆動を制御することにより、ワークWの軸を基準軸Aと一致させる芯出し手段(制御盤)53と、を備える。芯出し手段53は、ワークWの偏心方向がプッシャー9の押圧方向と一致するように面板3を回転させると共に、偏心量が0になる量だけワークWが移動するようにプッシャー9を駆動させる。
(もっと読む)
工作機械の校正方法
第二の部分(4)に関して移動可能な第一の部分(8)を備える工作機械の校正を行うための基準点を画定する方法が提案される。工作機械の第一の部分(8)は、少なくとも1つの校正アーティファクト(20,30)と第二の校正アーティファクト(22,32)とを有する校正装置(19)を備える。工作機械の第二の部分(4)は、測定プローブ(18)を備える。この方法は、測定プローブ(18)を使って、第一および第二の校正アーティファクトの各々の表面上の複数の点の位置を測定するステップを含む。これらの測定結果は、第一の校正アーティファクトの位置と第二の校正アーティファクトの位置を特定するために使用される。その後、特定された第一および第二の校正アーティファクトの位置に関して固定された位置を有する校正装置(19)のための基準測定点(I)が画定される。校正アーティファクトは球であってもよい。  (もっと読む)
(もっと読む)
位置決め装置
【課題】ボールねじの伸縮量をより適切に検出し、位置決め精度をより向上させることができる位置決め装置を提供する。
【解決手段】ボールねじNXの先端までの軸方向の距離を検出可能な距離検出手段NXSが、ボールねじの先端から任意の距離の位置かつ基台に対して固定された位置に設けられており、基台BSの温度を検出可能な温度検出手段SXが基台BSに設けられている。制御手段には、基準温度時における基台基準長さKと、基準温度時におけるボールねじ基準長さAとが記憶されている。そして、基台基準長さK、基台基準長さKと検出温度から演算にて求めた基台の伸縮量ΔK、検出距離ΔXを用いて、基準位置STXからボールねじNXの他端までの長さであるボールねじ実長さA+ΔAを求め、求めたボールねじ実長さA+ΔAと、ボールねじ基準長さAとに基づいて、可動体を位置決めするボールねじNXを回転させる駆動モータMXの制御量を補正する。
(もっと読む)
較正治具、ワーク設置台及び較正方法
【課題】ワークもしくはワーク設置台に対して高精度な座標系を設定することが可能な較正治具を提供する。
【解決手段】ロボット装置の作業対象である対象ワークを設置するワーク設置台20のワーク設置部22と嵌め合い可能な形状を有する嵌合部12と、3点計測法によるワーク直交座標系を設定するための位置データの計測個所として3個所に設けられた較正用マーク32a,32b,32cとを備え、嵌合部12とワーク設置部22とを嵌め合わせてワーク設置台20に設置し、ワーク設置台20上での位置データの計測を可能とする。
(もっと読む)
周期的な往復動作を制御するサーボモータ制御装置
【課題】周期的に往復動作を行う被駆動体についての角度同期方式の学習制御を可能にするサーボモータ制御装置を提供する。
【解決手段】学習制御器12は、被駆動体14の第1の位置偏差ε1を所定のサンプリング周期毎に取得し、第1の位置偏差ε1は第1変換部30において、周期的な往復動作を行う被駆動体14の1周期分の基準位置毎の第2の位置偏差ε2に変換される。第2の位置偏差ε2は、メモリ32に記憶された被駆動体14の往復動作の1周期前の第1の補正量が加算された後、新たな第1の補正量δ1としてメモリ32に記憶される。第1の補正量δ1は第2変換部34において、サンプリング周期毎の第2の補正量δ2に変換される。
(もっと読む)
インペラ加工機
【課題】直交3軸と回転1軸を有する工作機械を用いてインペラを加工するインペラ加工機を提供すること。
【解決手段】符号32は縦型工作機械の主軸頭である。この縦型工作機械はX軸,Y軸として表される水平2軸とX軸,Y軸に垂直なZ軸の直線3軸の可動軸を有する。載置台36には傾斜台34が取り付けられており、回転テーブル20は傾斜台34に固定されている。回転テーブル20には、回転軸中心28を中心軸として回転する円盤22を備えている。回転軸中心28は水平軸であるX軸に対して傾斜している。円盤22にはワーク3を取り付けるアダプタ26がボルト24によって取り付けられている。そして、アダプタ26にはワーク3が取り付けられる。ワーク3は工具30によって切削されインペラが作成される。工具30としてはエンドミルカッタを用いることで、インペラのブレードの加工が可能である。
(もっと読む)
加工方法及び加工システム
【課題】ワークが撓んでいても高精度に加工することができる加工システムを提供する。
【解決手段】加工システム1は、長尺ワークWの両端部をそれぞれ水平に支持する端部支持機構13,15、工具を保持する刃物台20、刃物台20を直交3軸方向に移動させる送り機構、送り機構を制御する制御装置25を備えた旋盤10と、刃物台20に対して着脱可能に構成され、加工時の回転速度で回転せしめられたワークWの外周面との間の距離を、ワークWの軸線方向の複数の位置で非接触で測定する測定ヘッド31、測定された距離などを基にワークWの撓み形状を算出する撓み形状算出部54を備えた非接触測定装置30とから構成される。制御装置25は、撓み形状算出部54により算出された撓み形状に沿って前記工具を移動させる。
(もっと読む)
21 - 40 / 104
[ Back to top ]