
Fターム[3C022AA10]の内容
フライス加工 (3,690) | 特殊工作物のフライス削り一般 (411) | 加工方法、加工手順 (232)
Fターム[3C022AA10]に分類される特許
221 - 232 / 232
切削装置

【課題】 所定厚さを有する板の端面に切削加工を施すにあたり、作業者の負担を格段に軽減し、切削加工に要する治具製作費を削減するとともに、切削加工によって得られる製品の品質を一定にする。
【解決手段】 所定厚さを有する板Wの端面W1を切削する切削装置1であって、板Wの端面W1に沿って移動して端面W1を切削するカッタ10と、板Wの切削前の端面近傍部分を挟持する第1挟持ローラ20と、板Wの切削時の端面近傍部分を挟持する第2挟持ローラ30と、を備え、第1挟持ローラ20及び第2挟持ローラ30によってカッタ10を板Wの端面W1に沿って案内する。さらに、板Wの端面W1上を転動する前方当接ローラ40と後方当接ローラ50とを設けて切削代を調整する。
(もっと読む)
ディスクロータとその加工方法および加工装置

【課題】 ディスクロータの取付面の加工精度を向上する。
【解決手段】 ディスクロータ10は、ブレーキパッドと摺動する環状の摺動部12と、摺動部12の内側に設けられており取付面20、22を有する取付部18と、摺動部12および取付部18を連結する筒部16とを備える。筒部16の外面24に複数の被チャック部26がロータ周方向に互いに離れて設けられている。各被チャック部26は、ロータ径方向に対して交差するチャック方向Yにチャックされる構造を有している。チャック方向を変えたことで、チャック荷重による筒部16および取付部18の変形を低減できる。各被チャック部26は、筒部16の外面24に設けられた一対の凹部28、30で構成されており、凹部28、30の間に形成された凸部32が挟持されてもよい。
(もっと読む)
形材加工装置および形材加工方法
【課題】 溶接又は摩擦攪拌接合によって、複数の形材を接合した際に形成される接合凸部8Bを、短時間に、かつ、精度良く切削、研摩することにある。
【解決手段】 側構体8を載せる架台11は、側構体の長手方向に沿って複数配置されている。溶接部または摩擦攪拌接合部の接合凸部8Bは、側構体8の表面にその長手方向に沿って形成されている。走行体100は、側構体8の長手方向に沿って走行する。走行体のガーダ103には、コラム105が設置され、コラム105の下部にフライスカッター装置80と研磨装置90を設置している。フライスカッター装置80のフライスカッター81のフライス面は、半径Rの円弧状である。フライスカッター81は、垂直線に対してθ1の傾斜角度で切削を行なう。また、フライスカッター装置には、摺板85が設けられている。摺板85を押出し形材表面に接触させた状態で切削を行なう。
(もっと読む)
レンズ加工装置
【課題】 エンドミルのずれによる加工精度の低下を防止する。
【解決手段】 レンズ保持ユニットに保持されたレンズ1の周面をカッタ131
で加工する手段と、カッタで周面加工されたレンズの周面にエンドミル141に
よって溝加工あるいは面取り加工する手段と、レンズをカッタやエンドミルに対
して位置制御する制御手段とを備え、制御手段が、エンドミルに対してレンズを
位置制御するとき、予め検出してあるカッタ中心に対してのエンドミルの高さの
ずれ量に基づいて補正しながらレンズの位置制御を行う。
(もっと読む)
切削方法
【課題】 被加工物の外周部を周方向に沿って略均等な切削幅で切削することが可能な切削方法を提供すること。
【解決手段】
スピンドル26に装着された切削ブレード22を用いて,被加工物保持手段30に保持された略円板状の被加工物12の外周部を周方向に沿って切削する切削方法が提供される。この切削方法は,被加工物保持手段30に保持された被加工物12の中心位置O’を測定する測定工程と;測定された被加工物12の中心位置O’と被加工物保持手段30の回転中心位置Oとの位置ずれ量d,φを算出する算出工程と;被加工物保持手段30を回転させながら,位置ずれ量d,φと被加工物保持手段30の回転角度θとに基づいて,切削ブレード22をスピンドル26の回転軸方向であるY軸方向に移動させて,被加工物12の外周部を被加工物12の中心位置O’から略同一の距離で周方向に切削する切削工程と;を含むことを特徴とする。
(もっと読む)
金属製リング状ワークの面取り又は開先加工方法
【課題】金属製リング状ワークの回転中心を決定せずに面取り又は開先加工を行うことができる金属製リング状ワークの面取り又は開先加工方法及び装置を提供する。
【解決手段】ワーク保持ベースに金属製リング状ワーク3を載せカッター2と切込調整ローラ6にワークを合わせると共に内ローラ7をワークの内周縁に合わせセットする工程、ワーク旋回ローラ4及びカッターを駆動させワークにカッターを押付けて切り込みを開始する工程、切り込みが開始されるに従いワークをカッターの前方に位置する外ガイドローラ5に接近させ、一定量の切り込み量に達した時点でワークを外ガイドローラに接触させて切り込み量を一定に制限させる工程、ワークが外ガイドローラに接触する前後でワークと切込調整ローラとの接触を解除し、一定量の切り込み量を保持ながら金属製リング状ワークの外周縁の面取り又は開先加工を行う工程からなる。
(もっと読む)
切削並びに形削り工具
遠隔操作可能な車両に好ましくは支持されており、この車両によって動作される、特に、スチール、コンクリート、補強材料のようなアクセスしにくい構造体の部材のための切削工具であって、この切削工具は、C字形状のフレーム(1)を有し、このフレーム(1)の第1のアームの一端部が、回転装置(4)を有し、第2のアームの一端部が、回転装置(7)を有しており、この回転装置(4)と装着装置(7)とは、各々がミリングシャフト(3)の一端部を受け、駆動中にこのミリングシャフト(3)を回転させるようになっており、この結果、前記フレーム(1)は、車両に設けられた操作アーム(8)に取着された送り機構(9)によって、フレームの一方のアームを、前記構造体(5)に向けてこの構造体の各側面に変位させる切削工具。 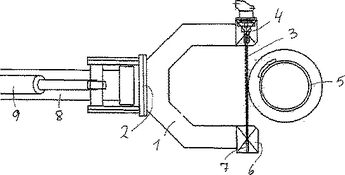 (もっと読む)
(もっと読む)
ロータ制動面の加工装置および加工方法並びにロータ制動面の加工装置の制御プログラム
【課題】 広い適用範囲を有し、良好な面精度を達成できるロータ制動面の加工装置を提供する。
【解決手段】 ロータ10Aと、ハブおよびベアリング16のケージを有するベアリング保持体10Bとが一体に組み込まれたアセンブリ10におけるロータ制動面11,12の加工装置である。当該加工装置は、アセンブリ10を回転駆動するための駆動手段と、ロータ制動面11,12を加工するための工具141,145と、車体取付け面を基準として、ベアリング保持体10Bをベアリング中心BCで支持するためのマウント手段132と、ベアリング中心BCと駆動中心DCとを一致させるための求芯機構112とを有する。
(もっと読む)
金属繊維とその製造方法
本発明は、少なくとも1個の回転工具(3)を利用して切削加工法で金属繊維(1)を製造する方法に関する。回転工具としては正面フライスが適しており、例えば10〜100μmの厚さと、1〜50mmの長さと、10〜100μmの高さとを有する金属繊維を削り出すことができる。また本発明は、そのような繊維を含むフィルタ材料、そのフィルタ材料の製造方法、該材料から形成された粒子フィルタ並びに相応して形成された車両に関する。  (もっと読む)
(もっと読む)
切削加工方法
【課題】 切削加工中に工具が振動せず、刃具欠損を防止でき、切削加工の制御が容易であり、加工能率や加工精度を向上させることができる切削加工方法を提供する。
【解決手段】 第1の工具10を用いて凹溝部2の概略形状20を切削加工する第1の加工工程と、第1の加工工程の加工残部21に対して第2の工具11を軸方向に進行させて切削したあと後退させ、工具11を径方向に所定量D1だけ移動させ、第2の工具を再度、軸方向に進行させて切削したあと後退させる動作を繰返して溝部22を形成し加工残部を切削除去する第2の加工工程と、第2の加工工程の加工残部に対して工具11を軸方向を主として進行させて切削したあと後退移動させ、工具11を凹溝部に沿って所定量D2だけ移動させ、工具11を再度軸方向を主として進行させて切削したあと後退させる動作を繰返して加工残部を切削除去する第3の加工工程とを備える。
(もっと読む)
超微細結晶層生成方法、その超微細結晶層生成方法により生成された超微細結晶層を備えた機械部品、及び、その機械部品を製造する機械部品製造方法、並びに、ナノ結晶層生成方法、そのナノ結晶層生成方法により生成されたナノ結晶層を備えた機械部品、及び、その機械部品を製造する機械部品製造方法
金属製品の表面に超微細結晶層等を低コストで、かつ、安定して生成することができる超微細結晶層生成方法等を提供する。 被加工物Wに対して、ドリルDによる孔部1の穴あけ加工を行うことにより、その孔部1の内周面に大歪を与えて超微細結晶層C1を生成する。この場合には、孔部1の内周面に少なくとも真歪1以上の塑性加工を与え、かつ、孔部1の加工面の材料温度をAc1変態点以上かつ融点未満の温度範囲に維持する。又は、Ac1変態点を越えない温度に維持する。これにより、孔部1の内周面に超微細結晶層C1を低コストで、かつ、安定して生成することができる。 (もっと読む)
回転切削工具によるワークの機械加工方法
本発明は回転切削工具(2)によるワーク(1)の機械加工方法に関する。工具(2)はワーク(1)と相対的に経路(3)に沿って移動させられる。本発明によれば、加工される領域の境界線は少なくとも1個の工具(2)によって決定され、その結果工具(2)の調整及び/又は持上げ移動は機械加工される領域の境界線部分において工具(2)によって決定されると共に、調整及び/又は持上げ移動はワーク(1)の機械加工の間に、工具(2)によって機械加工される領域の境界線部分において行われる。  (もっと読む)
(もっと読む)
221 - 232 / 232
[ Back to top ]