
Fターム[3C022AA10]の内容
フライス加工 (3,690) | 特殊工作物のフライス削り一般 (411) | 加工方法、加工手順 (232)
Fターム[3C022AA10]に分類される特許
101 - 120 / 232
マイクロマシンおよびマイクロフライスマシン

【課題】 本発明は微細加工部品の生産を、設置スペースや重量が非常に小さく、消費電力も少なく、商用電源を使用することなく稼動させることができるマイクロマシンおよびマイクロフライスマシンを得るにある。
【解決手段】 ほぼA4サイズの大きさのベース板、このベース板にZ軸あるいはX軸方向にサーボモータで移動できるように取付けられたワークを支持するチャックが設けられたワーク支持台、ベース板にX軸あるいはZ軸方向にサーボモータで移動できるように取付けられた工具を支持する工具支持台、ワーク支持台に支持されたワークをあらかじめ設定された寸法となるように、該ワーク支持台および工具支持台を移動させるサーボモータの駆動を、制御装置を介して制御する加工ソフトを備えたコンピュータとを備えるマイクロマシン本体と、このマイクロマシン本体を稼動させる太陽電池パネル、この太陽電池パネルからの電力を蓄えるとともに、前記マイクロマシン本体へ供給する蓄電池とからなる太陽光発電装置とでマイクロマシンを構成している。
(もっと読む)
プリント基板加工機

【課題】容積が小さく、かつ、切削長を長くすることができる押え装置を備えたプリント基板加工機を提供すること。
【解決手段】プリント基板を押える摺動ピース30Aが、中空の円筒部51と、円筒部51に接続する中空の円錐台部52とから構成される。摺動ピース30Aを保持するホルダ55には、円筒部51の直径よりも大径の空洞部58が形成されており、摺動ピース30Aがホルダ55に遊びを持った状態で保持されている。そして、隙間の範囲内で移動して切削加工する場合には、摺動ピース30Aの下端面52aがプリント基板4に一体となっており、隙間の範囲を超える場合には、プリント基板と摺動ピース30Aの下端面52aとが相対的に摺動する。
(もっと読む)
加工装置及び加工方法
【課題】仕上げ等の後工程、加工時間の増大といった、プラスチックレンズのメカニカルな切断の問題を回避しつつ、レーザ加工で発生する光学歪や切断ダレを抑えた加工装置及び加工方法を提供すること。
【解決手段】エンドミル31によってプラスチックレンズPLの周囲に形成されたゲート部GPを機械的に切削するので、光学歪や切断ダレの発生を簡易に防止することができる。また、プラスチックレンズPLの切除領域A1とエンドミル31とに対してドライアイスパウダPDを当てるので、切除領域A1を少ないダメージで効率よく冷却することができる。よって、比較的迅速な切除スピードを確保しつつ切削に伴う昇温を抑えて光学歪みの発生を低減することができる。
(もっと読む)
ワークの加工方法及びワークの加工装置
【課題】加工装置の治具に対するワークの取付け方法に関わらず、加工精度を良好に維持できるワークの加工方法および加工装置を提供する。
【解決手段】回転式の切削工具60により連続的に切削可能な形状を備えた連続的切削部分83,93,97,101と、回転式の切削工具60により断続的に切削される形状を備えた断続的切削部分16,91,95とを有するワーク2を、所定の姿勢で治具22に固定して加工するワークの加工方法において、連続的切削部分を加工した後に断続的切削部分を加工する。
(もっと読む)
切削加工方法およびその装置
【課題】ルーターエンドミルの被加工物の端面に対する接触位置が順次変化し、ルーターエンドミルの有効刃長を有効に利用することができ、ルーターエンドミルの刃部の摩耗や摩損を抑制することができ、刃物の寿命を長くすることができる。
【解決手段】スピンドル6を水平方向に移動させる送り駆動部8とルーターエンドミルEを水平方向に移動させながら有効刃長E1の範囲内で軸方向に周期的に上下動させる上下駆動部9とを備えてなる。
(もっと読む)
切削加工方法およびその装置
【課題】ルーターエンドミルをスピンドルに装着し、回転するスピンドルを送り駆動部により水平方向に移動させて被加工物の端面を切削加工することになり、この際、ルーターエンドミルは振動付与部により微小振動が付与された状態で上下駆動部により有効刃長の範囲内で軸方向に周期的に上下動し、ルーターエンドミルは微小振動が付与された状態で水平方向に移動しながら有効刃長の範囲内で軸方向に周期的に上下動して被加工物の端面を切削加工することになり、加工精度、加工能率並びに加工面粗さを向上することができる。
【解決手段】回転するルーターエンドミルEが水平方向に移動しながら被加工物Wの端面W1を切削加工する切削加工方法において、ルーターエンドミルに微小振動Bが付与された状態でルーターエンドミルが水平方向に移動しながら有効刃長E1の範囲内で軸方向に周期的に上下動して被加工物を加工する。
(もっと読む)
回転多刃工具の切れ刃の精密加工法
【課題】本発明は、回転多刃工具において、各切れ刃に固有の周期的な溝を付け、加工条痕から最外周切れ刃の特定と目標加工量を定め、加工することを順次繰り返すことにより、回転多刃工具の切れ刃の回転中心からの寸法の差を小さくすることのできる精密加工法を提供することを目的とする。
【解決手段】本発明の回転多刃工具の切れ刃の精密加工法は、回転多刃工具の各切れ刃の周面稜線または端面稜線に各切れ刃によってパターンの異なる櫛刃状の溝を形成し、この回転多刃工具を用いて試料を切削加工し、加工面の一番低い谷の幅のパターンから最外周切れ刃を特定し該特定された最外周切れ刃に対して加工面の一番低い谷と一番高い丘との差分に任意の余剰加工量βを加えた分だけ加工するという作業を順次繰り返すことにより切れ刃高さを高精度に揃えることを特徴としている。
(もっと読む)
基板加工装置及び基板加工方法
【課題】ルータビットを用いて基板を加工する基板加工装置及び基板加工方法に関し、ルータビットを効率的に使用すること。
【解決手段】ルータビット6を用いて接続部を切断する加工を行うことにより多数個取り基板40から複数の基板を切り出す基板加工装置において、ルータビット6を多数個取り基板40に対して昇降させるルータ移動ロボットと、ルータビット6の摩耗量を検出する摩耗検出装置と、摩耗検出装置で検出されるルータビット6の摩耗量が既定の寿命摩耗量を超えた際、ルータ移動ロボットを駆動してルータビット6を上昇又は下降させ、ルータビット6の多数個取り基板40に対する加工位置Pxを寿命摩耗量となった加工位置(例えば、P1)から異なる加工位置(例えば、P2)に移動させる。
(もっと読む)
加工装置
【課題】断面略矩形で断面積が大きな長尺のワークであっても堅固に把持できると共に、把持したワークを自在に回動させることができ、金属材料の無駄を低減して大型の金属部品をNC加工することができる加工装置を提供する。
【解決手段】加工装置1は、ワークWを挿通させる貫通孔部15a,15bを有し外歯が周設されたリング状歯車11a,11b、外歯と噛合する複数の歯車17、同一方向に同期して回転し歯車を介してリング状歯車を回動させる複数のモータ18を備える回動装置10a,10bと、直交する二つの支持面を有するワーク支持部21a,21b、二つの支持面にそれぞれ垂直な方向に押圧体を進退させる押圧体駆動装置26を備えリング状歯車と一体回動する把持装置20a,20bと、前端を突出させた状態で把持装置に把持されたワークを回転工具41により加工するNC切削装置40と、ワークの後端を押すワーク送り装置50とを具備する。
(もっと読む)
エイ革の表面に縫製用溝を形成する方法
【課題】エイ革(2)の表面に所要とおりの縫製用溝(32)を形成し、かくしてエイ革(2)を使用して魅力的な革製品を製作することを可能にする。
【解決手段】エイ革(2)の裏面に支持シート(6)を貼着して剛性を補強し、そして回転駆動せしめられるエンドミル(28)をエイ革(2)の表面に作用せしめる。
(もっと読む)
炭素繊維素材の加工方法
【課題】炭素繊維を含む素材を、機械加工によって精度よく、加工面精度も良好に加工でき、かつ、工具寿命も向上させることができる炭素繊維素材の加工方法を提供する。
【解決手段】炭素繊維を含む素材のワークWを加工する炭素繊維素材の加工方法。ワークWを載置するテーブル12と回転可能な主軸19とが少なくとも1軸方向へ相対移動可能に構成された工作機械を用意し、この工作機械の主軸19に、円柱状の工具本体、この工具本体の外周に形成された切り刃部、および、この切り刃部の表面に砥粒が電着固着された砥粒層を有する電着工具30を取り付け、主軸を回転させるとともに、主軸とテーブルとを相対移動させながら、電着工具によってワークを加工する。
(もっと読む)
複合エンドミル及び複合エンドミルを用いた加工方法
【課題】荒加工工程と仕上げ加工工程とで工具の交換をする必要がなく、荒加工も仕上げ加工も行うことができる複合エンドミル、及び複合エンドミルを用いた加工方法を提供する。
【解決手段】複合エンドミルTNは、略円柱状の形状を有し、側面部には側面刃Tsが設けられており、先端部である底面部には略球面状の仕上げ刃Ttが設けられている。そして、仕上げ刃Ttの球面半径は、当該仕上げ刃Ttが設けられている前記底面部の半径よりも大きい。また、前記側面部と前記底面部との境界部において、側面刃Tsにおける仕上げ刃Ttに隣接するコーナ部は、前記仕上げ刃Ttの球面半径よりも小さな半径の輪郭となる円弧状に形成されている。また、仕上げ刃Ttの輪郭と側面刃Tsの輪郭とが滑らかに連続している。
(もっと読む)
所定の粗さを有した表面を形成するための方法及び工具
熱的な吹付加工により材料を被覆するために適した、所定の形状の表面構造を有した、例えば円筒状の表面(図10)を形成するための方法が記載されている。この方法では、有利には所定の寸法に予備加工された、被覆したい基材の例えば円筒状の表面に、僅かな深さと幅とを有した形状的に規定された溝構造(図10)を、有利には順送り工具(12、図1)として形成された工具によって加工成形し、この加工成形の際に、溝横断面を徐々に最終寸法となるように加工する。この表面を大量生産で同じ品質で製造するために、まず完成状態の溝(52)の溝基部幅よりも小さい溝基部幅を有したベース溝(52B、図10)を加工成形する。次いで、溝、例えばベース溝の少なくとも1つの側面(52−1,52−2)を、アンダカットされた溝横断面を形成するために、切削加工せずに、又は切削加工により加工し、この場合、有利には加工成形により形成された溝構造を、材料圧縮により溝開口部を狭めることにより変形させる。  (もっと読む)
(もっと読む)
電解水を利用したステンレス鋼の電解水中におけるエンドミル切削加工装置及びその加工方法
【課題】環境問題に負荷を与えず、工具の異常摩耗が発生せず、適切な加工面を得ることができ、フライス盤が錆びることなく、電解水を利用したステンレス鋼のエンドミル切削加工装置及びその加工方法を提供することにある。
【解決手段】図1に示すエンドミル切削加工装置による切削加工において、電解水2、ドライアイス3及び発泡性洗浄剤4を入れた容器中に、ステンレス鋼1を浸漬し、固定した後、ミスト用ノズル7から霧状になった極微量の油剤をエンドミル切削工具6に噴霧し、冷給電解水用ノズル8から電解水を前述のエンドミル切削工具6に噴射させ、電解水中に浸漬した圧縮空気用ノズル9から、切削加工を行う方向に気泡の大きさが20mm〜30mmの範囲で圧縮空気を送り込み、電解水中の浸漬した噴流電解水用ノズル10から電解水を圧縮空気(気泡)と同時に電解水中のエンドミル切削工具6に噴射させながら、ステンレス鋼のエンドミル切削加工を行う。
(もっと読む)
ロータと一体になって回転する2つの部品間の密着率を増加させる方法
ロータ、特にターボ機械のロータと一体となって回転する2つの部品(12、14)間の密着率を増加させる方法であって、これらの部品が、押圧面(18、20)を介して互いに押圧し、押圧面の少なくとも1つをその表面状態を変え粗さを増加させるためにフライス加工することを含むステップと、その後、一方または各々の機械加工面を硬質で高摩擦係数を有する材料の薄層(44)で被覆することを含むステップとを含む、方法を提供する。 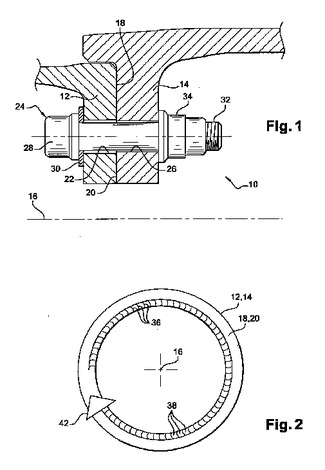 (もっと読む)
(もっと読む)
薄板形状ワーク加工方法
【課題】薄板形状ワークを支持する装置を追加することなく、より短時間に、より高精度に薄板形状ワークを加工することができる、薄板形状ワークの加工方法を提供する。
【解決手段】薄板形状ワークWの一端または両端を支持し、支持した薄板形状ワークの任意の個所を切削加工し、薄板形状ワークWを所望する3次元曲面に仕上げる、薄板形状ワーク加工方法において、少なくとも荒加工後に仕上げ加工を行い、支持された状態における薄板形状ワークWの仕上げ加工後の形状から推定した剛性の高さに応じて、薄板形状ワークWの加工個所を複数の加工領域に分割し、剛性の最も低い加工領域から順に、荒加工に続けて仕上げ加工を行った後、次に低い剛性の加工領域に対して荒加工に続けて仕上げ加工を行うことを繰り返す切削加工を行う。
(もっと読む)
工作物を変調された切削速度で機械加工するためのフェーズの条件を決定する方法
工作物の機械加工の条件を、この機械加工中の振動の始動を回避するように決定すること。本発明によれば、機械加工フェーズは、切削速度の変調関数のパラメータを一時的に設定することによってシミュレートされ(10)、これから、対応する表面状況が推定され、前記パラメータは、機械加工フェーズをシミュレートするたびに表面仕上げが許容値に達するまで反復的に変更され、次いで機械加工フェーズは、対応する変調関数にしたがって切削速度(Ω(t))を変化させながら実施される。  (もっと読む)
(もっと読む)
機械加工されていない部品から加工した部品をフライス削り工具を用いて製造する方法
本発明は、機械加工されていない部品(2)から加工した部品(1)をフライス削り工具(3)を用いて製造する方法に関する。機械加工されていない部品(2)の材料へ進入する(plunge)とき、フライス削り工具(3)は、そのすぐ後に機械加工されるフライス削り工具(3)の方向(5)から逸れる進入経路(4)に関して、前進方向及び/又は前進方向に対して横向きに自動的に傾けられる。 (もっと読む)
直方体形状のワークをクランプするワーククランプ方法及び装置
【課題】 1回のクランプ操作で直方体形状のワークをクランプして固定したままワークの6面をすべて加工できるようにする。
【解決手段】 直方体形状のワーク(M)の対向する2つの稜部を1対のクランプ手段のクランプ爪で挟んでクランプする。そうすることによりワークを固定する。そして、その固定状態のまま、まず直方体形状のワーク(M)の少なくとも1面を加工し、しかるのち、クランプ手段と直方体形状のワーク(M)を一緒に回転軸心のまわりに回転させて、それらの位置を変えてから、直方体形状のワーク(M)の他の面を加工する。このようなワークの位置の変更と面の加工を繰り返すことにより、クランプ手段により直方体形状のワーク(M)を固定したまま、直方体形状のワーク(M)の6面全体を加工する。
(もっと読む)
総型回転切削工具および溝切削加工装置並びに溝切削加工方法
【課題】総型回転切削工具の刃先径に応じて最適な切削速度で切削加工を行う。
【解決手段】シャンク部1および刃部2が軸心10に沿って直列に連結されて、刃部2には、軸心10のまわりを回転するように切れ刃が形成され、切れ刃は、軸心10に垂直な刃先径方向に張り出すように形成された複数の凸状切れ刃部7と、互いに隣接する凸状切れ刃部7の間に形成されてこれらの凸状切れ刃部7よりも刃先径が小さくなるように形成された凹状切れ刃部9とを有し、複数の凸状切れ刃部7それぞれの最大刃先径は刃部2の先端部に向かうにしたがって除々に小さくなり且つ複数の凹状切れ刃部9それぞれの刃先径は刃部2の先端部に向かうにしたがって小さくなる。複数の凸状切れ刃部7および複数の凹状切れ刃部9は耐摩耗性が異なる少なくとも2種類の材料から構成されて、最大刃先径を相互に比較したとき最大刃先径が大きいものが小さいものに比べて耐摩耗性は低くない。
(もっと読む)
101 - 120 / 232
[ Back to top ]