
Fターム[3C022AA10]の内容
フライス加工 (3,690) | 特殊工作物のフライス削り一般 (411) | 加工方法、加工手順 (232)
Fターム[3C022AA10]に分類される特許
61 - 80 / 232
切削工具

【課題】 耐損傷性に優れた切削工具を提供すること。
【解決手段】 本発明の切削工具は、略多角形板状体をなし、上面と側面との交差部に切刃を有する切削インサートと、前記切削インサートが装着されるインサートポケットを有するホルダと、を備える切削工具であって、前記切削インサートは、少なくとも五角形以上の多角形であるとともに、使用される前記切刃に対応する側面に隣り合わない側面であって、前記インサートポケットに当接される非隣接当接面を有し、前記インサートポケットには、前記切削インサートが着座する着座部と、前記非隣接当接面が当接される拘束部と、着座部と拘束部との交差部に設けられる凹溝と、を有し、前記凹溝の延びる方向の長さが、前記非隣接当接面において、前記凹溝の延びる方向の長さに比べて大きいことを特徴とする。
(もっと読む)
電極加工装置

【課題】半導体ウェーハに形成された複数の半導体デバイスの表面高さにバラツキがあっても、各デバイスに形成された複数のバンプ(電極)の長さを均一に加工することを可能とする。
【解決手段】一次工程で全体的に切削された各バンプ4の長さを二次工程において測定するとともに、均一長さにするための必要切削量を各X・Y座標に設定する。そして各X・Y座標ごとに第2の切削手段200の第2の切削バイト203によってバンプ4の先端を切削し、全てのバンプ4の長さを均一にする。
(もっと読む)
基板の表面加工装置および基板の表面加工方法
【課題】 本発明はウェハ等の基板の表面を鏡面に仕上げる基板の表面加工方法及び表面加工装置に関し、小さなエネルギーでありながら高効率で精度の高い基板の表面処理を行うことを課題とする。
【解決手段】 バイトを用いて被加工物となるウェハ等の表面を加工する基板の表面加工方法及び表面加工装置にあって、バイトと基板表面の相対加工速度をvとし、基板を構成する構成材料の圧縮応力波の最高横伝播速度をc2とした場合、バイトと基板表面の相対加工速度vがv≧c2となるような速度で表面加工することを特徴とするものである。また、基板がシリコンの場合、基板を構成する構成材料の圧縮応力波の最高伝播速度をc1としたときに、バイトと基板表面の相対加工速度がv≧0.7×c1となるような速度で表面加工することを特徴とするものである。
(もっと読む)
カッタ用ホルダおよびカッタならびにそれらを用いた被削加工物の製造方法
【課題】 切削時の回転方向が異なる場合にも切削可能なカッタ用ホルダまたはカッタを提供すること。
【解決手段】 本発明のカッタ用ホルダは、上面と、下面と、前記上面と前記下面とを接続する側面と、前記側面に位置するとともに、切削インサートを装着するための着座面を有するインサートポケットと、を備えるカッタ用ホルダであって、前記インサートポケットは、前記上面側に開口する第一のインサートポケットと、前記下面側に開口する第二のインサートポケットとを有し、側面視において、前記第一のインサートポケットの着座面は、一方の側壁面部に形成されるとともに、前記第二のインサートポケットの着座面は、他方の側壁面部に形成されることを特徴とする。
(もっと読む)
超硬合金製エンドミル及び該エンドミルを用いた切削加工方法
【課題】金型加工や部品加工の高能率加工において安定した切削を行うと共に、製造コストを含めて容易に工具製造や再研磨を行い、及び切削抵抗を分散させることでびびり振動を抑制し許容回転数を高速に設定できる長寿命の超硬合金製エンドミル及び該エンドミルを用いた切削加工方法を提供する。
【解決手段】第1ギャッシュ角を15゜〜35゜、第2ギャッシュ角を40゜〜60゜に設け、つなぎ部の長さは工具径の5%以上20%未満とし、ある波形状外周刃またはニック付外周刃を基準形状外周刃としたときに、少なくとも一刃の外周刃の位相からのずれ量が、基準形状外周刃のそれぞれの位相から前記波またはニックのピッチの0%を含まない5%以下の幅でずれていることを特徴とする超硬合金製エンドミル及び縦送り切削、横送り切削および傾斜切削から選ばれる少なくとも2種以上の切削を連続して行う切削加工方法である。
(もっと読む)
被削材の切削方法
【課題】マシニングセンタに含まれる各種機構や構造が有する運動精度誤差が加工面の仕上がり寸法精度に与える影響を抑制することができる被削材の切削方法を提供する。
【解決手段】エンドミル工具50が取付けられた主軸と、被削材としてのワーク100を保持する保持部とを備え、NCデータに基づいて主軸および保持部を同期させて移動させることによりワーク100を切削するマシニングセンタを用いて、ワーク100に曲面を含む創成面を形成する方法であって、創成面の形状データとエンドミル工具50の形状データとに基づいて、ワーク100とエンドミル工具50とが接触する切削点Pの送り速度ベクトルFcの向きおよび大きさが一定となるようにNCデータを作成するステップと、作成されたNCデータに基づいてワーク100に創成面を形成するステップとを備える。
(もっと読む)
工作装置及びその加工方法
【課題】本発明は、効率的に短時間で加工物を加工でき、工具保持手段を有する工作主軸を備え、歯車の少量連続生産或いは連続生産に適した工作装置を提供する。
【解決手段】
加工物(300)を加工する工作装置(100)及びその加工方法に関して、工作装置(100)は、数値制御プログラムを用いて工具により加工物(300)を加工し、5軸と、加工物(300)を固定する固定手段と、加工物(300)を保持する工具保持手段(111)を有する工作主軸(110)とを備える。また、工具は、工作装置(100)の固定手段(120)に固定され、工作主軸(110)の工具保持手段(111)に固定された加工物(300)は、加工物(300)を加工するために固定手段(120)に固定された工具に関連して、プログラム制御法により制御される。
(もっと読む)
ワークの機械加工方法
【課題】切り屑の排出方向を制御することにより切り屑がワークと刃具との間に巻き込まれたり、仕上げ面を傷つけたりするのを防止できるワークの機械加工方法を提供する。
【解決手段】ワーク軸線1a回りに回転するワーク1に工具軸線3a回りに回転する刃具3cを押し付けるとともに、該刃具3cをワーク軸線1aと平行に又は前記工具軸線3aと直角方向に移動させることにより前記ワーク1を機械加工する方法であって、前記刃具3cの移動方向d,eに応じて刃具3cの回転方向をb方向又はc方向に変化させることにより切り屑wの排出方向をf方向又はg方向に制御する。
(もっと読む)
タイヤ成型金型ピースの加工装置及び加工方法
【課題】複数の工作機械の段取りや加工に使用する各工作機械毎の治具の作成及び治具の設置などを必要としないタイヤ成型金型の加工装置及び加工方法を提供する。
【解決手段】タイヤ成型金型ピース20を加工する加工装置の工具回転主軸3に取付けられトレッド意匠面21における複数の測定位置の基準位置に対する高さを測定する意匠面測定手段と意匠面測定手段の測定結果によりトレッド意匠面21の3次元方向の基準位置に対する傾き量又は位置を検出する検出手段と、検出手段の検出した結果に基づき工具回転主軸3及び保持手段のうち少なくとも一方の制御に補正を加える補正手段とを備えるようにした。
(もっと読む)
切削方法
【課題】汎用のマシニングセンタを使用してワークの切削を行うことができて、マシニングセンタの設備費用の低減及びマシニングセンタの設置スペースの縮小を図ることができる切削方法を提供する。
【解決手段】テーブル17上に平面非円形状のワークWを支持した状態で、そのテーブル17を一軸線を中心に回転させる。テーブル17の回転軸線と直交する面内で回転される刃38aを有するカッタ38を回転させながら、テーブル17の回転軸線と直交する面内において移動させる。この移動により、テーブル17上のワークWの上端面Waを切削する。
(もっと読む)
フライス加工方法
【課題】PCBN材の刃先チップを使用しながら,鉄系材とアルミニューム合金との共削りを能率よく実施し得るフライス加工方法を提供する。
【解決手段】同一の刃具14により鉄系材10aとアルミニューム合金10bとの共削りを実施するフライス加工方法において,刃具14の刃先チップ15をPCBN材製とすると共に,該刃先チップ15の掬い面15bの粗さを,Ry0.8μm以下に設定し,該刃先チップ15による共削り面10fには,空気を主成分とするガスと切削油とを混合してなる切削油ミスト23を噴射し,その噴射流量を,1時間当たりに換算にして100〜400ccに設定する
(もっと読む)
イオンビームアシストによる単結晶脆性材料の超精密加工方法
本発明は、表面改質により超精密切削加工を行う新規技術に属し、具体的に陽子ビームアシストによる脆性材料の超精密加工方法に関する。本発明は、陽子ビームにより対象物の表面を照射して改質アシスト加工を行う超精密加工技術であり、超精密加工脆性材料の加工精度と表面粗さを著しく向上し、カッターの摩耗を大幅に低減させることができる。本発明は以下のステップを含む。a)シミュレーションソフトウェアを利用して、切削深さ、表面粗さまたはその他の加工要求に従って加工パラメータをシミュレートし、b)イオンビームにより被加工の単結晶脆性材料に衝撃を与えまたは照射することにより、超精密切削加工を行い、c)超精密切削技術により、イオンビーム衝撃した単結晶材料に対して超精密切削加工を行い、d)加工した材料の表面特徴を示す品質を測定し、加工表面品質の改善状況を対比する。本発明は主に単結晶脆性材料の加工に応用される。 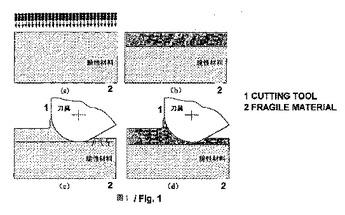 (もっと読む)
(もっと読む)
タービンロータ翼植込部のかしめ部切削用加工機および切削方法
【課題】タービンホイールの側面に円周状に形成されたかしめ部を切削するための機械および方法を提供する。
【解決手段】タービンロータ30をその軸回り方向に回転可能に架台32,34に載置支持する。回転刃物129をタービンホイール10の側方に配置する。タービンロータ30の回転を止めて、回転刃物129を回転駆動して、回転刃物129をタービンホイール10の面に平行にかしめ部12aの接線方向に移動させてかしめ部12aを切削する。一行程の切削が終了したら、タービンロータ30を所定量回転させて、同様に切削を行う。タービンロータ30が一回転するまでこれを繰り返す。
(もっと読む)
削り出しエルボの製造方法
【課題】内部に無用の肉がなくて軸直角な断面形状が軸方向の各部において円をなし、かつ、穴面が軸心に沿って緩やかに屈曲した穴を備えるエルボを素材からの削り出しによって製造可能となすことを課題としている。
【解決手段】穴面にアンダーカット部が残された下穴を素材にあける工程、円弧状の切れ刃を備える仕上げ穴径よりも外径の小さなサイドカッタIIを、素材12に対して所定の方向に相対的に傾けた姿勢で自転させながら公転させ、このときの公転を、仕上げ目標の穴面に沿ってカッタが移動するように行なって下穴11−3の一端側の内径を仕上げる工程、
サイドカッタIIを自転させながら公転させて下穴11−3の他端側の内径を仕上げる工程を経てエルボの穴を形成するようにした。
(もっと読む)
曲線切断用メタルソーとその加工方法と加工装置
【課題】航空機の機体となる炭素繊維強化プラスチック積層板やジュラルミン板、金属薄板等々を任意形状の高精度製品として容易に曲線切断できる新規な曲線切断用メタルソーとその加工方法と加工装置を提供する。
【解決手段】 円板状の台金1の中心部に回転駆動軸に装着される取付孔2Aを有し、上記台金の外周縁Aに切刃Cを備えたメタルソー10であり、上記台金1はこの全周囲に複数枚の扇状放射板(分割台金)1A,1B・・・を等間隔に分割配列させてなり、上記扇状放射板をこの回転軸芯方向Oとなる扇状放射板(台金)の左右側面への外力により回転軸芯方向へ撓み可能とした曲線切断用メタルソーである。
(もっと読む)
工作機械の制御装置
【課題】工作機械の回転軸を制御する際に加工精度に向上させることができる工作機械の制御装置を提供する。
【解決手段】指令加工位置P1と実加工位置P2との許容位置誤差Δを設定する許容位置誤差設定手段101と、設定された許容位置誤差Δと回転軸(A軸、B軸)から実加工位置P2までの離間距離L1、L2とに基づいて、回転軸(A軸、B軸)の速度制御パラメータを決定する速度制御パラメータ決定手段103と、速度制御パラメータに基づいて回転軸(A軸、B軸)の速度制御を行う制御手段104とを備える。
(もっと読む)
ボールエンドミル加工システム、ボールエンドミル加工装置、CAM装置およびボールエンドミル加工方法
【課題】
ボールエンドミル加工時のびびり振動を抑制する加工システム、装置あるいは方法を提供する。
【解決手段】
角度決定部25では、角度決定ルーチンにより被削材66に対するボールエンドミル68の目標角度が決定される。角度決定ルーチンでは、S100において、操作者による入力があったか否かが判断され、入力があった場合はS120に進み、びびり振動の原因としてボールエンドミル68の低剛性が特定されたか否かが判断される。びびり振動の原因としてボールエンドミル68が特定された場合はS140に進み、ボールエンドミル68の軸線と被削材66の法線の角度が小さくなるように、目標角度が調整される。一方、S120において否定判断された場合、すなわち、びびり振動の原因として被削材66の低剛性が特定された場合はS130に進み、ボールエンドミル68の軸線と被削材66の法線の角度が大きくなるように、目標角度が調整される。
(もっと読む)
同期加工システム及び同期加工方法
工作機械システム及び方法は、ワーク保持部を用いており、同期された切削工具(102)を含む。ある実施形態において、前記方法及びシステムは、迅速且つ効率的にワーク(200)の共通表面を加工するために同期された少なくとも2つの切削工具(102)を備える。切削工具(102)及びワーク保持部の両方を制御するための単一のコードラインを有するコントローラが用いられる。ワークにたわみやびびりを生じさせ易いワーク(200)中の生成力を減少させるために、切削工具(102)は、これらがワーク(200)の実質的に反対側の部分に係合するように同期せしめられる。他の実施形態では、切削工具(102)は、ワーク(200)中の圧縮力,引張り力又はねじり力の生成を制御する分離したワーク保持部を用いて同期せしめられる。 (もっと読む)
正面フライス加工方法及び正面フライス加工用被削材
【課題】バリの発生を抑制できる切削加工方法及び切削加工用被削材を提供する。
【解決手段】鉄系金属からなる被削材への正面フライス加工方法であって、被削材のカッタ出口面の切取り予定線付近を予め熱処理により硬化させておくことを特徴とする、正面フライス加工方法。好ましくは、熱処理により、硬度(Hv)が600以上の硬化領域を形成する。また、好ましくは熱処理がレーザ照射処理である。
(もっと読む)
切削加工方法
【課題】加工精度を確保するとともに加工効率をより向上させることができる切削加工方法を提供する。
【解決手段】ワークWを切削加工する切削工具Tと、予め設定された移動経路に沿ってワークに対して切削工具を相対的に移動させる制御手段と、を用いてワークの表面に3次元曲面を切削加工する切削加工方法において、新品状態から第1所定切削量までの区間である初期摩耗領域ではワークWを切削する切削量に対する工具摩耗量が比較的大きく、第1所定切削量から第2所定切削量までの区間である安定摩耗領域では切削量に対する工具摩耗量が初期摩耗領域よりも小さい、切削−摩耗特性を有している切削工具を用いた切削加工方法であって、制御手段にて、ワークの仕上げ加工工程の前に、新品状態の切削工具にて初期摩耗領域に対応する切削量を切削して切削工具の摩耗状態を安定摩耗領域に到達させるステップを有する。
(もっと読む)
61 - 80 / 232
[ Back to top ]