
Fターム[3C025HH07]の内容
Fターム[3C025HH07]の下位に属するFターム
歯の測定から工具にフィードバック (4)
工具の主軸への取付け
工具交換を考慮したもの (1)
Fターム[3C025HH07]に分類される特許
1 - 20 / 32
駆動部間の結合が自由に定められる機械を制御する方法
【課題】機械、殊に工作機械および/または加工機械の制御を、個々の駆動部の結合に関して容易にすること
【解決手段】複数の駆動部を備えた機械を制御する方法であって、当該複数の駆動部の各駆動部を制御し、当該駆動部のうちの1つは第1のリード駆動部であり、当該駆動部のうちの1つは第2のリード駆動部であり、当該駆動部のうちの少なくとも1つは従属駆動部であり、当該従属駆動部を、前記第1のリード駆動部に特徴的な少なくとも1つのパラメータM1と、前記第2のリード駆動部に特徴的なパラメータM2とに依存して制御し、前記従属駆動部の制御に特徴的な制御パラメータLvを、前記第1のパラメータM1と前記第2のパラメータM2の数学的な結合Fvによって求める方法において、前記数学的な結合Fvを自由に定めることができる、ことを特徴とする方法。
(もっと読む)
歯車加工装置

【課題】クラウニング加工を行うことができ、かさ高にならず、しかも加工時の機械強度を維持することができる、歯車加工装置を提供する。
【解決手段】基台と、この基台上に配置され、被加工歯車と噛み合って加工を行う内歯車状の工具を有する工具ユニットと、基台上に配置され、被加工歯車を回転自在に支持し、工具ユニットに対して相対的に近接離間するワーク支持ユニットと、工具の回転中心を通過する第1軸線と直交する第2軸線周りに、当該工具を回転させる第1回転駆動機構と、を備えている。
(もっと読む)
歯車加工装置
【課題】工具の回転位置の検出精度を向上し、これにより加工精度を高くすることが可能な歯車加工装置を提供する。
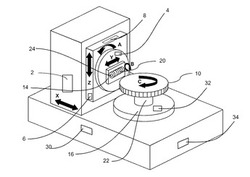
【解決手段】被加工歯車を加工する環状の工具ユニットと、被加工歯車を回転自在に支持し、工具ユニットに相対的に近接離間するワーク支持ユニットと、を備え、工具ユニットは、ハウジング21と、ハウジング21の内周側に回転自在に配置される環状の支持体5と、支持体5の内周側に取り付けられ、被加工歯車に噛合する内歯車形状の工具6と、ハウジング21の内周側に取り付けられた環状のステータ部81、及び支持体5の外周に取り付けられ、ステータ81と対向配置されるロータ部82を有し、支持体5をハウジング21に対して回転させる駆動手段と、ハウジング21に取り付けられ、支持体5の回転角度位置を検出する検出手段と、を備えている。
(もっと読む)
歯車加工装置及び歯車加工条件設定装置
【課題】ホブ盤において、好適な加工条件を容易に得ることができるようにする。
【解決手段】この歯車加工条件設定装置は、送り量決定パラメータと切削速度決定パラメータとを受け付ける。記憶部11には、送り量及び送り量決定パラメータから決まる特性値と切込み量との関係を示す切込み量演算式が格納されており、この切込み量演算式を用いて、切込み量に対応するホブ1の送り量が演算される。また、記憶部11には、ホブ1の刃先温度を所定温度にした場合の切込み量と切削速度との関係を示す温度一定曲線のデータが格納されており、このデータにより、温度一定曲線を参照して切込み量及び切削速度決定パラメータから切削速度が求められる。
(もっと読む)
ストローク数算出装置、加工システム、及びストローク数算出方法
【課題】被加工物や加工目的に応じて最適なストローク数を簡易に求めることを目的とする。
【解決手段】ストローク数算出装置54は、切削条件及びワーク諸元に基づいて、切削負荷を算出し、切削負荷に基づいた実効トルクと揺動回転モータの定格トルクが同程度となる主軸のストローク数S1、及び切削負荷に基づいた最大負荷トルクと揺動回転モータの最大トルクが同程度となる主軸のストローク数S2を算出し、ストローク数S1及びストローク数S2のうち、より小さい値を主軸のストローク数として決定する。
(もっと読む)
歯車形状修整入力描画装置及び歯車形状修整入力描画方法
【課題】歯形、歯すじデータの簡易入力による歯形、歯すじ形状の表示及びが確認できる歯車形状修整入力描画方法を提供するにある。
【解決手段】ワーク51に砥石31を接触させてワーク51を歯車として研削する歯車加工における歯車の歯形、歯すじ修整を行う際の入力方法として、典型的な3つのパターンであるクラウニング、テーパ及びクラウニングレリービングの各修整データ(Cr,Ctop,Tp,Lu,Ls,Rv1,Rv2,R1,R2及びR3)を入力手段から入力する一方、入力手段から入力された修整データ(Cr〜R3)に基づいて演算手段221によりクラウニング、テーパ及びクラウニングレリービングを組み合わせた修整形状(図8〜図12)を演算し、演算手段221から表示手段400,500に対して出力手段223にて修整形状(図8〜図12)を出力し、表示手段400,500にて修整形状(図8〜図12)を描画することを特徴とする。
(もっと読む)
工作機械の切削加工評価装置及び方法
【課題】工具の消費電力と工具にかかる瞬間的な負荷の両方を考慮した上で、精度よく工作機械の加工条件又は加工品の加工状態の評価を行うことができる工作機械の切削加工評価装置及び方法を提供する。
【解決手段】電動回転工具11に取り付けられたブレードにより被切削物を断続切削する工作機械の切削加工評価装置2において、回転工具の主軸モータ12の消費電力を検出する電力検出手段21と、電力検出手段で検出された消費電力を記憶する記憶手段22と、記憶手段に記憶された消費電力に基づいて工作機械1の切削条件又は切削加工物の加工状態を評価する演算手段23とを備え、演算手段は、一のブレードが切削部位に入って抜けるまでの1パスの電力波形を消費電力から抽出する電力波形抽出部24と、電力波形の総面積と、電力波形を時系列で分割し、各分割領域ごとに算出された分割面積の分散値とに基づいて評価を行う評価演算部25とを有する。
(もっと読む)
歯車研削盤及び歯車研削方法
【課題】歯筋が弦巻線状をなしている歯車に対して成形研削加工用の砥石で精度よく加工できる歯車研削盤及び歯車研削方法を提供する。
【解決手段】入力された歯車諸元及びタッチプローブ120からの情報に基づいて、回転テーブル112の軸心位置に対する斜歯歯車10の実際の軸心位置を算出し(S1〜S3)、斜歯歯車10の実際の軸心位置に基づいて、回転テーブル112及び砥石118の位置及び移動の補正値を算出し(S8)、回転テーブル112及び砥石118の位置及び移動の基準値に対して前記補正値を加算することにより、回転テーブル112、コラム113、サドル114、砥石ヘッド116の稼働値を算出し(S9)、当該稼働値で作動させるように各モータ112M〜114M,116Mを制御して、成形研削加工を行う(S10)。
(もっと読む)
歯車測定装置の校正方法
【課題】機械的な基準部材を用いることなく、測定子の位置の校正をする。
【解決手段】基礎円の接線方向走査方法により歯車の歯形を求めこのときの歯形こう配誤差α1と、基礎円の接線方向以外の走査方法により歯車の歯形を求めこのときの歯形こう配誤差α2との偏差である、歯形こう配誤差の差Δαを求める。歯形こう配誤差の差Δαと歯車の諸元を用いて、位置誤差Δxを求め、位置誤差Δxに応じて測定子の位置の校正をする。
(もっと読む)
歯車加工機
【課題】構造が簡単であるとともに、装置の熱変形にともなって発生する切り込み量の変化を適切に検出することができるホブ盤を提供する。
【解決手段】ホブ軸19を支持する第1コラム12及びワーク軸を支持する第2コラム22の上端に、それぞれスタンド26,27を固定する。両スタンド26,27の上端部間に、ホブ軸19とワーク軸との間の距離Dを測定するための測定装置25を介在させる。歯車の創成時に、測定装置25の測定結果に基づいて、ワーク24に対するホブ18の切り込み量を調節する。
(もっと読む)
歯車加工機
【課題】AEフルイッドセンサ等のセンサの取り付け位置を容易に変更することができる構成のAEフルイッドセンサ装置等のセンサ装置を備えた内歯車研削盤などの歯車加工機を提供する。
【解決手段】例えば、AEフルイッドセンサ装置31を、砥石ヘッド16に固定され、砥石回転軸B1を中心とする円弧状又は円形状のガイドレール33と、ガイドレール33の長手方向に移動可能にガイドレール33に取り付けられたスライダー34と、ガイドレール33へのスライダー34の固定と、前記固定の解除とを行うボルト35と、スライダー34に取り付けられてスライダー34とともにガイドレール33の長手方向に移動可能であり、ねじ状砥石17とワークWとの接触によってねじ状砥石17に発生する弾性波を、前記砥石アーバ16aに噴きかけたクーラントCを介して検出するAEフルイッドセンサ32とを有して成る構成とする。
(もっと読む)
周期的な往復動作を制御するサーボモータ制御装置
【課題】周期的に往復動作を行う被駆動体についての角度同期方式の学習制御を可能にするサーボモータ制御装置を提供する。
【解決手段】学習制御器12は、被駆動体14の第1の位置偏差ε1を所定のサンプリング周期毎に取得し、第1の位置偏差ε1は第1変換部30において、周期的な往復動作を行う被駆動体14の1周期分の基準位置毎の第2の位置偏差ε2に変換される。第2の位置偏差ε2は、メモリ32に記憶された被駆動体14の往復動作の1周期前の第1の補正量が加算された後、新たな第1の補正量δ1としてメモリ32に記憶される。第1の補正量δ1は第2変換部34において、サンプリング周期毎の第2の補正量δ2に変換される。
(もっと読む)
工作機械制御装置
【課題】回転工具の異常摩耗や欠けを防止して加工を全うすることにより、加工不良の発生を防ぐことができる工作機械制御装置を提供する。
【解決手段】回転工具を備える数値制御工作機械における回転工具近傍の振動の強度を加速度により検出し出力する加速度計10と、高速フーリエ変換を施すFFT演算部11と、加工時の回転工具による振動の周波数成分の該当する周波数を演算する加工条件抽出部15と、振動加速度のピーク値を出力する振動ピーク出力部12と、回転工具の異常回避制御を行うかどうかを判定する閾値を生成する閾値生成部13と、振動ピーク出力部12からの現在の出力と閾値生成部13において生成した閾値とに基づき回転工具の異常回避制御を行うものと判定したときに、数値制御工作機械の数値制御部3に加工条件を変更する指令を出力する判定部14とを備えた。
(もっと読む)
少なくとも5本の軸を含む工作機械で工具を制御するための制御データを発生するための方法および装置
【課題】工作機械において、工具の不連続的な回転軸の運動および工具の摩耗の増加を防止すると共に、加工品の最適な表面仕上げを可能にすること
【解決手段】ベース本体およびこのベース本体から突出する少なくとも1つのフランク部分を有する予め決定された仕上げ部品を製造するための、少なくとも5軸を含む工作機械であって、部品の幾何学的形状データによりパスデータが発生され、パスデータは、ポイントの列からなるラインに属し、共通平面内にあり、共通平面は、ベース本体に実質的に直交しており、ポイントの第1ラインのうちのポイントを通過して延びる曲線に対して工具パスが実質的に平行となるように、パスデータが発生され、ポイントの第1ラインのうちのポイントの各々において、工具の回転軸が、第1ラインのそれぞれのポイントの列の共通平面によって実質的に自ら定まるように、更にパスデータが発生される。
(もっと読む)
電着内歯車型砥石の取付機構
【課題】電着内歯車型砥石を研削装置の駆動部に、振れ調整に熟練などを要することなく短時間で正確に取付可能とする。
【解決手段】電着内歯車型砥石4の台金11は、駆動部3の回転軸線方向の一方の側から駆動部3に備えられた円環状のアダプタ21の内周部に外周部を嵌合させるように挿入されて、回転軸線方向の他方の側に押圧されることにより取り付けられ、台金11外周部とアダプタ21内周部との一方には径方向に突出する複数の凸部16が周方向に間隔をあけて形成され、他方には凸部16をそれぞれ収容する凹部26が形成され、これらの凹凸部16、26のアダプタ21周方向における一方の側の側面同士は台金11を回転軸線方向の他方の側に押圧したときに互いに当接する方向に傾斜する傾斜側面16A、26Bとされ、他方の側の側面同士は回転軸線に平行に延びる平行側面16A、26Aとされる。
(もっと読む)
工作機械および加工方法
【課題】ワークに作用する外力に対してテーブルの回転方向の動剛性を確保し、かつ、発振現象を防止すること。
【解決手段】ワーク10の慣性モーメントに基づいて速度フィードバックゲインを算出する速度フィードバックゲイン自動設定装置16と、ワーク10を支持するテーブル5の回転に関するセンサ値を計測するセンサ8と、テーブル5の角度が目標角度に一致するように、その速度フィードバックゲインに基づいてテーブル5を回転させるモータをセンサ値に基づいてフィードバック制御する制御装置17とを備えている。ワーク10を支持するテーブル5の慣性モーメントは、ワーク10の慣性モーメントにより変化する。このような工作機械1は、ワーク10の慣性モーメントに基づいてその速度フィードバックゲインに適正な値が代入され、ワーク10に作用する外力に対してテーブル5の回転方向の動剛性を確保し、かつ、発振現象を防止することができる。
(もっと読む)
加工品を機械加工するための工作機械および方法
【課題】機械加工において所定の品質が得られているかどうかを判断する。
【解決手段】同時に制御可能な少なくとも5本の軸を含む制御データによって制御される1つ以上の工具130により加工品200を機械加工するための工作機械であり、工作機械100は、第1加工品200の第1ギアの現在の幾何学的形状、特に現在の歯のフランクの幾何学的形状および/または現在の歯のギャップの幾何学的形状が、第1加工品200の第1ギアの目標とする歯のフランクの幾何学的形状および/または目標とする歯のギャップの幾何学的形状と異なるかどうかを、工作機械100上での第1加工品200の機械加工中および/またはその機械加工後に判断するようになっているテストシステムを更に備える。
(もっと読む)
工作機械および加工方法
【課題】ワークに作用する外力に対してテーブルの回転方向の剛性を確保し、かつ、発振現象を防止すること。
【解決手段】速度フィードバックゲインを自動的に更新する速度フィードバックゲイン自動設定装置16と、ワーク11を支持するテーブル5を回転させるモータ7の回転速度を計測するセンサ10と、テーブル5の角度が目標角度に一致するように、その速度フィードバックゲインに基づいて、モータ7をその回転速度に基づいてフィードバック制御する制御装置17とを備えている。このような工作機械1は、その速度フィードバックゲインが可変であり、その速度フィードバックゲインに適正な値が代入されたときに、ワーク11に作用する外力に対してテーブル5の回転方向の剛性を確保し、かつ、発振現象を防止することができる。
(もっと読む)
歯車加工方法
【課題】複数の加工工程で被削歯車を加工する場合であっても、被削歯車と加工工具とを短時間に効率的に噛合いさせることができ、生産効率を一層向上させることができる歯車加工方法を提供する。
【解決手段】この歯車加工方法では、自立駆動する複数のカッタであるフレージングカッタ18やシェービングカッタ20を順次使用して、複数の加工工程で被削歯車14を加工する。先ず、被削歯車14を非自立駆動で支持軸236a、236bで軸支して、第1のカッタであるフレージングカッタ18の加工歯32a、32bと前記被削歯車14の歯26とを噛合わせて該歯26を加工する第1加工工程を行う。次に、前記第1加工工程での加工歯32a、32bと歯26との間でのセッティングデータを利用して、第2のカッタであるシェービングカッタ20の加工歯44と歯26とを噛合わせる噛合工程を行った後、シェービングカッタ20により被削歯車14を加工する第2加工工程を実施する。
(もっと読む)
歯車の加工方法及び加工装置
【課題】加工工具の耐用期間をより長くすること。
【解決手段】加工工具を、被削歯車と噛み合わせて回転させ、該被削歯車の歯面の仕上げ加工を行う歯車の加工方法において、前記加工工具と前記被削歯車とが噛み合うことにより生じる振動を検出する検出工程と、前記検出工程で検出した振動の周波数特性を解析する解析工程と、前記解析工程の解析結果に基づいて、前記加工工具の回転速度を設定する設定工程と、を備えたことを特徴とする。
(もっと読む)
1 - 20 / 32
[ Back to top ]