
Fターム[3C029BB02]の内容
Fターム[3C029BB02]の下位に属するFターム
Fターム[3C029BB02]に分類される特許
1 - 20 / 46
工作機械
【課題】工作機械において、プローブの取り付けられた主軸を回転させてワークの計測を行う際の主軸の回転微振動を抑制し、計測精度を向上させる。
【解決手段】タッチプローブ17の取り付けられる主軸30と、主軸30を回転駆動するモータ15と、モータ15の回転角度位置を検出する回転角度位置検出器16と、制御装置20とを含み、制御装置20は、タッチプローブ17によってワークの測定を行う測定モード指令が入力された際に、d軸電流指令補正部4によってd軸電流指令値Idcに1より小さいd軸電流補正係数Kを乗じてd軸電流指令値Idcをd軸電流指令補正値Idc‘に低減する。
(もっと読む)
ワーク接触点補正システムおよび旋盤

【課題】簡単かつ高精度に、ワークの被接触面に対するワーク接触部材の接触点の位置を補正できるワーク接触点補正システムおよび旋盤を提供することを課題とする。
【解決手段】ワーク接触点補正システム2は、ワークWの被接触面W1の形状に沿って、該被接触面W1に対する接触点が変化するワーク接触部材21と、ワーク接触部材21を撮像する撮像装置24と、撮像装置24が撮像した画像からワーク接触部材21の外形線に関する実測データR1を取得し、実測データR1を基に接触点の位置を補正する演算部220aを有する制御装置22と、を備えることを特徴とする。
(もっと読む)
バイト切削装置
【課題】被加工物を保持する保持テーブルを有するバイト切削装置において、切削屑の厚みまで含んだ高さを保持テーブルの保持面の高さ位置と誤検出することを防ぐ。
【解決手段】バイト切削装置10の保持テーブル40は、保持部44の外周側が保持面より低く形成された切削屑落とし込み部43を有する枠体42と、切削屑落とし込み部43に配設され保持面45と同じ高さ位置の基準面を有する基準ピン46とを備え、保持テーブル40で保持された被加工物の上面高さ位置を検出するとともに基準ピン46の基準面高さ位置を検出することで被加工物厚みを検出する厚み検出手段50とを備える。厚み検出手段50は、被加工物接触部52bを有する被加工物高さ位置検出器52と、基準面接触ピン51bを有する基準面高さ位置検出器51とを備え、両検出器51,52による高さ位置の検出結果から被加工物の厚みを正確に算出することができる。
(もっと読む)
工作機械及びこの工作機械による位置測定方法
【課題】機械動作を伴わずに、工作機械上に取り付けられた加工物等の位置を測定する。
【解決手段】工作機械にカメラ11を装備し、加工物8を保持するテーブル9の基準となる位置に指し棒10を指し示した状態で、指し棒10の目印をカメラ11で撮影し、画像処理により目印の位置を算出し、指し棒の指した基準点の座標値を求める。一方、加工物8の測定したい点に指し棒10を指し示した状態で、指し棒10の目印をカメラ11で撮影し、画像処理により目印の位置を算出し、指し棒の指した点の座標値を求め、基準点の座標値との差を求めることにより、基準点に対する測定したい点の3次元座標値を測定する。これにより、機械の動作を伴わず、機械の衝突を気にせずに、加工物等の位置を測定できる。
(もっと読む)
超微小球状プローブ加工装置
【課題】超微小球状プローブの製造と、製造された超微小球状プローブの品質評価と、を同一の加工装置上で行うことができる超微小球状プローブ加工装置を提供する。
【解決手段】超微小球状プローブ加工装置は、電気信号監視制御ユニット1と、加工テーブル2と、加工テーブル2に移動可能に配置される上、電気信号監視制御ユニット1に電気的に接続される三軸移動プラットフォーム3と、三軸移動プラットフォーム3に移動可能に配置され、ワーク8を挟持するのに使用される着脱自在ホルダー4と、加工テーブル2に配置される上、電気信号監視制御ユニット1に電気的に接続され、放電加工によってワーク8に尖端を有する円錐形の電極工具を形成するのに使用されるワイヤ放電加工ユニット5と、放電加工ユニット6と、光学測定ユニット7とを備える。
(もっと読む)
工作機械における工作物測定装置およびその方法
【課題】NC装置を改造することなく、必要最小限の測定データで高精度な3次元測定ができる工作物測定装置を提供する。
【解決手段】工作物測定装置20は、プログラマブルコントローラ25が測定ヘッド8の位置データを取得する。この取得動作のタイミングで、パルス出力部24がタイミングパルスPを出力する。予測システム29で予め設定された時間差だけ、一定の時間間隔のタイミングより積極的に早めて出力された測定指令fにより、測定ヘッドが工作物9を測定する。その結果、プログラマブルコントローラが測定ヘッドの位置データC1を取得する第1の時間と、測定ヘッドが測定指令により工作物を測定する第2の時間と、を一致させた。
(もっと読む)
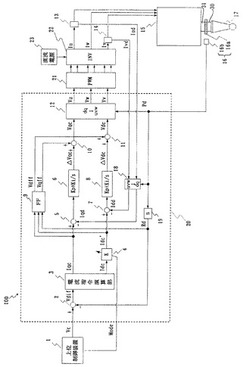
仮想表面によって測定過程を制御する方法
本発明は、測定対象(12)を計測する座標測定機(46)の測定過程を制御する方法(10)であって、前記座標測定機(46)が制御装置(64)と探触ピン(18)を備えたプローブ(60)とを有し、前記探触ピン(18)と前記測定対象(12)の表面(14)との間の相対運動が前記制御装置(64)によって制御されるものに関する。さらに、前記表面(14)は測定対象表面(13)に一致した少なくとも1つの実際部分(24)と少なくとも1つの仮想部分(26)とを有する。本発明はさらに、当該座標測定機とコンピュータプログラムとに関する。
(もっと読む)
加工機械並びに測定装置およびその測定器
【課題】被測定物の外寸のみならず内寸をも測定し得る使い勝手が良い加工機械並びに測定装置およびその測定器を提供する。
【解決手段】測定時は、被測定物(ワーク)Wをその軸心Pが垂直になるようにセットする。測定器10の本体11をワークの側面W1上に載置させる。測定子50の軸心が載置面Gと平行である側面W1に対し、垂直状態になる。そのため、接触部52がワークの外周面W2または内周面W3のいずれにも対向し得る。そして、接触部52をスライドさせてワークの外周面または内周面にそれぞれ接触させることができるので、ワークの外径L3および内径L4を測定し得る。即ち、本体11をワーク上に載置させる構成としたので、1台の測定器によって例えばリング状のワークの外径のみではなく、内径をも測定できる。従って、1台の測定器が外寸用および内寸用に兼用となるので、例えば内寸用の測定装置などが不要となり、使い勝手が良くなる。
(もっと読む)
管材の溶接ビード測定方法並びに溶接ビード切削方法及び溶接ビード切削装置
【課題】溶接により管材の溶接部に変形が生じていても、管材の変形と溶接ビードの突出部とを判別することができ、溶接ビードの切削加工に適切な情報を提供できる管材の溶接ビード測定方法並びに管材の製造方法及び管材の製造装置を提供することを目的としている。
【解決手段】溶接ビード切削装置1は、管材2の内外面に一定の間隙をもって対抗して配置された一対の内面距離センサ9a及び外面距離センサ9bと、計測された管材2の厚さデータから管材2の変形を除外し、溶接ビード13の位置、必要な切削量を算出する演算処理装置12と、決定された溶接ビード13の突出部13a,13bを切削する切削ツール14と、で構成されている。
(もっと読む)
一体化したターニング・センタを有する非接触検査システム
【課題】ロータの機械加工と非接触検査システムを一体化する。
【解決手段】非接触検査システム110は、制動表面を指す非接触センサ(112−1、112−2)の1つ以上の対及びディスクの外径を指す非接触センサを有する。非接触センサは、誘導性センサ、容量性プローブ及び/又はレーザ・センサである。システムは、制動表面102、104厚さ変動、横振れ、平坦さ、平行性及び直径等の種々の特徴及び特性を測定する。ディスクが指定速度で回転する間に又はディスクが停止している間に測定を行う。非接触センサ(112−1、112−2)の対は、センサ又は校正された表面から、その指した表面までの距離を連続的に測定する。他の2つのセンサ(115及び/又は117)は、センサ又は校正された表面から、その指した面までの距離を連続的に測定する。
(もっと読む)
電極加工装置
【課題】半導体ウェーハに形成された複数の半導体デバイスの表面高さにバラツキがあっても、各デバイスに形成された複数のバンプ(電極)の長さを均一に加工することを可能とする。
【解決手段】一次工程で全体的に切削された各バンプ4の長さを二次工程において測定するとともに、均一長さにするための必要切削量を各X・Y座標に設定する。そして各X・Y座標ごとに第2の切削手段200の第2の切削バイト203によってバンプ4の先端を切削し、全てのバンプ4の長さを均一にする。
(もっと読む)
タイヤ成型金型ピースの加工装置及び加工方法
【課題】複数の工作機械の段取りや加工に使用する各工作機械毎の治具の作成及び治具の設置などを必要としないタイヤ成型金型の加工装置及び加工方法を提供する。
【解決手段】タイヤ成型金型ピース20を加工する加工装置の工具回転主軸3に取付けられトレッド意匠面21における複数の測定位置の基準位置に対する高さを測定する意匠面測定手段と意匠面測定手段の測定結果によりトレッド意匠面21の3次元方向の基準位置に対する傾き量又は位置を検出する検出手段と、検出手段の検出した結果に基づき工具回転主軸3及び保持手段のうち少なくとも一方の制御に補正を加える補正手段とを備えるようにした。
(もっと読む)
ワーク加工方法、マシニングセンタ
【課題】マシニングセンタの稼働効率を高める。
【解決手段】複数の工具が搭載されるマシニングセンタ1によって、ワーク200を加工するワーク加工方法であって、複数の工具140から、加工に必要な工具140を選択して主軸131に搭載し、主軸131に搭載された工具140を回転させ、回転中の工具140を、回転による残像を含んだ状態で側面から撮影して工具画像を生成し、工具画像を利用して、工具140の選択の正誤を判定する。正しい工具が選択されている場合に、ワーク200の加工を開始する。
(もっと読む)
工作機械
【課題】計測器が進出位置や後退位置に配置されていることを把握する。
【解決手段】切削対象であるワーク12を把持する主軸2と、切削工具が取り付けられる取付部10を有する刃物台7と、ワーク12の寸法を計測するための計測器24と、計測器24を取付部10に取り付けると共に、刃物台7に近い後退位置と後退位置よりも遠い進出位置との間で計測器24を進退させる進退機構22を有する取付具20と、計測器24が進出位置、または、後退位置に配置されていることを検出する検出装置50とを備える。
(もっと読む)
工作機械
【課題】センサを適切に保護しつつ、ワークの直径を正確に計測できる工作機械を提供すること。
【解決手段】主軸2に把持されたワーク12を加工するタレット旋盤100であって、主軸2に対して進退自在であって、複数の工具取り付け面10を有するタレット刃物台7と、ワーク12の寸法を計測するためのセンサ24と、センサ24を保持し、複数の工具取り付け面10のうちの1つに取り付けられ、当該工具取り付け面10とセンサ24との間のタレット刃物台7の径方向の距離であるセンサ距離を伸縮させるアーム122と、センサ24の少なくとも一部の上方を覆うためのカバー125であって、タレット刃物台7に取り付けられたカバー125とを備え、カバー125には、センサ距離が伸縮することによりセンサ24の少なくとも一部がカバー125から出退する開口部125aであって、常時開口している開口部125aが形成されている。
(もっと読む)
工作機械および計測方法
【課題】従来より大きなワークの寸法の正確な計測を可能とし、かつ、小型化が可能な工作機械を提供すること。
【解決手段】主軸2に把持されたワーク12を加工するタレット旋盤1であって、主軸2に対して進退自在であり、複数の工具取り付け面10を有するタレット刃物台7と、ワークの寸法を計測するためのセンサ24と、センサ24を保持し、複数の工具取り付け面10のうちの1つに取り付けられ、当該工具取り付け面10とセンサ24との間のタレット刃物台7の径方向の距離であるセンサ距離を伸縮させる支柱22と、支柱22を制御することで、ワーク12の直径の両端であるP1及びP2の位置を計測させる制御部41とを備え、制御部41は、支柱22にセンサ距離を縮めさせた状態で、センサ24に、タレット刃物台7に近いP1の位置を計測させ、支柱22にセンサ距離を伸ばさせた状態で、センサ24にP2の位置を計測させる。
(もっと読む)
工作機械における工作物測定装置およびその方法
【課題】NC装置を改造することなく、必要最小限の測定データで高精度な3次元測定ができる工作物測定装置を提供する。
【解決手段】工作物測定装置20は、プログラマブルコントローラ25が測定ヘッド8の位置データを取得する。この取得動作のタイミングで、パルス出力部24がタイミングパルスPを出力する。予測システム29で予め設定された時間差だけ、一定の時間間隔のタイミングより積極的に早めて出力された測定指令fにより、測定ヘッドが工作物9を測定する。その結果、プログラマブルコントローラが測定ヘッドの位置データC1を取得する第1の時間と、測定ヘッドが測定指令により工作物を測定する第2の時間とを一致させた。
(もっと読む)
管の機械加工方法
本発明は、コンピュータ制御された管の機械加工、特に、レーザによる管の切断のための方法に関する。上記方法は、以下のステップを備えている。
−或る長さの管を供給するステップと、
−コンピュータ制御された機械加工ステーションに上記供給された管を配置するステップと、
−上記供給された管を機械加工するために、上記機械加工ステーションを制御するためのプログラムを実行するステップと、
−上記コンピュータ制御された機械加工ステーションに上記管を配置する前に、上記供給された長さの管の寸法を計測するステップ。 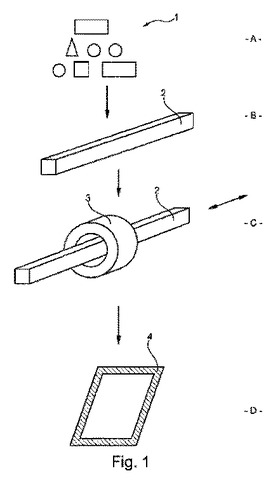 (もっと読む)
(もっと読む)
ローダ利用ワーク計測システム
【課題】 計測専用のワーク移動機構を用いることなく、迅速に計測が行え、また径方向寸法だけでなく加工部位の軸方向寸法の計測が行え、さらに計測によって加工効率が低下することが回避できるローダ利用ワーク計測システムを提供する。
【解決手段】 工作機械1によって切削加工されたワークWを搬送するローダ2と、非接触式計測装置4と、ローダ制御装置3とを備える。ローダ2はワークWを把持するワーク把持部13と、このワーク把持部13下向きと横向きとに姿勢切換する姿勢切換機構を有する。非接触計測装置4は、前記ワーク把持部13に把持されたワークWを、下向き姿勢と横向き姿勢とのいずれの姿勢においても計測可能な位置に設置する。非接触式計測装置4には、帯状光Lを用いるもの等が使用される。
(もっと読む)
内面加工方法
【課題】 ベーンの摺動性を高め、漏れ損失を抑えた高効率な圧縮機を得るために、二次加工として研削仕上げ加工することが重要となってきた。しかしながら、従来の加工では、それぞれ独立した工程となるため位置決め精度に限界があり、位置決め誤差に応じた無駄な加工代の設定、加工精度の限界、加工時間が長くなる、砥石寿命が短くなるなどの問題があった。
【解決手段】 本発明は、被削物の内面を切削加工する切削装置と、切削装置にて切削された内面の加工部を研削する研削装置と、切削され研削された加工部の寸法を測定する寸法測定装置と、切削装置、研削装置および寸法測定装置と対抗した所定の位置に被削物を固定した状態で移動可能な搬送台と、を備え、搬送台を移動させ被削物の内面加工処理を順次行うものである。
(もっと読む)
1 - 20 / 46
[ Back to top ]