
Fターム[3C030CA02]の内容
自動組立 (6,729) | 特定物品の組立・分解 (243) | 軸回りの組立て、分解 (50) | 軸受の脱着 (19)
Fターム[3C030CA02]に分類される特許
1 - 19 / 19
部品圧入装置
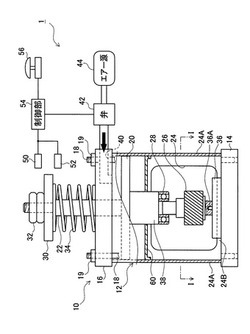
【課題】構造が簡単で、安価に製作できる部品圧入装置を提供することを目的とする。
【解決手段】
市販品のアクチュエータ10を購入した後、アクチュエータ10のシリンダ12に開口部24を形成加工し、下端シリンダキャップ14上にワークホルダ36を取り付けると共に、ピストン20の下面にパンチ38を取り付ける。これにより、はす歯歯車26(被圧入物)の回転軸にベアリング28(圧入物)を圧入するための部品圧入装置を構成した。
(もっと読む)
圧入装置

【課題】バリやカジリ等の発生を避けて、スムーズかつ高精度に圧入を実施することのできる圧入装置を提供する。
【解決手段】ベアリングアセンブリ5をクランクシャフト2の圧入部位に向けて押込む押込み機構10と、押込み機構10に押込み力を付与する駆動機構11とを具備する。押込み機構10は、ベアリングアセンブリ5と当接可能な第1の押込み治具12と、第1の押込み治具12と当接して、駆動機構11から受けた押込み力を第1の押込み治具12に伝達する第2の押込み治具13とを有する。第1の押込み治具12は、第2の押込み治具13に対して傾いた状態でベアリングアセンブリ5と当接可能に構成されると共に、第1の押込み治具12と第2の押込み治具13には、互いに当接可能な部分球面19,20がそれぞれ設けられている。また、第2の押込み治具13は、駆動機構11に対して押込み力と交差する向きにスライドできる。
(もっと読む)
連接棒の軸受メタル交換装置及びその交換方法、ピストン支持治具
【課題】連接棒の軸受メタル交換に際し、ピストンをシリンダから抜き出さずに作業用窓を通してエンジン内部での作業を可能ならしめ、軸受メタルの交換作業時間の短縮を図る。
【解決手段】ピストン昇降治具20は、クランク軸2の回動によって点検対象に係るピストン6の軸線方向に位置決めされた一対のバランスウェイト8の係止凹部18間に両端が支持され軸方向の移動を規制する規制板24a,24bを備えた軸部材23と該軸部材23の外周に設けた着座部とから成る受け部材22と、着座部に下端部が支持されて作動ロッドを上昇移動するアクチュエータと、作動ロッドの先端に装着された状態でピストンスカート部6aのボス6c下面を支持するピストン保持具とを備え、連接棒支持治具は、エンジン本体3内部のフレーム12に締結ボルトを介して取付けられ、連結部材9に向けて延出する支持板の先端にあって連結部材9に係合する掛止具を備えている。
(もっと読む)
軸受組付け装置
【課題】滑り軸受が軸受嵌合面に乗り移る際の擦れを確実に防いで、当該滑り軸受を高精度に組付けることのできる軸受組付け装置を提供する。
【解決手段】本発明に係る軸受組付け装置10は、一端開口部から導入した滑り軸受1を、他端開口部に設置した被組付け部材4の軸受嵌合面5に向けて案内するガイド穴12が形成されたガイド部材11と、ガイド穴12の一端開口部に設置した滑り軸受1の両端部2,2を押圧してガイド穴12を通過させることで、滑り軸受1を軸受嵌合面5に当接させる押圧部材15とを具備する。ここで、ガイド穴12は、滑り軸受1の軸受嵌合面5に向けた押圧移動に伴い、滑り軸受1の外径を軸受嵌合面5の内径より小さくなるまで縮小させる内面形状をなしている。そして、押圧部材15で、滑り軸受1が軸受嵌合面5の底部5aと当接する位置まで滑り軸受1を押圧した後、ガイド部材11と押圧部材15との相対移動により、滑り軸受1をガイド穴12から離脱可能とする。
(もっと読む)
インホイールモータユニットのハブベアリング脱着方法および装置
【課題】ハブベアリングがスプライン嵌合されていた出力軸を芯だし状態に保ったままハブベアリングの脱着を行い得るようにして、この脱着作業を容易なものにする。
【解決手段】ハウジング3の外端に治具30を取り付け、スライダ37の板38にハブベアリング18のホイールハブ22を取り付け、レバー41によりハブベアリング18をハウジング3の端蓋19から図示位置に引き抜く。この状態で、ハブベアリング18が嵌合していた箇所に芯だしプレート43を嵌合して、出力軸9の芯だし状態を保持する。よって、ハウジング3の外端から治具30を取り外し、ハブベアリング18の交換後、再びハウジング3の外端に治具30を取り付けるまでの間も出力軸9は芯だし状態に保たれる。交換後のハブベアリング18を所定位置に嵌合させるに当たっては、芯だしプレート43を除去し、交換後のハブベアリング18を図示位置から左方へ変位させることで、当該ハブベアリング18の嵌合が可能である。
(もっと読む)
ころ軸受の組立方法および装置
【課題】軌道輪(内輪または外輪)の軌道面にころを配列してころ軸受を組み立てる過程のころの挙動を安定させる。
【解決手段】定盤30上に寝かせた状態で配置した軌道輪12の軌道面14に所定数のころ20を配列してころ軸受10を組み立てるにあたり、1本のころ20だけ除いて残りのころ20を一連のころ列をなすように軌道面14に配列した後、前記1本のころ20を定盤30上に固定し、その固定したころ20に向かって軌道輪12をその半径方向に変位させることにより、前記ころ列の端部に位置するころ20間に前記1本のころ20が押し込まれるようにした。組立装置は、定盤30と、定盤30に着脱可能なころの受け台40と、軌道輪12を半径方向に変位させる押圧機構50とを備え、受け台40がころ20の転動面22を支持する受け面42ところ20の端面24を支持する座面44とを有し、座面44の定盤30からの高さが、軌道輪12のつば幅と同等である。
(もっと読む)
ワーク圧入装置
【課題】環状ワークをシャフトに的確に圧入でき、その際の圧入荷重の経緯を的確に検知できるワーク圧入装置を提供する。
【解決手段】外周面に環状凹部301を形成されたシャフト状のワーク3の軸方向での所定の組付け位置e1まで環状ワーク5を圧入する圧入ユニット14を具備する。圧入ユニット14は、環状凹部301を第1駆動手段35に駆動される挟持部材で挟持するシャフト挟持手段39と、サーボプレス19からなり第1駆動手段35とは独立した第2駆動手段が圧入力伝達部材31を介して圧入力を環状ワーク5に加える圧入手段と、を有し、シャフト挟持手段39によりシャフト3の環状凹部301をずれなく挟持した上で、圧入手段が環状ワーク5を組付け位置e1に圧入する。
(もっと読む)
メタル取付装置
【課題】コンロッドの倒れている方向がバラバラであっても、全自動で軸受メタルを取付可能にする。
【解決手段】クランクケース19に対して、コンロッド1の大端部3はピストンピンの軸線回りに、その両側のいずれか側へバラバラに倒れている。メタル取付装置20をコンロッド1の上方へ移動し、姿勢センサ24にて大端部3がいずれか側にあるかを検知し、その側へメタル取付装置20を移動させ、さらに下降させてクランプアーム25で大端部3を支持し、続いてメタル取付装置20をコンロッド1の直上へ位置させてコンロッド1を直立させる。この状態でメタルキャッチ部に挟持された軸受メタルを押し下げてメタル取付凹部8へ取付ける。
(もっと読む)
軸受装置および軸受の誤組付け防止治具
【課題】 非対称の軸受を使用した装置の組立てに際し、作業者ミスによる軸受の誤組付けの発生を確実に防止することができる軸受装置および軸受の誤組付け防止治具を提供する。
【解決手段】 軸受装置5は、外輪11、内輪12、両輪間に配置された複数の転動体13、両輪端部間に配置されたシール部材15,16、内輪12に組み付けられた誤組付け防止治具18を備えている。誤組付け防止治具18は、内輪12の内径に締め代有りで嵌め入れられた円筒部31と、円筒部31の一端部に形成されて内輪12端面に当接する外向きフランジ32と、弾性変形可能で内輪12の環状溝12aに係合して誤組付け防止治具18の軸方向への抜けを防止する係合部33とを有している。
(もっと読む)
軸受装置および軸受の誤組付け防止治具
【課題】 非対称の軸受を使用した装置の組立てに際し、作業者ミスによる軸受の誤組付けの発生を確実に防止することができる軸受装置および軸受の誤組付け防止治具を提供する。
【解決手段】 軸受装置5は、外輪11、内輪12、両輪間に配置された複数の転動体13、両輪端部間に配置されたシール部材15,16、内輪12に組み付けられた誤組付け防止治具17を備えている。誤組付け防止治具17は、内輪12の内径に締め代有りで嵌め入れられた円筒部31と、円筒部31の一端部に形成されて内輪12端面に当接する外向きフランジ32とを有している。外向きフランジ32に、シール部材15を保護するシール保護部32aが設けられている。
(もっと読む)
プラネタリーキャリア組立装置
【課題】サブアッシーの組立からそのサブアッシーのキャリア本体への組込までの作業を全て自動で効率的に行うことができ、しかも各工程を実行する各装置が分散配置されて管理やメンテナンス等を容易に行うことが可能なプラネタリーキャリア組立装置を提供する。
【解決手段】キャリア本体に、互いに噛合する二つのピニオンギヤを有するサブアッシーを組込むことによりプラネタリーキャリアを組立てるプラネタリーキャリア組立装置において、パレットを環状の搬送経路に沿って循環させるパレット搬送装置36と、搬送経路に沿って配置され且つパレット上でサブアッシーの組立を行うサブアッシー組立手段37と、サブアッシー組立手段37によりパレット上で組上ったサブアッシーをパレット外のキャリア本体に組込むサブアッシー組込手段265とを備えたものである。
(もっと読む)
プラネタリーキャリア組立装置
【課題】内部にニードル軸受が直列に複数個挿通されたピニオンギヤを有するサブアッシーの自動組立を短いサイクルタイムで効率よく行うことが可能なプラネタリーキャリア組立装置を提供する。
【解決手段】ニードル軸受が直列に複数個挿通されたピニオンギヤを有するサブアッシーを組立てるサブアッシー組立手段37を構成するニードル軸受取付手段37cに、ニードル軸受を供給位置に向けて搬送するニードル軸受搬送手段186と、供給位置に供給されたニードル軸受を所定の把持手段198aにより把持して持上げ、ニードル軸受搬送手段186により供給位置に新たに供給された後続のニードル軸受の上に載置する積上作業を、その供給位置に複数個のニードル軸受が積上げられるまで繰返し行うニードル軸受積上手段187とを設け、積上げられた複数個のニードル軸受を同時に把持してパレット35上に移送するように構成したものである。
(もっと読む)
焼抜き用引抜治具
【課題】リング状部材を誘導加熱して膨張させた直後に容易に且つ素早く軸から引き抜ける焼抜き用引抜治具を提供する。
【解決手段】焼抜き用引抜治具10は、円筒状又は円柱状の軸30の外周面30aに嵌め込まれたインナーレース40をリング状の誘導加熱コイルで取り囲んで誘導加熱して膨張させることにより軸30からインナーレース40を引き抜く際に使用される。焼抜き用引抜治具10は、内周面に段が形成された(内周面の半分程度が内側に狭くなった)リング状のスペーサ12と、全体形状がL字状の2つの爪と、これらの爪が嵌め込まれて保持される2つの凹部14aが形成されたリング状の爪ホルダ14と、爪ホルダ14の凹部14aそれぞれに保持された爪を押えて固定しておく爪押えリング18と、誘導加熱コイルに取り付けられる引抜爪20とを備えている。
(もっと読む)
ニードルベアリングの組付装置
【目的】ニードルローラーを軸受穴へ組み込むとき、ニードルローラーの脱落等を防止して、組み立て作業を容易かつ迅速にする。
【構成】組立治具2の一側にワーク1を重ねて軸受穴10と組立穴20を一致させ、これらを挟んで両側へ固定シャフト3と組立シャフト5を同軸配置する。固定シャフト3を軸受穴10へ差し込んでワーク1の大端部8を支持する。軸受シャフト25及びその外周に嵌合したリテーナ27を組立シャフト5の先端へ支持させ、組立シャフト5を前進させて軸受シャフト25及びリテーナ27を組立穴20内へ押し込み、上方から投入スロット32を通してニードルローラー30をリテーナ27のローラー穴28へ嵌合保持させてニードルベアリング31を組み立て、その後さらに組立シャフト5を前進させかつ固定シャフト3を後退させて、軸受シャフト25及びニードルベアリングを一体に軸受穴10内へ押し込んで組み付ける。
(もっと読む)
軸受嵌入装置および軸受嵌入方法
【課題】 2つの軸受の各々が有する外輪のそれらが組み付けられるハウジングへの嵌入作業を、迅速に行うことが可能な軸受嵌入装置を提供する。
【解決手段】 軸受嵌入装置を、上記2つの外輪30,32の各々をハウジング12に設けられた軸受収容凹所46,48の各々の軸線上の外側に位置するように保持する2つの保持具152,250と、それらの保持具を接近させる方向に相対移動させる保持具相対移動装置104とを備えるように構成し、その保持具相対移動装置によって2つの保持具を相対移動させることによって2つの外輪を相対接近させ、2つの外輪をハウジングに一度に嵌入させる。その軸受嵌入装置を用いれば、2つ保持具の相対接近移動という1つの動作によって、2つの外輪を一時期に嵌入させることができ、2つの外輪の嵌入作業を迅速に行うことが可能となる。
(もっと読む)
部品組付方法および部品組付装置
【課題】部品高さを検知する検知方式に工夫をなすことにより誤・欠品を確実に把握できるようにする。
【解決手段】組付部品としてのスラスト針状ころ軸受1を脱着可能に把持する把持機構25を備えた組付治具11をロボットハンド10に持たせ、ロボットハンド10の動きで、部品供給パレット12上に載置された組付部品1を把持機構25の把持アーム28に受取り、かつ組付対象品に組付ける部品組付装置において、部品供給パレット12のワーク載置面35を、内周フランジ2を含めて組付部品1の全体を載置可能な形状に形成し、部品供給パレット12から組付部品1を受取る際、組付治具11に設けた検知装置40の検知棒41を組付部品1の上面に当接させてその全体高さを検知し、組付対象品に組付部品1を組付ける際、同じ高さ検知装置40により組付高さを検知し、この2度にわたる検知結果に基づいて誤・欠品を判定する。
(もっと読む)
引き抜き装置
【課題】シャフト等の被引き抜き材に圧入又は焼き嵌めされたベアリングの内輪又はカラー等の引き抜き材を引き抜く際に、引き抜き材の端面を保持する保持部材が引き抜き材からの外れがなく、又、装置の損傷が生じることがない引き抜き装置を提供する。
【解決手段】油圧装置9が結合される第一の連結円盤5と、第一の連結円盤5に所定の間隔で複数本のボルト7によって結合される第二の連結円盤6と、各々半円筒状である下側保持部42及び上側保持部43により形成される円筒状の保持部と、第二の連結円盤6の円盤面中央部に設けられた被引き抜き部材を挿入する挿入部13と、保持部に設けられた第二の連結円盤6の円周部を係止させる係止溝4aと、保持部に設けられた引き抜き部材を係止させる係止部12とを有し、被引き抜き部材を油圧装置9のピストンロッドによる押圧によって係止部12に係止された引き抜き部材を被引き抜き部材より引き抜く。
(もっと読む)
回転軸、軸受装着装置、定着装置、及び画像形成装置
【課題】 生産性が高く、所定位置に軸受が容易に装着されて、回転軸の変形や表面処理層への悪影響の発生を防止すると共に、軸受を装着する装置も軽量で小型となり、高品質の画像形成が行われて消費電力を低減して省資源で低コストの回転軸、及び、その回転軸に軸受を装着する軸受装着装置、その回転軸を具備する定着装置、並びに、画像形成装置を提供する。
【解決手段】 両端を支持されて回転可能な軸部1と、軸部1の両端に装着した軸受2と、軸受2の装着時に軸部1を載置する両端の外周面に形成された被載置面1aと、軸受2を軸部1の一方の端部1bへの圧入時に他方の端部1cに当接して受けられる被当接受け面1bとからなる。
(もっと読む)
コネクティングロッド軸受メタル確認装置
【課題】クランクシャフトにコネクティングロッドが取り付けられた状態で、クランクシャフトのクランクピンとコネクティングロッドのクランクピン孔との間に軸受メタルが装着されていることを確認できるコネクティングロッド軸受メタル確認装置を提供する。
【解決手段】コネクティングロッド110が組み付けられているクランクシャフト100を保持し、クランクピンの中心とピストンピン孔117の中心とを結ぶ直線に沿ってコネクティングロッド110を往復移動させ、その移動量を測定する。そして、測定した移動量が予め設定されている基準値よりも大きい場合に、軸受メタル120が未装着であると判断する。
(もっと読む)
1 - 19 / 19
[ Back to top ]