
Fターム[3C034CB18]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 操作対象 (1,373) | 複数対象を操作するもの (54)
Fターム[3C034CB18]に分類される特許
1 - 20 / 54
円筒研削加工方法、および円筒研削加工装置
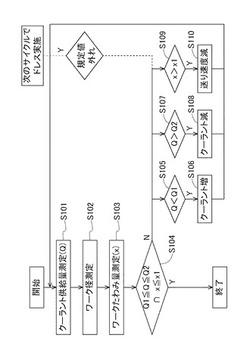
【課題】ワークに形状不良および砥石焼けが発生することを抑制でき、ワークの加工精度を安定させることが可能な円筒研削加工方法、および円筒研削加工装置を提供する。
【解決手段】円筒研削加工装置10を用いて行われる、ワーク1を研削加工する方法であって、ワーク1の研削加工を行っている場合で、クーラント量測定手段14の測定値が所定の下限クーラント閾値Q1より小さい値になるときには、クーラント量変更手段13によりクーラント供給手段からのクーラント供給量を増加させ、クーラント量測定手段14の測定値が所定の上限クーラント閾値Q2より大きい値になるときには、クーラント量変更手段13により前記クーラント供給手段からのクーラント供給量を減少させ、たわみ量測定手段16の測定値が所定のたわみ閾値x1より大きい値になるときには、砥石送り手段により砥石11の送り速度を減少させる。
(もっと読む)
眼鏡レンズ供給システム

【課題】 システムの大型化、設置スペースの増大を抑え、経済的に有利する。
【解決手段】
1つのコンベアラインユニットは、コンベアラインと、1台の加工装置に対して少なくとも2つのトレイをコンベアラインから離脱させて待機位置まで移動させ、加工済みレンズが入ったトレイをコンベアラインに載せるトレイ移動ユニットと、レンズを加工装置に供給し、加工されたレンズをトレイに戻すロボットシステムと、トレイの識別情報を得る個別制御ユニットと、を有し、複数のコンベアラインユニットが並べられたときに、コンベアラインが1本のコンベアラインのように接続され、主制御ユニットは、各個別制御ユニットと通信し、搬入用コンベアラインのトレイを何れのコンベアラインユニットに搬送するかを決める。
(もっと読む)
研磨方法及び研磨装置
【課題】十分な研磨速度を維持しつつ基板の被研磨面(表面)の研磨を行い、しかも、研磨後の基板表面に研磨残りを生じさせることを防止して、所望の研磨プロファイルを得ることができるようにする。
【解決手段】研磨パッド14aに向けてガスを噴射して研磨パッド14aの温度を制御しながら研磨する研磨方法において、研磨中、ガス噴射流量又はガス噴射方向をPID制御しつつ、被研磨面の研磨状態を監視し、所定の膜厚に到達する前後で、制御する研磨パッド14aの温度を切り替えて研磨する。
(もっと読む)
研磨装置及び研磨方法
【課題】研磨パッド表面に向けてガスを噴射して研磨パッドの温度を制御しつつ、基板と研磨パッドとの研磨界面への研磨液供給量が不足して研磨レートが低下するのを抑制したり、適正な研磨レートを保つことができるようにする。
【解決手段】研磨パッドに向けてガスを噴射して研磨パッドの温度を制御しながら、研磨液が供給されている研磨パッドの表面に基板を摺接させて該基板を研磨する研磨方法であって、基板の研磨時に研磨パッドに向けて噴射されるガス流量と研磨パッドに供給される研磨液流量とを互いに連動させる。例えば、基板の研磨時に研磨パッドに向けて噴射されるガス流量と研磨パッドに供給される必要研磨液流量との相関を示すデータを基に、基板の研磨時に研磨パッドに供給される研磨液流量を調整する。
(もっと読む)
ガラス板を隅取りする方法及びその装置
【課題】ガラス板の移動速度に変化が生じても、ガラス板と砥石との位置関係に誤差が生じることなく、ガラス板の隅部を所望に隅取りするガラス板を隅取りする方法及びその装置を提供すること。
【解決手段】 ガラス板2をその一縁6と平行なX方向に移動させる移動手段7と、ガラス板2の一縁6側の隅部3を研削する研削工具としての環状の砥石4と、砥石4をX方向に直交するY方向に移動させる移動手段8と、ガラス板2の一縁6に対向するX方向に伸びた他の一縁11側の隅部3aを研削する研削工具としての環状の砥石5と、砥石5をY方向に移動させる移動手段9と、ガラス板2をX方向に移動させながら、ガラス板2のX方向の移動に応答して、砥石4及び5をY方向に移動させるように、移動手段8及び9を制御する制御手段10とを具備しているガラス板隅取り装置1。
(もっと読む)
ウェーハの面取り装置
【課題】複数の加工テーブルで並行してウェーハを面取り加工し、スループットを向上させるとともに、砥石の総数を抑えて装置全体のコストやサイズを低減させ、維持管理も容易であるウェーハの面取り装置を提供する。
【解決手段】ウェーハ1を戴置する複数の加工テーブル2と、上記ウェーハ1の周縁部を面取りするための複数種類の加工工程にそれぞれ対応した異なる加工特性を有する複数の砥石3、4、5、6と、上記各砥石3、4、5、6をそれぞれ上記加工テーブル2間で移動させる砥石移動手段とを有し、上記各砥石3、4、5、6が、それぞれ一つの加工テーブル2に接近してウェーハ1を面取り加工し、次いで他の加工テーブルに順次移動して加工することを繰り返すことにより、複数の上記ウェーハ1、…1を上記複数の砥石3、4、5、6が同時並行して面取りする。
(もっと読む)
研削装置の運転方法
【課題】 自動研削プログラムの実行を中止した場合に、短時間で効率良くウエーハをカセット内に戻せる研削装置の運転方法を提供することである。
【解決手段】 研削装置の運転方法であって、自動研削プログラム実行中に制御手段が自動研削プログラムを中止する信号を受信すると、第1のカセットから新たにウエーハを搬送することを中止するとともに、第1のカセットから搬送されたウエーハに研削加工が実施されているか否かを判断する。研削加工が実施されていると判断した場合には、ウエーハを自動研削プログラムと同じ経路で移動して第2のカセットに収容し、研削加工が実施されていないと判断した場合には、ウエーハを自動研削プログラムと逆の経路で移動して第1のカセットに収容する。
(もっと読む)
レンズ用レイアウト・ブロック装置のホルダ収納構造
【課題】一つのレイアウト・ブロック装置で標準用と小径用の2種類のレンズホルダによる被加工レンズのレイアウトブロックをバッチ処理方式で可能にするレンズ用レイアウト・ブロック装置のホルダ収納構造を提供する。
【解決手段】複数種の標準用レンズホルダ40A〜40Cをその種別毎に収納する複数の標準ホルダ用カセット180B、180D、180Gと、同じく複数種の小径用レンズホルダ41A〜41Dをその種別毎に収納する複数の小径ホルダ用カセット180A、180C〜180Fとを備え、これらの標準用レンズホルダ、標準ホルダ用カセット、小径用レンズホルダおよび小径ホルダ用カセットに、それぞれその種別毎に同一色に着色された識別部を設け、誤装着を防止する。
(もっと読む)
ガラス板の研磨状況をモニタリングする装置及び方法
【課題】ガラス板の研磨工程において研磨状況を正確且つ迅速にモニタリングすることができる装置及び方法を提供する。
【解決手段】ガラス板研磨状況のモニタリング装置は、ガラス板で研磨装置10により研磨される部分の位置を測定する位置測定部110;研磨装置10に流入する電流を測定する電流測定部120;研磨装置10に流入する電流に対する参照値をガラス板の研磨位置ごとに貯蔵するメモリ部130;及び位置測定部110及び電流測定部120による研磨位置ごとの電流測定値とメモリ部130に貯蔵された研磨位置ごとの電流参照値とを比較して研磨状況の不良可否を判断する制御部140;を含む。
(もっと読む)
自動面取り加工装置
【課題】複数の種類を有するワークの面取り加工の自動化を効率良くかつ有効に実現する。
【解決手段】加工データ作成装置(10)は、第1撮像装置(45)から出力されるワークWの画像データと照合して種類を判別するための照合用データを、設計データに基づいて加工データの一部として作成する照合用データ作成手段(12)と、設計データに基づいて面取り加工の際のワークに対する加工ツール(32)の相対移動データを、加工データの一部として作成する移動データ作成手段(13)と、を備える。制御装置(50)は、第1撮像装置(45)から出力されるワークWの画像データを、照合用データと照合して、加工ステージ(60)上に配置されたワークWの種類を判別するワーク判別手段(52)と、判別した種類に対応する相対移動データを加工データから抽出して、相対移動データとワークWの画像データから求まるワークWの位置とに基づいてワークWの面取り加工工程を決定する加工工程決定手段(53)と、を備える。
(もっと読む)
基板研磨装置、基板研磨方法、及び基板研磨装置の研磨パッド面温調装置
【課題】基板研磨装置の研磨テーブルの研磨面の温度を測定し、該測定した温度情報をPID制御によりフィードバックして研磨面を温調しながら基板を研磨する基板研磨装置、基板研磨方法、基板研磨装置の研磨パッド面温調装置を提供する。
【解決手段】研磨パッド11が貼付された研磨テーブル13と、基板を保持するトップリング14とを備えた基板研磨装置において、研磨パッド11面上の温度を検出する放射温度計19と、研磨パッド11面上の温度を調整するパッド温調手段26と、研磨パッド温度情報に基づいてパッド温調手段26を制御して研磨パッド11面上の温度を制御する温度コントローラ20を備え、温度コントローラ20は複数種のPIDパラメータから所定のルールに基づき所定のPIDパラメータを選択し、パッド温度情報に基づいて選択したPIDパラメータを用いて研磨パッド11面上の温度を制御する。
(もっと読む)
加工機における多機能機内測定装置
【課題】本発明は,ワークに対して各種の加工を再チャッキングすることなく加工できるNC工作機械等の加工機において,1つの計測ユニットによって加工済のワークに対して各種の測定を可能にした多機能機内測定装置を提供する。
【解決手段】この多機能機内測定装置は,軸付き砥石32が装着された水平軸ユニット5,垂直軸状態又は斜軸状態に変更可能な工具ホルダ部25,26が装着されたY軸ユニット4,及び機内計測ユニット6がX軸スライド2に配設されたものである。1つの機内計測ユニット6は加工されたワーク19に対して,内径,外形,段差等のワークの形状寸法を測定するタッチセンサと,球面,非球面等の端面等の表面形状をトレースして測定する変位センサとの機能を備えている。
(もっと読む)
研削盤および研削方法
【課題】後退研削を利用して、より高精度な研削加工を行うことができる研削盤および研削方法を提供する。
【解決手段】第一前進研削の後に後退研削を実行する。後退研削の際に、円筒状ワークWの現在の回転位相θtから目標の回転位相θeに達するまでの間において、各回転位相θにおける円筒状ワークWの研削残し量E(θ)に基づいて各回転位相θにおける目標研削抵抗Fe(θ)を生成する。そして、力センサ50により検出される研削抵抗Ftが目標研削抵抗Fe(θ)に一致するように制御して後退研削を実行する。
(もっと読む)
研削装置におけるオシレーション制御方法及び研削装置
【課題】オシレーション専用の軸を要することなく、簡易な構成で、シート加工を可能とする。
【解決手段】第1のスライド部101は、X軸方向に、第2のスライド部102は、砥石24〜26の軸線方向であるZ軸方向で、それぞれ往復動可能に設けられており、制御部301におけるオシレーショ制御処理の実行によって、駆動信号出力回路302、第1及び第2のサーボアンプ303A,303Bを介して、第1及び第2のリニアモータ13,16が駆動されることにより、第1のスライド部101と第2のスライド部102が、それぞれ同時に往復動せしめられ、その往復動の合成によりオシレーションが生ずるようになっている。
(もっと読む)
研磨装置の動作レシピの作成方法
【課題】研磨ヘッドの動作を決定するパラメータの数値入力に要する時間および労力を低減することができる研磨装置の動作レシピの作成方法を提供する。
【解決手段】研磨装置は、研磨テープ23を用いて基板Wの周縁部を研磨する複数の研磨ヘッド30A〜30Dと複数の研磨ヘッド30A〜30Dの動作を制御する動作制御部69とを備える。研磨装置の動作レシピは、研磨ヘッドの動作を決定する複数のパラメータを動作制御部69に記憶し、複数のパラメータから構成される少なくとも1つの研磨ヘッドレシピを動作制御部69内に生成し、複数の研磨ヘッド30A〜30Dを研磨ヘッドレシピに関連付けることによって生成する。
(もっと読む)
精密研削装置
【課題】 ナノ精度の高精密研削装置の提供。
【解決手段】 磁気軸受と静圧水軸受により軸受けされる回転/直動可能な砥石軸13、前記砥石軸を回転/直動させる回転/直動複合アクチュエータ16,18、前記砥石軸の移動距離を測定する位置測定手段85、および、前記砥石軸13を固定するコラム7を砥石軸方向に直線移動させる駆動手段9を備える研削ステージTSと、前記砥石軸に軸承される砥石14の研削加工面に対して被研削物表面を直角方向に保持する回転保持具20、および、静圧水軸受で軸受けされた前記回転保持具の主軸を回転駆動させる回転駆動手段を備えるワークステージWS、とを供える研削装置1。
(もっと読む)
研削盤
【課題】ツルーイング回数を減少することにより、加工コストの低減と加工時間の短縮を可能にした研削盤を提供する。
【解決手段】複数の砥石を備え、工作物に対して粗研削加工と仕上げ研削加工とを行い得るようにされた研削盤において、砥石のうち仕上げ研削加工に用いる仕上げ研削加工用砥石の研削面の状態が限界状態であることを判断する閾値を記憶する閾値記憶部と、仕上げ研削加工用砥石の研削面の状態を検出する検出手段とを備えている。制御手段は、検出手段の検出結果が閾値に到達したときに、その時まで仕上げ研削加工に使用していた砥石の研削面にツルーイングを行うことなく、以後、当該砥石を粗研削加工用砥石として使用し、その時まで粗研削加工に使用していた砥石の研削面にツルーイングを行った後、当該砥石を仕上げ研削加工用砥石として使用するように制御する。
(もっと読む)
研削方法
【課題】非接触式厚み測定器の測定範囲よりも更に研削する場合においても精度良く、また複雑な測定機構を要することなく研削可能である研削方法を提供すること。
【解決手段】非接触式厚み測定器18の計測範囲を越えた厚み分は研削工具12の移動量を制御する、より好適には、ウェーハ残留厚さHと研削工具12の移動量との相関関係を算出し、測定範囲を越えた厚み分は、算出した相関関係に基づき研削工具12の移動量Lを制御する。
(もっと読む)
基板処理装置
【課題】高スループットの研磨ユニットとの組み合わせに適した、低コストの研磨状態検査ユニットを有する基板処理装置を提供する。
【解決手段】本発明の基板処理装は、置基板Wの周縁部を研磨する研磨ユニット70A,70Bと、研磨ユニット70A,70Bにより研磨された基板Wの周縁部を撮像する撮像モジュール131と、撮像モジュール131により撮像された画像から基板の研磨状態を検査する画像処理部132とを備え、撮像モジュール131は、研磨ユニット研磨ユニット70A,70Bが基板Wの周縁部を研磨していないときに基板の周縁部を撮像する。
(もっと読む)
研削盤および研削方法
【課題】Z軸方向へ移動する指令が出された時に、砥石がワークの中心軸方向に常に移動することを可能とする研削盤および研削方法を提供する。
【解決手段】ベッド10を基準として主軸台20の絶対座標系X軸方向の相対変位L1を常時監視する第一変位監視手段71、61、62と、ベッド10を基準として心押台30の絶対座標系X軸方向の相対変位L2を常時監視する第二変位監視手段72、61、62と、主軸台20の相対変位L1および心押台30の相対変位L2に基づいて、予め設定された基準Z軸に対するワーク軸の傾きθ1を算出する傾き算出手段63と、ワーク軸の傾きθ1に基づいてワークWのテーパ誤差を補正する補正手段64とを備える。
(もっと読む)
1 - 20 / 54
[ Back to top ]