
Fターム[3C034CB20]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 操作対象 (1,373) | その他 (83)
Fターム[3C034CB20]に分類される特許
1 - 20 / 83
レンズ芯取機の芯出し方法及び装置
【課題】レンズを傷つけることなく、Z値の小さいレンズに対する正確な芯出しを行うことができる技術手段を得る。
【解決手段】ホルダ上のレンズ表面に向けて投射された光ビームの反射光又は透過光を受光してその受光位置を出力する光学計測器と、レンズの外周を加工する回転砥石とは別に設けたプッシャと、このプッシャをホルダの軸心に向けて移動する送り装置とを備えている。光学計測器の計測値に基づいてレンズの偏芯方向をプッシャに向ける方向にホルダを回転させ、光学計測器の計測値に基づいてプッシャをホルダ中心に向けて進出させる。
(もっと読む)
シリコンウェーハの研磨方法及び研磨装置

【課題】研磨布のドレッシング状態の変化によって生じる研磨速度の変化による研磨代のばらつきを抑制し、仕上がり厚さを高精度に制御できるシリコンウェーハの研磨方法及び研磨装置を提供する。
【解決手段】所定の研磨代となるように研磨時間を設定し、タンク内に貯蔵された研磨剤を研磨布に供給しながらシリコンウェーハを研磨布に摺接させて設定した研磨時間で研磨し、供給した研磨剤を前記タンク内に回収して循環させながらシリコンウェーハの研磨をバッチ式に繰り返すシリコンウェーハの研磨方法において、研磨布をドレッシングした後のバッチ回数の増加に伴って変化する研磨速度を予めデータベースに記録しておく工程と、所定の研磨代となるように研磨時間を設定する際に、データベースに記録された研磨布をドレッシングした後のバッチ回数の増加に伴って変化する研磨速度に基づいて研磨時間を設定する工程とを有するシリコンウェーハの研磨方法。
(もっと読む)
ワーク位置ずれ検出装置
【課題】搬送による位置ずれが発生した被加工物を研削室内に移動する前に取り除くことができ、自動運転の続行可能な機能を持つ加工装置を提供する。
【解決手段】ワーク位置ずれ検出装置3を備える加工装置1であり、搬送アーム31に位置ずれ検出手段40を備え、検出手段40は、ワーク外周部近傍のワークW上で検出光を投光する投光部41aと検出光がワークWで反射し受光する受光部41bとからなる位置ずれ検出センサー41と、受光量を数値で算出する演算部412と、算出値が予め設定したしきい値以上の時は動作を続行し、予め設定したしきい値を下回る時はワークWを取り除く指示のメッセージを画面に表示する判断部413とを備える。ワークWの位置ずれが発生してもワークWが研削室9b内に移動する前にワークWを取り除くことができ、加工装置1の自動運転も続行可能となるため、被加工物の生産性の向上を図ることができる。
(もっと読む)
研磨ヘッドの高さ方向の位置の調整方法及びワークの研磨方法
【課題】研磨ヘッドの高さ方向の位置を安定して高精度に調整可能な研磨ヘッドの高さ方向の位置の調整方法を提供し、研磨するワークの平坦度を向上し、ワーク間の平坦度のばらつきを抑制することを目的とする。
【解決手段】ワークが保持されていない研磨ヘッドを研磨布と接触しない高さ方向の位置に位置決めした後、研磨ヘッドと定盤の少なくとも一方を回転させる工程と、高さ調整機構によって研磨ヘッドを研磨布に接触させるまで近づけながら、回転させた研磨ヘッドと定盤の少なくとも一方の負荷トルク電流をトルク測定機構によって測定し、該測定した負荷トルク電流の変化量が所定の閾値を超えた時点の研磨ヘッドの高さ方向の位置を基準位置として設定する工程と、設定した基準位置からの距離に基づいて、研磨ヘッドの高さ方向の位置を所定位置に調整する工程とを有する研磨ヘッドの高さ方向の位置の調整方法。
(もっと読む)
樹脂塗布装置
【課題】ワーク厚みのバラつきや樹脂の量の増減にかかわらず、樹脂を適切に押し広げること。
【解決手段】本実施の形態に係る樹脂塗布装置1は、ステージ602の上面に供給された液状樹脂Lを押圧部604における押圧面634に保持したワークWで上から押圧し液状樹脂LをワークW下面に広げる樹脂塗布装置1であって、押圧部604には、移動部606によるワークWのステージ602への接近によってワークW下面に液状樹脂Lが押し広げられる際に押圧面634が受ける圧力を検出する圧力センサ633が備えられ、制御部は圧力センサ633が検出した圧力に基づいて移動部606の動作を制御する構成とした。
(もっと読む)
切削ブレード検出機構
【課題】増幅器から出力される電気信号が一定値になるように自動的に調整可能な切削ブレード検出機構を提供する。
【解決手段】切削装置で使用される切削ブレード検出機構であって、発光素子66と、発光部70と、受光部80と、該受光部80で受光した受光量を電気信号へ変換する受光素子76と、該発光部70と該受光部80間に切削ブレード28が位置しない状態で該受光部80が受光した受光量を該受光素子76で変換した電気信号が第1の値となるように該発光素子66及び該受光素子76の経時劣化に応じて電気信号を増幅する増幅部82と、該増幅部82からの電気信号を受信する受信部88と、該受信部88で受信した電気信号が該第1の値になるように該増幅部82の増幅量を制御する増幅制御部90と、該増幅量が上限値に達した時に警告を発するとともに該増幅部82の該上限値以上の増幅を禁止する警告発信部92とを有する制御手段86と、を具備する。
(もっと読む)
研削加工装置
【課題】研削加工装置の搬送ロボットの電池の残量がなくなることによって搬送ロボットにおける各軸の位置の記憶が消えないようにする。
【解決手段】主電池部55aの残量がなくなった場合等に使用する予備電池部55bを電池部55に備え、主電池部55aの残量がなくなった場合でも予備電池部55bからの電力供給によって記憶部54の記憶内容を維持し、搬送ロボット5の軸部51a〜51dの位置に関する情報が記憶部54において保持されるようにする。また、記憶部54への電力の供給源が主電池部55aから予備電池部55bに切り替わった際に予備電池部55bが使用されていることをオペレータに知らせる警告部57を備え、主電池部55aの残量が少なくなった場合又はなくなった場合に主電池部55aを迅速に交換することを可能とする。
(もっと読む)
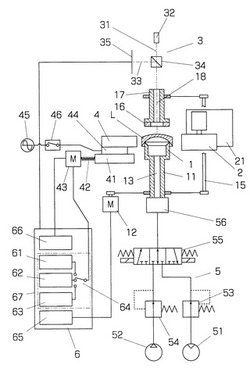
工作機械
【課題】回転工具の加工部が摩耗しても、この回転工具の加工部の拡縮を無人で行える構造を実現する。
【解決手段】
制御器19を構成する測定制御手段28により孔の加工精度を測定し、この測定値に基づき前記回転工具の加工部の拡縮の要否を、拡縮要否判定手段29により判定し、拡縮が必要と判定した場合に、拡縮制御手段30により自動的に前記回転工具の加工部を拡縮する。
(もっと読む)
搬送手段の高さ移動量設定方法
【課題】支持テーブル上のワークを搬送する際の搬送手段の高さ移動量を自動的に設定すること。
【解決手段】ワークを支持する支持テーブルと、支持テーブル上のワークを吸引保持する吸引パッドを備える搬送手段とを備える研削装置1において、吸引パッドに発生した負圧の値を読み取りながら吸引パッドを降下させ(S1:降下工程)、負圧の値があらかじめ設定したしきい値を超えた際にその吸引パッドの高さ位置を記録し(S5:記録工程)、その吸引パッドの高さ位置に基づいて支持テーブルに支持されたワークを搬送手段が搬出する際の吸引パッドの高さ移動量を設定する(S6:設定工程)ことを特徴とする。
(もっと読む)
内径面加工方法、内径面加工用ツールおよび内径面加工装置
【課題】砥石部の径方向への拡幅振動により、ワークの被加工穴内径面についての高い加工能率化を実現することができる内径面加工技術を提供する。
【解決手段】ツール本体30と、このツール本体30の一部に設けられ、軸方向振動により径方向へ拡幅振動する構造を有する砥石加工部31と、ツール本体30に軸方向振動を与える超音波振動子32とを備えてなり、超音波振動子32によりツール本体30に軸方向振動が与えられると、この軸方向振動により砥石加工部31が径方向へ拡幅振動して、ワークの被加工穴内径面に対して径方向振動を伴った加工を行う。これにより、ホーニング加工等の内径面加工における加工効率を向上させることができる。
(もっと読む)
工作物表面位置変動測定方法および研削盤
【課題】研削盤の機上で、工作物系の固有振動数と工作物の形状精度を短時間に測定できる簡便な方法を提供する
【解決手段】砥石車7を回転した状態で、研削液ノズル12から研削液を供給し工作物Wと砥石車7を接近させると動圧力を発生する。この動圧力は砥石車7と工作物Wの隙間の変動に応じて変動し、砥石車7と砥石台3を介して砥石台送り8の駆動モータに伝わる。駆動モータには作用した力に対する抵抗力を発生するために駆動電流が流れる、その電流値を動圧力に換算し、動圧力の大きさと隙間の関係から所定の計算をすることで工作物表面位置の変動を測定する。工作物表面位置の変動の周期を測定することで工作物支持系の固有振動数と工作物Wの外径形状を測定する。
(もっと読む)
研磨装置及び研磨方法
【課題】生産性を低下することなく、研磨後の膜厚の目標値からのずれ量を小さくし、高精度な研磨を行う。
【解決手段】複数の基板Wにおける被処理膜の初期膜厚を測定する初期膜厚測定手段6と、初期膜厚の測定結果に基づき、各基板間の被処理膜の初期膜厚差が所定値以下となるように複数の基板を並べ替えるソート手段10と、並べ替えられた複数の基板の被処理膜を1次研磨する第1研磨手段14と、研磨後の被処理膜の膜厚を測定する研磨後膜厚測定手段15と、測定した初期膜厚と研磨後の被処理膜の膜厚、及びその時の研磨時間に基づき1次研磨における研磨レートを算出し、更に算出した研磨レートと次に1次研磨する基板の初期膜厚、及び研磨後の被処理膜の膜厚の目標値に基づき研磨時間を算出し、該研磨時間を次に1次研磨する基板の研磨時間としてフィードバックする制御を初期膜厚の厚さ順に逐次行う制御手段20と、を備える。
(もっと読む)
回転工具偏摩耗形状予測装置
【課題】回転工具の回転軸を通る回転軸方向断面における偏摩耗形状を予測できる回転工具偏摩耗形状予測装置を提供する。
【解決手段】砥石車10の表面を回転軸方向断面において設定単位幅dw間隔に分割し、加工プログラム31に基づいて加工中の各瞬間における各表面位置wでの設定単位幅dwの加工能率Q'(w,t)を算出する。各瞬間における各表面位置wでの設定単位幅dwの加工能率Q'(w,t)を所定時間について時間積分することで、所定時間における各表面位置wでの設定単位幅dwによる被加工物20の被加工体積VW’(w)を算出する。各被加工体積VW’(w)を用いて所定時間における砥石車10の各表面位置wでの設定単位幅dwの工具法線方向摩耗長a(w)を算出する。記憶されている砥石車10の表面形状から、各表面位置wでの設定単位幅dwの工具法線方向摩耗長a(w)を除去することにより、砥石車10の偏摩耗形状を算出する。
(もっと読む)
研削盤の回転軸構造
【課題】低コストな構造とする。砥石の回転軸への取付不良を回避する。砥石を大きさに関係なく自動交換できるようにする。
【解決手段】回転軸本体4は内部に第1中空部41を先端に開口するように有している。第1中空部41内には、螺進・螺退可能な螺子部材5が収容されている。回転軸本体4の周壁には、連通孔42が第1中空部41に連通するように形成されている。第1中空部41内の螺子部材5より回転軸本体4基端側には、ボール部材6が収容されている。ボール部材6は、回転軸本体4を取付孔71に嵌挿した状態で、螺子部材5の螺進動作に連動して連通孔42から回転軸本体4の外部に突出して砥石2の取付孔71内周面に圧接することで砥石2を回転軸本体4に取り付け、螺子部材5の螺退動作に連動して連通孔42から第1中空部41内へ没入して砥石2の取付孔71内周面から離れることで砥石2の回転軸本体4への取付状態を解除する。
(もっと読む)
研削装置
【課題】簡易な装置構成にして製造コストを低減させることができると共に、保持手段に対して半導体ウェーハを所望の向きおよび位置に位置付けた状態で搬入することができる研削装置を提供すること。
【解決手段】仮置きテーブル35からチャックテーブル3に半導体ウェーハWを搬入するウェーハ供給部16と、仮置きテーブル35上において半導体ウェーハWの全体を撮像する撮像部36と、撮像された半導体ウェーハWの画像データに基づいて、半導体ウェーハWの中心位置およびオリエンテーションフラット66の形成位置を算出する算出部とを備え、ウェーハ供給部16が、半導体ウェーハWの中心位置に基づいて、半導体ウェーハWの中心をチャックテーブル3の中心に位置付け、チャックテーブル3が、オリエンテーションフラット66の形成位置に基づいて、半導体ウェーハWの向きをチャックテーブル3の向きに合わせる構成とした。
(もっと読む)
研削装置
【課題】複数のオリエンテーションフラットが形成されている異形状のウェーハを適切に保持してスピン洗浄することができる研削装置を提供する。
【解決手段】複数のオリエンテーションフラット2が形成された円板状のウェーハ1を研削した後に、該ウェーハ1を搬出手段70によりスピンナ洗浄手段80の洗浄テーブル82に載せてスピン洗浄するにあたり、洗浄テーブル82に対しウェーハ1の重心位置GOと洗浄テーブル82の回転中心82Zとが一致するようにウェーハ1を洗浄テーブル82に載置し、スピン洗浄時にウェーハ1のバランスが崩れることなく適切に保持できるようにする。
(もっと読む)
加工装置
【課題】 被加工物を位置決めしてチャックテーブル上に容易に載置可能な加工装置を提供することである。
【解決手段】 被加工物を保持する保持面を有するチャックテーブルと、該チャックテーブルで保持された被加工物に加工を施す加工手段とを備えた加工装置であって、被加工物の上面を撮像する撮像手段と、該チャックテーブル上の被加工物を選択的に保持して該チャックテーブルから離脱させる該撮像手段に配設された仮保持手段と、該チャックテーブルと該撮像手段とを該保持面に平行な2方向へ相対移動させる移動手段とを具備し、該仮保持手段で被加工物を仮保持している間に、該移動手段を駆動して被加工物の中心を該チャックテーブルの中心に一致させた後被加工物を該チャックテーブル上に載置することを特徴とする。
(もっと読む)
自走式溶接ビード切削装置
【課題】壁面に沿って移動しながら壁面に溶接によって生起している溶接ビードを切削する自走式溶接ビード切削装置の作業効率、切削能力を向上させる。
【解決手段】溶接ビードに隣接して壁面に敷設されているガイドレールに掛合しながら回転して溶接ビード切削装置をガイドレールに沿って前進移動及び後退移動させる駆動輪。駆動輪に支持されているフレームに取り付けられていて駆動輪に対して前進移動用の前進方向回転駆動力及び後退移動用の後退方向回転駆動力を与える自走用モータ。フレームに取り付けられていて溶接ビードの切削を行う回転エアーサンダー。フレームに取り付けられていて、回転エアーサンダーが溶接ビードに押し付けられる圧力を調整する押付圧力調整手段と、回転エアーサンダーをガイドレールが延びる方向に対して交叉する方向に移動させる横シフト手段を備えている。
(もっと読む)
研磨予測評価装置、研磨予測評価方法、研磨予測評価プログラム、過研磨条件算出装置、過研磨条件算出方法及び過研磨条件算出プログラム
【課題】CMPにおける過研磨の発生を抑止するレイアウトを効率よく作成すること。
【解決手段】研磨予測評価装置20の分割部21は、集積回路のレイアウトを複数のメッシュに分割する。過研磨領域抽出部22は、メッシュの配線密度と周辺メッシュの配線密度に基づいて過研磨条件を参照し、EOEが発生するメッシュを抽出する。ダミー修正部23は、EOEが発生するメッシュや周辺メッシュのダミー配線を修正することで、EOEの発生を抑える。過研磨条件を算出する過研磨条件算出装置30は、試験パターンに対する研磨結果から、過研磨が発生する条件を求める。
(もっと読む)
研磨カセット、それを備えた研磨装置及び研磨対象物上の異物を研磨する研磨方法
【課題】研磨テープの表裏面を利用して研磨対象物の表面に存在する金属系異物と樹脂又は繊維系異物とのいずれも効率的に研磨して除去する。
【解決手段】プラスチックフィルムの表面に砥粒を樹脂バインダーで固定した研磨層13が形成され、裏面に粘着性接着剤が塗布された粘着層14が形成された研磨テープ8を供給リール9に巻き、カセット本体7aの貫通孔7c(開口部)から露出させた後、180°捩られて巻取リール10に巻き取る。この研磨テープ8の表裏面を反転させて研磨層13又は粘着層14で研磨対象物の表面に存在する異物を除去する。
(もっと読む)
1 - 20 / 83
[ Back to top ]